W dziedzinie precyzyjnej obróbki, szlifowanie jest ważnym procesem, który ma bezpośredni wpływ na dokładność wymiarową i jakość powierzchni produktu. Pojawienie się rys, przypaleń, falistości czy śladów posuwu poprzecznego jest absolutnie czymś, czego my, obróbcy, nie chcemy widzieć.
Ale… co zrobić, jeśli naprawdę się pojawią? To jest właśnie główny punkt tego artykułu!
Ten artykuł przeanalizuje od wystąpienia problemu, poprzez czynniki mechaniczne, operacyjne, technologiczne i środowiskowe, dostarczając systematycznych rozwiązań jako ważne odniesienie w zarządzaniu jakością szlifowania.
Spis treści:
Czym są rysy szlifierskie?

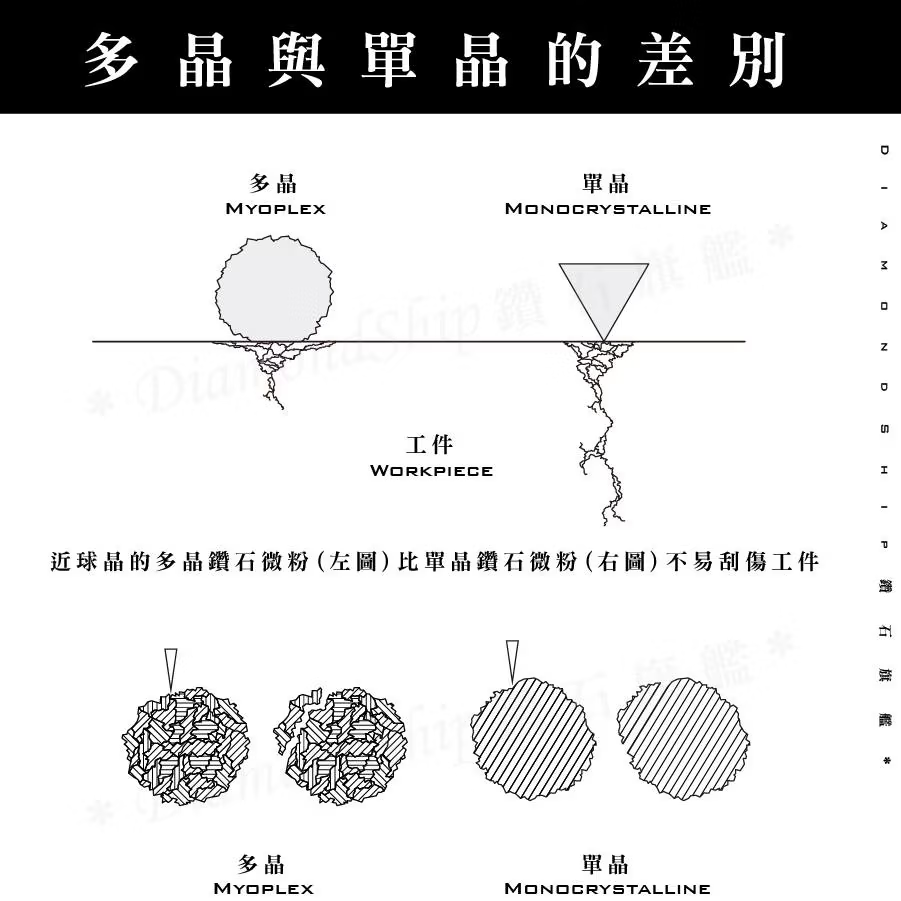
Rysy powstają głównie w wyniku nierównomiernego cięcia, gdy cząsteczki ścierne stykają się z powierzchnią obrabianego przedmiotu.
Gdy w ścierniwie występują większe lub wystające cząsteczki ścierne, pod wpływem nacisku te cząsteczki jako pierwsze stykają się z powierzchnią materiału i wnikają w nią, co prowadzi do zwiększenia głębokości cięcia. W porównaniu z innymi, mniejszymi cząsteczkami ściernymi, te wystające cząsteczki wycinają głębsze rowki, czyli rysy.
