
Katalog
Wstęp
„Chropowatość powierzchni” odnosi się do tego, czy powierzchnia jest chropowata, czy gładka. Jest to ściśle związane z naszym życiem i niezwykle ważne jest, aby zrozumieć jego miarę od produkcji do wytwarzania. Zanim zacznę ten artykuł, chciałbym przekazać wam koncepcję, że „nie wszystko powinno dążyć do ekstremalnej gładkości, ale powinniśmy rozumieć potrzeby i dążyć do 'odpowiedniej chropowatości’”.
Dlaczego?
Ponieważ gdy ustawimy zbyt niską wartość Ra podczas obróbki, nakład pracy, czas i koszty, jakie to będzie wymagało, mogą wzrosnąć wielokrotnie.
Dlatego lepiej wybrać odpowiednią chropowatość, co jest obecnie najbardziej efektywnym wyborem w obróbce.
Podczas wytwarzania i obróbki produktów jakość powierzchni jest bardzo ważna. Chropowatość i gładkość powierzchni to dwa kluczowe wskaźniki, ale ich znaczenie i sposób pomiaru są różne.
Chropowatość powierzchni::odnosi się do drobnych nierówności i nierówności na powierzchni, co wpływa na funkcjonalność i trwałość produktu i jest zwykle reprezentowane przez wartości numeryczne, takie jak Ra.
Gładkość: :opisuje, jak gładka jest powierzchnia i jak dobrze odbija światło. Im gładsza powierzchnia, tym wyższa gładkość, co sprawia, że produkt wygląda bardziej lśniąco i błyszcząco.
Chropowatość wpływa na gładkość: im bardziej chropowata powierzchnia, tym gładkość jest zwykle niższa, ponieważ światło jest rozpraszane, a nie odbijane. I odwrotnie, niska chropowatość pozwala uzyskać gładszą powierzchnię, poprawiając gładkość i sprawiając, że produkt wygląda bardziej prestiżowo.
Aby osiągnąć idealną gładkość, zazwyczaj konieczne jest użycie specjalnychmateriałów polerskich. Materiały te skutecznie usuwają drobne nierówności z powierzchni, czyniąc ją gładszą, a tym samym poprawiając gładkość. Zrozumienie chropowatości, gładkości i tego, jak używać materiałów polerskich w celu poprawy jakości powierzchni, jest kluczowe dla wytwarzania wysokiej jakości produktów. Niezależnie od tego, czy chodzi o poprawę wydajności, czy wyglądu produktu, kontrolowanie chropowatości powierzchni i osiągnięcie odpowiedniej gładkości jest kluczowym krokiem.
Tabela porównawcza chropowatości powierzchni
| Sytuacja Powierzchni | Długość Bazowa | Opis | Chropowatość powierzchni | ||
| RA | RY(Rmax) | RZ | |||
| Powierzchnia Super-Optyczna | 0.08 | Powierzchnia uzyskana metodą obróbki super-optycznej jest gładka jak lustro. | 0.010 a | 0.040 s | 0.040 z |
| 0.012 a | 0.050 s | 0.050 z | |||
| 0.016 a | 0.063 s | 0.063 z | |||
| 0.020 a | 0.080 s | 0.080 z | |||
| 0.25 | 0.020 a | 0.080 s | 0.080 z | ||
| 0.025 a | 0.100 s | 0.100 z | |||
| 0.032 a | 0.125 s | 0.125 z | |||
| 0.040 a | 0.16 s | 0.16 z | |||
| 0.050 a | 0.20 s | 0.20 z | |||
| 0.063 a | 0.25 s | 0.25 z | |||
| 0.080 a | 0.32 s | 0.32 z | |||
| 0.100 a | 0.40 s | 0.40 Z | |||
| Powierzchnia Precyzyjnie Cięta | 0.8 | Powierzchnia uzyskana po jednokrotnym lub wielokrotnym precyzyjnym toczeniu, frezowaniu, szlifowaniu, polerowaniu, honowaniu, docieraniu, polerowaniu lub skrobaniu, dogładzaniu i innych metodach obróbki skrawaniem. Niemożliwe jest wyczucie lub wizualne rozróżnienie śladów narzędzia. | 2.5 a | 10.0 s | 10.0 z |
