
目錄
Introduction
“Surface roughness” refers to how rough or smooth a surface is, and it is closely related to our daily lives. From production to manufacturing, mastering its measurement is crucial. Before diving into the topic, it’s important to understand that “not everything should be pursued for extreme smoothness; instead, the focus should be on achieving ‘appropriate roughness’ based on specific needs.”
You may ask why?
Because when we set a very low Ra value during processing, the required manpower, time, and costs can multiply significantly.
Therefore, choosing an appropriate level of roughness is a more efficient option in the current processing choices.
In manufacturing and processing products, surface quality is extremely important. Surface roughness and smoothness are two key indicators, but they differ in meaning and measurement methods.
Surface roughness: Refers to the tiny bumps and irregularities on a surface that affect the product’s function and durability, usually expressed in values such as Ra.
Smoothness: Describes how smooth a surface is and its ability to reflect light. The smoother the surface, the higher the gloss, making the product look more polished and shiny.
Roughness affects Smoothness: The rougher the surface, the lower the gloss, as light is scattered rather than reflected. Conversely, lower roughness results in a smoother surface, enhancing gloss and giving the product a more premium appearance.
To achieve the expected smoothness, specialized polishing materials are typically used. These materials effectively remove minor surface irregularities, making the surface smoother and thus improving gloss. Understanding roughness, gloss, and how to use polishing materials to improve surface quality is crucial for producing high-quality products. Whether to enhance performance or appearance, controlling surface roughness and achieving appropriate gloss are essential steps.
Comparison Chart of Surface Roughness
| Surface Condition | Reference Length | Caption | Surface Roughness | ||
| RA | RY(Rmax) | RZ | |||
| Superfine Surface | 0.08 | A surface obtained through superfine processing methods, with a smooth finish resembling a mirror. | 0.010 a | 0.040 s | 0.040 z |
| 0.012 a | 0.050 s | 0.050 z | |||
| 0.016 a | 0.063 s | 0.063 z | |||
| 0.020 a | 0.080 s | 0.080 z | |||
| 0.25 | 0.020 a | 0.080 s | 0.080 z | ||
| 0.025 a | 0.100 s | 0.100 z | |||
| 0.032 a | 0.125 s | 0.125 z | |||
| 0.040 a | 0.16 s | 0.16 z | |||
| 0.050 a | 0.20 s | 0.20 z | |||