Czym są przypalenia szlifierskie?

Gdy podczas procesu szlifowania wytwarzane jest nadmierne ciepło, może to prowadzić do zjawiska zwanego uszkodzeniem termicznym szlifowania (lub przypaleniem szlifierskim). To uszkodzenie termiczne powoduje spadek twardości materiału i generuje rozciągające naprężenia szczątkowe na powierzchni obrabianego przedmiotu, co w konsekwencji skraca jego żywotność zmęczeniową. Jeśli wystąpi na krytycznych elementach poddawanych obciążeniom dynamicznym, może to nawet wywołać poważne awarie strukturalne.
Przypalenia szlifierskie prowadzą do następujących problemów:
- Rozszerzalność cieplna i utlenianie obrabianego przedmiotu.
- Obniżenie wydajności obrabianego przedmiotu z powodu przypalenia powierzchniowego.
- Pęknięcia i wady obróbkowe.
- Zbyt duże ciepło szlifowania może spowodować mikropęknięcia, a nawet drobne pęknięcia podczas lub po obróbce, co dodatkowo osłabi integralność strukturalną przedmiotu obrabianego.
※Dalsza lektura: Dlaczego podczas szlifowania generowane jest ciepło? Jak ważna dla ściernicy i przedmiotu obrabianego jest kontrola temperatury?
Typowe przyczyny powstawania rys szlifierskich
- Wibracje mechaniczne
Gdy maszyna lub mocowanie generuje wibracje, wpływa to na niestabilny kontakt między ściernicą a obrabianym przedmiotem, co powoduje nieregularne fale lub rysy na szlifowanej powierzchni, wpływając tym samym na dokładność obróbki i jakość powierzchni. - Uszkodzenia na obrabianym przedmiocie
Jeśli obrabiany przedmiot ma już rysy lub wgniecenia przed obróbką, te wady są trudne do całkowitego usunięcia podczas szlifowania, a nawet mogą się powiększyć, powodując defekty na powierzchni gotowego produktu. - Nieodpowiednie wiązanie ściernicy
Zbyt mocne wiązanie ściernicy utrudnia oddzielanie się ziarn ściernych, co prowadzi do nadmiernej siły cięcia i generowania nadmiernego ciepła; natomiast zbyt słabe wiązanie powoduje przedwczesne odpadanie ziarn ściernych, skracając żywotność ściernicy i wpływając na stabilność obróbki, co z kolei prowadzi do złej jakości powierzchni. - Zatkanie lub wygładzenie ściernicy
Gdy powierzchnia ściernicy jest zatkana (zapchana) usuniętym materiałem lub ziarna ścierne stają się tępe (wygładzone), działanie szlifowania słabnie, powodując zjawisko poślizgowego cięcia. Może to nie tylko powodować rysy, ale także prowadzić do przegrzania lub uszkodzenia powierzchni. - Niska precyzja obrabianego przedmiotu
Jeśli obrabiany przedmiot nie został wcześniej odpowiednio obrobiony lub jest nieprawidłowo ustawiony, spowoduje to odchylenia wymiarowe i nierówności powierzchni, co z kolei wpłynie na jakość późniejszego szlifowania, prowadząc do problemów takich jak rysy, przypalenia lub przekroczenie tolerancji wymiarowej. - Przypalenie lub pęknięcie ściernicy
Gdy ciśnienie szlifowania jest zbyt wysokie lub chłodzenie jest niewystarczające, generowane jest wysokie ciepło, co prowadzi do przypalenia lub degradacji utwardzonej warstwy na powierzchni obrabianego przedmiotu, zwanej przypaleniem szlifierskim; jeśli jakość ściernicy jest niska lub jest ona używana nieprawidłowo, może to również prowadzić do pęknięć, a w konsekwencji do uszkodzenia obrabianego przedmiotu, a nawet problemów z bezpieczeństwem.
※W niniejszym artykule skupimy się na szczegółowej analizie anomalii takich jak wibracje mechaniczne, falistość, rysy i przypalenia na obrabianym przedmiocie. W następnym rozdziale przeanalizujemy przyczyny tych anomalii i przedstawimy rozwiązania.