| 3.2 a | 12.5 s | 12.5 z | |||
| 4.0 a | 16 s | 16 z | |||
| 5.0 a | 20 s | 20 z | |||
| 6.3 a | 25 s | 25 z | |||
| 8.0 a | 32 s | 32 z | |||
| 10.0 a | 40 s | 40 z | |||
| Powierzchnia Dokładnie Cięta | 2.5 | Powierzchnia uzyskana po jednokrotnym lub wielokrotnym stosunkowo dokładnym toczeniu, frezowaniu, struganiu, szlifowaniu, wierceniu, wytaczaniu, przeciąganiu lub piłowaniu i innych metodach obróbki skrawaniem. W dotyku wydaje się gładka, ale wizualnie można jeszcze rozróżnić niewyraźne ślady narzędzia. | 2.5 a | 10.0 s | 10.0 z |
| 3.2 a | 12.5 s | 12.5 z | |||
| 4.0 a | 16 s | 16 z | |||
| 5.0 a | 20 s | 20 z | |||
| 6.3 a | 25 s | 25 z | |||
| 8.0 a | 32 s | 32 z | |||
| 10.0 a | 40 s | 40 z | |||
| Powierzchnia Cięta Zgrubnie | 8 | Powierzchnia uzyskana po jednokrotnym lub wielokrotnym zgrubnym toczeniu, frezowaniu, struganiu, szlifowaniu, wierceniu, wytaczaniu lub piłowaniu i innych metodach obróbki skrawaniem. Można wyczuć i wizualnie rozpoznać ślady narzędzia. | 12.5 a | 50 s | 50 z |
| 16.0 a | 63 s | 63 z | |||
| 20 a | 80 s | 80 z | |||
| 25 a | 100 s | 100 z | |||
| 32 a | 125 s | 125 z | |||
| 40 a | 160 s | 160 z | |||
| 50 a | 200 s | 200 z | |||
| 63 a | 250 s | 250 z | |||
| 80 a | 320 s | 320 z | |||
| Powierzchnia Surowa | 25 lub ponad 25 | Powierzchnia uzyskana w wyniku ogólnych metod bezwiórowych, takich jak odlewanie, kucie, odlewanie ciśnieniowe, walcowanie, cięcie płomieniem lub łukiem elektrycznym. W razie potrzeby można usunąć zadziory, ale można zachować czarną skórkę/powłokę. | 100 a | 400 s | 400 z |
| 125 a | 500 s | 500 z | |||
Tabela porównawcza szorstkości powierzchni i polerowania
| kod identyfikacyjny | RA | RZ |
| △14 | ≤0.01 um | ≤0.05 um |
| △13 | >0.01~0.02 um | >0.05~0.1 um |
| △12 | >0.02-0.04 um | >0.1 ~0.2 um |
| △11 | >0.04-0.08 um | >0.2 ~0.4 um |
| △10 | >0.08~0.16 um | >0.4-0.8 um |
| △9 | >0.16~0.32 um | >0.8~1.6 um |
| △8 | >0.32 ~0.63 um | >1.6-3.2 um |
| △7 | >0.63~1.25 um | >3.2~6.3 um |
| △6 | >1.25~2.5 um | >6.3~10 um |
| △5 | >2.5~5 um | >10~20 um |
| △4 | >5~10 um | >20~40 um |
| △3 | >10~20 um | >40~80 um |
| △2 | >20-40 um | >80~160 um |
| △1 | >40~80 um | >160~320 um |
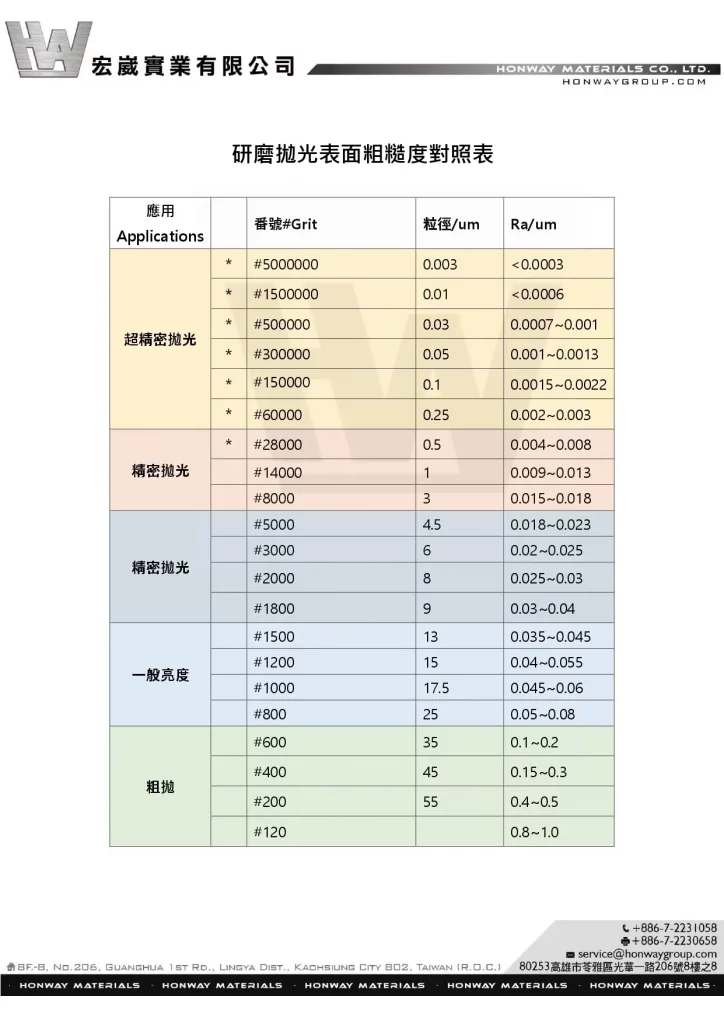
Tabela porównawcza polerowania, szlifowania i chropowatości powierzchni
Działania
- Czy aktualnie zmierzona chropowatość powierzchni osiąga oczekiwany cel?
- 2. Jak rozwiązać problem? Rozwiązania >>> 解決 解決方案>>> Ile z sześciu rodzajów polerowania form znasz?
- 3. Wykonanie >>> Materiały do polerowania, sprzęt do polerowania, narzędzia do polerowania
- 4. Przegląd
Jeśli po przeczytaniu tekstu nadal nie wiesz, jak wybrać najbardziej odpowiedni produkt,
skontaktuj się z nami, a nasi specjaliści odpowiedzą na Twoje pytania.
Jeśli potrzebujesz wyceny lub zamówienia, również zapraszamy do kontaktu.
Godziny obsługi klienta: od poniedziałku do piątku 09:00-18:00
Numer kontaktowy:07 223 1058
Jeśli masz jakieś pytania lub potrzebujesz więcej informacji, zapraszamy do kontaktu przez Facebooka.
Nasza strona na FB:https://www.facebook.com/honwaygroup
Być może zainteresują cię artykuły …
[wpb-random-posts]