| 0.063 a | 0.25 s | 0.25 z | |||
| 0.080 a | 0.32 s | 0.32 z | |||
| 0.100 a | 0.40 s | 0.40 Z | |||
| Fine-Cut Surface | 0.8 | A surface obtained through one or more precise cutting methods such as turning, milling, grinding, boring, lapping, honing, polishing, or scraping. The cutting marks are nearly imperceptible to touch or sight. | 2.5 a | 10.0 s | 10.0 z |
| 3.2 a | 12.5 s | 12.5 z | |||
| 4.0 a | 16 s | 16 z | |||
| 5.0 a | 20 s | 20 z | |||
| 6.3 a | 25 s | 25 z | |||
| 8.0 a | 32 s | 32 z | |||
| 10.0 a | 40 s | 40 z | |||
| Medium-Cut Surface | 2.5 | A surface obtained through one or more moderate cutting processes such as turning, milling, planing, grinding, drilling, boring, honing, or filing. It feels smooth to the touch, but slight cutting marks can still be visually distinguished. | 2.5 a | 10.0 s | 10.0 z |
| 3.2 a | 12.5 s | 12.5 z | |||
| 4.0 a | 16 s | 16 z | |||
| 5.0 a | 20 s | 20 z | |||
| 6.3 a | 25 s | 25 z | |||
| 8.0 a | 32 s | 32 z | |||
| 10.0 a | 40 s | 40 z | |||
| Rough-Cut Surface | 8 | A surface obtained through one or more rough cutting processes such as turning, milling, planing, grinding, drilling, boring, or filing. The residual cutting marks are clearly distinguishable by touch and sight. | 12.5 a | 50 s | 50 z |
| 16.0 a | 63 s | 63 z | |||
| 20 a | 80 s | 80 z | |||
| 25 a | 100 s | 100 z | |||
| 32 a | 125 s | 125 z | |||
| 40 a | 160 s | 160 z | |||
| 50 a | 200 s | 200 z | |||
| 63 a | 250 s | 250 z | |||
| 80 a | 320 s | 320 z | |||
| As-Cast Surface | 25 or above | A surface obtained through non-cutting processes such as casting, forging, die-casting, rolling, flame cutting, or arc cutting. The original surface may be left as-is or slightly refined, but the raw material’s scale may still be retained. | 100 a | 400 s | 400 z |
| 125 a | 500 s | 500 z | |||
Surface Roughness and Smoothness Comparison Table
| Grade Code | RA | RZ |
| △14 | ≤0.01 um | ≤0.05 um |
| △13 | >0.01~0.02 um | >0.05~0.1 um |
| △12 | >0.02-0.04 um | >0.1 ~0.2 um |
| △11 | >0.04-0.08 um | >0.2 ~0.4 um |
| △10 | >0.08~0.16 um | >0.4-0.8 um |
| △9 | >0.16~0.32 um | >0.8~1.6 um |
| △8 | >0.32 ~0.63 um | >1.6-3.2 um |
| △7 | >0.63~1.25 um | >3.2~6.3 um |
| △6 | >1.25~2.5 um | >6.3~10 um |
| △5 | >2.5~5 um | >10~20 um |
| △4 | >5~10 um | >20~40 um |
| △3 | >10~20 um | >40~80 um |
| △2 | >20-40 um | >80~160 um |
| △1 | >40~80 um | >160~320 um |
Comparison Chart of Grinding Polishing and Surface Roughness
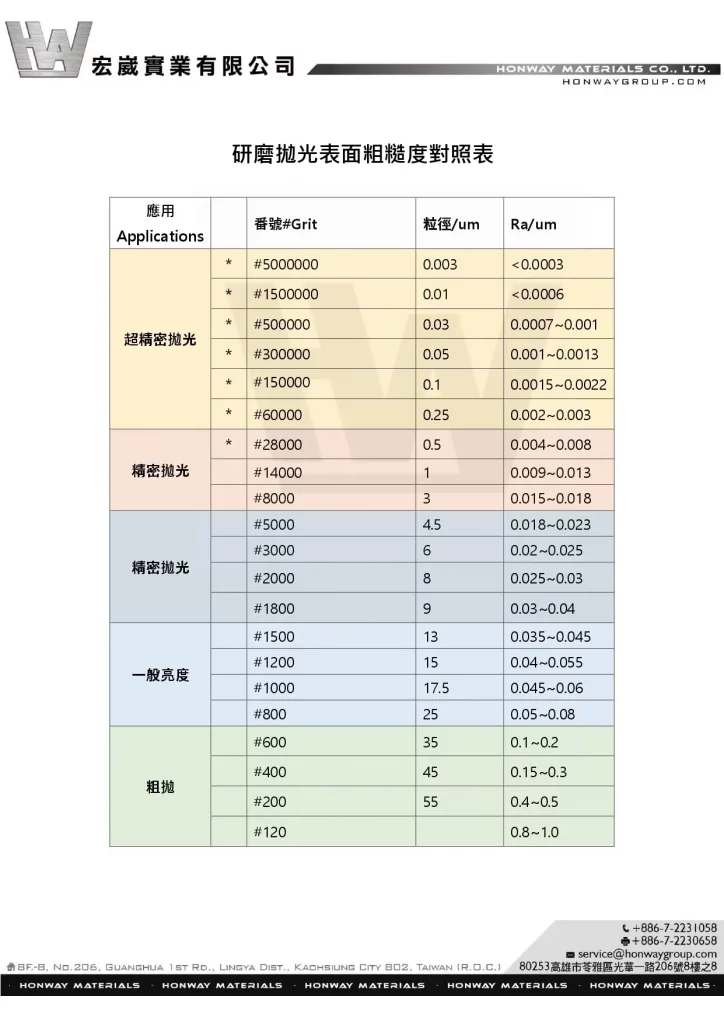
實務對策:如何達到您預期的表面粗糙度目標?