Przyczyny i rozwiązania problemów z wibracjami mechanicznymi i falistością
Możemy ocenić przyczynę na podstawie wzoru i zjawiska falistości.
| Warunki nieprawidłowe | powód | Rozwiązanie | |
| Wibracja | Wyświetla przebiegi o tym samym interwale | Wibracje mechaniczne | 1. Sprawdź, czy fundament maszyny jest solidnie zamocowany i czy nie ma luzów ani nierówności. 2. Wymień lub wyreguluj paski i przekładnie. 3. Sprawdź równowagę między wrzecionem a silnikiem, aby zapobiec mimośrodowości. 4. Sprawdź ponownie wszystkie ruchome części i upewnij się, że szyny ślizgowe, łożyska i inne części działają płynnie i stabilnie. |
| Niewyważenie tarczy szlifierskiej | 1. Wykonaj precyzyjną regulację dynamicznego wyważenia tarczy szlifierskiej. 2. Po oszlifowaniu tarczy szlifierskiej ponownie wykonaj korektę wyważenia. 3. Nigdy nie zatrzymuj tarczy szlifierskiej, dopóki płyn szlifierski nie ulegnie całkowitemu rozproszeniu. | ||
| Koło szlifierskie jest nieokrągłe | 1. Przed i po wyważeniu tarczy szlifierskiej należy wykonać operacje przycinania. | ||
| Koło szlifierskie jest zbyt twarde | 1. Wybierz ściernicę o mniejszym wiązaniu. 2. Użyj ściernicy o grubszych cząsteczkach. 3. Odpowiednio zmniejsz prędkość ściernicy. 4. Za każdym razem zmniejszaj ilość posuwu. | ||
| Zjawisko wąskie, głębokie i regularne | Ściernica jest zbyt gruba | 1. Użyj tarczy ściernej o drobniejszych cząsteczkach. | |
| Nieprawidłowość | Wadliwy montaż przedmiotu obrabianego | 1. Upewnij się, że obrabiany przedmiot jest mocno zamocowany i usuń wszelkie luzy podczas zaciskania. 2. Sprawdź i popraw położenie oraz dokładność sworznia wyrzutnika środkowego. 3. Odpowiednio nasmaruj miejsce styku z obrabianym przedmiotem. | |
| Nierównowaga przedmiotu obrabianego | 1. Wybierz i zainstaluj odpowiedni sprzęt wyważający, biorąc pod uwagę charakterystykę obrabianego przedmiotu. 2. Do obróbki używaj dużych szlifierek, aby zapewnić bardziej stabilne podparcie i większą precyzję. | ||
| Słabe przycinanie | 1. Do przycinania należy używać ostrego diamentu. 2. Tępe cząstki diamentu należy ponownie zespawać, aby przywrócić im ostrość. 3. Sprawdzić, czy trymer i jego zacisk nie są luźne. 4. Długość wysięgnika powinna być odpowiednia i nie może być zbyt długa. | ||
| Zjawiska regularne i nieregularne występują jednocześnie | Rama przenośnika poziomego wibruje lub jest luźna | 1. Sprawdź stan roboczy łożyska przenośnika poziomego. 2. Regularnie uzupełniaj łożysko przenośnika poziomego odpowiednią ilością oleju smarowego. 3. Sprawdź każdy element urządzenia transportowego. | |
| Długie i szerokie zjawisko | Wrzeciono ściernicy jest wygięte lub wibruje | 1. Sprawdź okrągłość wrzeciona ściernicy. 2. Sprawdź wygięcie wrzeciona ściernicy. | |
| Zjawisko krótkich, gęstych i równomiernie rozmieszczonych | Luźne łożysko wrzeciona ściernicy | 1. Podczas montażu należy upewnić się, że łożysko jest mocno dokręcone. 2. W przypadku stwierdzenia uszkodzenia lub nieprawidłowego działania łożyska należy je natychmiast naprawić lub wymienić. 3. Zmniejszyć prędkość obrotową tarczy szlifierskiej. | |
| Nieregularne ślady o różnej szerokości i głębokości | Ściernica jest zbyt miękka | 1. Użyj ściernicy o twardszym wiązaniu. | |
| Szeroko rozpowszechnione plamy | Wygładzanie koła szlifierskiego | 1. Dokonaj precyzyjnej regulacji wyważenia tarczy szlifierskiej i ponownie ją skalibruj po przycięciu. 2. Regularnie usuwaj olej i wióry z powierzchni i spodu tarczy szlifierskiej. | |
Przyczyny i rozwiązania problemów z oparzeniami i nieprawidłowym drukowaniem poziomym
Przyczynę nieprawidłowości oceniamy na podstawie tekstury przedmiotu obrabianego

| Warunki nieprawidłowe | powód | Obejście problemu | |
| Burns, druk poziomy | Małe spiralne smugi | Słabe przycinanie | 1. Gdy obciągacz ściernicy jest uszkodzony, należy go natychmiast wymienić. 2. Podczas procesu szlifowania prędkość posuwu bocznego powinna być utrzymywana na niskim poziomie. 3. Podczas szlifowania obciągacz diamentowy powinien być utrzymywany pod kątem 15 stopni w dół i 30 stopni w poziomie. 4. Upewnij się, że zacisk jest mocno zaciśnięty. 5. Głębokość cięcia przy każdym szlifowaniu powinna być kontrolowana w niewielkim zakresie. 6. Nigdy nie pozwól, aby zacisk dotykał tarczy szlifierskiej. 7. Szlifowanie powinno rozpoczynać się od krawędzi tarczy szlifierskiej, a nie od środka, co pomaga zachować równomierność i stabilność tarczy szlifierskiej. 8. Podczas ostatniego szlifowania kierunek posuwu bocznego powinien być przeciwny do kierunku posuwu bocznego szlifowania. 9. Podczas szlifowania prędkość ruchu bocznego diamentu powinna być utrzymywana na stałym poziomie. 10. Krawędź tarczy szlifierskiej powinna być zaokrąglona (sfazowana). |
| Słaba obsługa | 1. Upewnij się, że powierzchnia robocza ściernicy jest równoległa do powierzchni przedmiotu obrabianego, aby zapobiec nienaturalnemu wcinaniu się krawędzi ściernicy w przedmiot obrabiany z powodu odchylenia kątowego. 2. Odpowiednio zmniejsz nacisk ściernicy na przedmiot obrabiany. 3. Zamontuj konstrukcję podtrzymującą lub stabilizującą przedmiot obrabiany. 4. Zmniejsz prędkość posuwu bocznego ściernicy. | ||
| Spiralny poziomy wzór podawania | Kontakt kołnierza ściernicy | 1. Krawędź tarczy szlifierskiej powinna być zaokrąglona (sfazowana). | |
| Wielkość ziarna ściernego tarczy szlifierskiej do szlifowania zgrubnego i tarczy szlifierskiej do szlifowania dokładnego jest zbyt różna | 1. Na etapie szlifowania zgrubnego zaleca się użycie ściernicy o drobniejszych ziarnach. 2. Na etapie szlifowania dokładnego można użyć grubszej ściernicy, a ilość podawanego materiału i prędkość posuwu bocznego można stopniowo zmniejszać, aż do zaniku iskrzenia podczas obróbki. | ||
| Zbyt szorstki | 1. Należy zmniejszyć głębokość cięcia i prędkość posuwu bocznego. | ||
| Nieprawidłowa metoda mielenia | 1. Rozpoczynając szlifowanie, należy zastosować szybszą prędkość posuwu bocznego, aby szybko usunąć głębokie ślady i linie obróbki pozostałe po poprzednim szlifowaniu zgrubnym. 2. Gdy szlifowanie jest prawie ukończone, należy zmniejszyć prędkość posuwu poziomego i wykonać szlifowanie dokładne poprzez szlifowanie ślizgowe. | ||
| Niedokładna linia środkowa | 1. Dokładnie ustaw tarczę szlifierską względem linii środkowej przedmiotu obrabianego. | ||