看完上述的表面粗糙度(Ra)對照表後,精密加工現場的工程師與採購最核心的任務,就是如何用最低的成本、最高的效率達到目標數值。粗糙度不是粒子越細越好,而是要針對工件材質與製程「對症下藥」。
宏崴技術團隊為您整理出以下三大實戰進階指南,助您快速攻克產線良率瓶頸:
- Has the currently measured surface roughness met your expected target?
- Solution >>> Six mold polishing techniques: How many do you know?
- Implement >>> polishing abrasives, polishing equipment, polishing tools
- Review
1. 了解您工件材質的官方推薦配置
當您明確知道了工件要求的 Ra 值,產線該如何配置拋光液、鑽石膏或拋光粉?宏崴特別針對「半導體晶圓、硬質/軟質金屬、光學 LCD 玻璃」等不同硬度的材料,外加您最常詢問的多晶鑽石微粉,整理出一份極度直覺的耗材推薦配置對照表,助您大幅提升移除率: 👉 延伸閱讀: 《拋光耗材對應參考表:一次找對半導體、金屬與陶瓷的專用拋光液》
2. 攻克高硬度模具鋼材的超精密研磨
如果您目前的加工工件屬於碳化鎢(鎢鋼)、模具熱處理鋼等硬質金屬,追求極致低 Ra 值的超精切面或超光面(鏡面)時,傳統單晶鑽石磨料容易碎裂留下深層刮痕。宏崴強烈建議選用具備自銳特性的磨料,利用微晶持續破碎產生新切削點的物理原理,縮短 50% 研磨時間: 👉 延伸閱讀: 《拋光界的黑科技:為什麼高手都選多晶鑽石?專業選料全攻略》
📈 協同效應:讓專業動力設備設備,解放耗材 120% 的切削力
當您選對了上述的專用拋光耗材,若能進一步搭配宏崴引以為傲的 HANDY-700 電動超音波振動研磨機 或是 U-Lap 氣動刻磨機系列 進行製程施作,將能讓磨料的移除率與穩定度發揮到最極致的表現,完美攻克精密模具深槽與死角。
如果您看完上述對照表,仍對自家工件的番號跳階(例如從 #400 直接跳至 #10000 導致深層劃痕無法消除)有所疑問,或有大批量產線的客製化專用多晶鑽石微粉調配需求,歡迎隨時與宏崴專家團隊聯絡,我們將由專人為您提供一對一的製程解答與商品報價!
🔍 宏崴實業精選:先端產線與先進製程延伸技術推薦
為了滿足多樣化工業升級與半導體智動化需求,宏崴技術團隊精選以下與表面粗糙度對照表最核心相關的硬體設備與專用耗材解決方案,歡迎點擊深入閱讀:
• 🛠️ 先進半導體設備選型: 工業級拋光設備與超精拋光 Meta Polishing 型號全解析:全面告別產線塞管與過拋塌角
🔬 高端光學與面板耗材: 光學玻璃與液晶面板最終道工序:氧化鈰彈性砂輪的鏡面拋光工藝
💎 高硬度模具鋼材研磨: 拋光界的黑科技:為什麼高手都選多晶鑽石?專業選料全攻略
🧬 先進封裝散熱管理應用: 【CVD鑽石全面解析】鑽石散熱基板 (Diamond Substrate):解決高功率電子散熱難題
After reading the content, if you still don’t know how to select the most suitable option,
Feel free to contact us and we will have specialist available to answer your questions.
If you need customized quotations, you’re also welcome to contact us.
Customer Service Hours: Monday to Friday 09:00~18:00 (GMT+8)
Phone: +8867 223 1058
If you have a subject that you want to know or a phone call that is not clear, you are welcome to send a private message to Facebook~~
Honway Facebook: https://www.facebook.com/honwaygroup
You may be interested in…
[wpb-random-posts]