| Słabe przycinanie | 1. Ustaw rozdrabniacz pod kątem 5 stopni w dół. 2. Zaokrąglij (sfazuj) krawędź tarczy szlifierskiej. | ||
| Izolowane i głębokie blizny | Niewłaściwe przycinanie | 1. Do przycinania użyj ostrej tarczy szlifierskiej. 2. Po przycięciu dokładnie wyczyść powierzchnię tarczy szlifierskiej twardą szczotką. | |
| Grube ścierniwo lub obce zanieczyszczenia pozostawione na powierzchni tarczy szlifierskiej | 1. Dokładnie przytnij i napraw tarczę szlifierską. 2. Jeśli tarcza szlifierska jest uszkodzona lub zużyta w zbyt dużym stopniu, należy ją natychmiast wymienić. | ||
| Pogorszenie stanu organicznych tarcz szlifierskich | 1. Unikaj stosowania chłodziw w postaci roztworów chemicznych. Zaleca się stosowanie chłodziw rozpuszczalnych w wodzie, aby zmniejszyć ryzyko uszkodzenia ściernicy i powierzchni przedmiotu obrabianego. 2. Stężenie alkaliczne chłodziwa powinno być utrzymywane poniżej pH 9. 3. Podczas obróbki latem należy podjąć środki zapobiegające wzrostowi temperatury chłodziwa. | ||
| Silne, ścierne złuszczanie | 1. Wybierz ściernicę o wyższym stopniu wiązania. Zalecamy kontakt z naszym działem sprzedaży w celu uzyskania rekomendacji. | ||
| Luźny brzeg tarczy szlifierskiej | 1. Podczas montażu tarczy szlifierskiej należy umieścić podkładkę papierową między tarczą szlifierską a kołnierzem. 2. Podczas dokręcania śrub należy dokręcać je symetrycznie i równomiernie. | ||
| Nieregularne ślady oparzeń o różnej długości i szerokości | Płyn chłodzący nie jest czysty | 1. Regularnie czyść chłodziarkę. 2. Sprawdź działanie filtra. 3. Po przycięciu lub wymianie tarczy szlifierskiej dokładnie wypłucz wnętrze pokrywy ochronnej. | |
| brudny | 1. Utrzymuj czystość środowiska i powietrza w fabryce. 2. Zainstaluj urządzenia do odpylania. | ||
| Kształt rybiego ogona | Słaba obsługa | 1. Unikaj nadmiernego nacisku tarczy szlifierskiej na obrabiany przedmiot. 2. Tarcza szlifierska powinna pracować w sposób zapewniający delikatne i ostre cięcie. 3. Chłodziwo powinno być dostarczane do obszaru szlifowania w sposób ciągły, równomierny i w dużych ilościach. | |
※Wymień tarczę szlifierską
Jeśli chcesz wymienić tarczę szlifierską, zalecamy, abyś dostarczył nam do oceny materiał aktualnie obrabianego przedmiotu, abyśmy mogli polecić Ci najodpowiedniejszą opcję.
Jeśli nie wiesz jak dostarczyć model, możesz również wysłać nam tarczę szlifierską.
Wnioski
Nieprawidłowe zjawiska powierzchniowe, takie jak zarysowania i przypalenia szlifierskie, są najczęściej spowodowane czynnikami takimi jak niestabilność sprzętu mechanicznego, niewłaściwe mocowanie przedmiotu obrabianego, zły dobór ściernicy lub metod okrawania oraz niewłaściwe zarządzanie systemem chłodzenia. Jeśli te problemy nie zostaną wykryte i nie zostaną rozwiązane na czas, nie tylko obniżą jakość i dokładność obróbki, ale mogą również spowodować uszkodzenie sprzętu i niestabilną jakość produkcji. Dlatego należy opracować kompleksową strategię zapobiegania i poprawy, uwzględniającą wiele aspektów, takich jak konserwacja sprzętu, ustawienia warunków procesu, umiejętności operatorów oraz zarządzanie środowiskiem w miejscu pracy, aby skutecznie poprawić stabilność operacji szlifowania i niezawodność produktu.
Działania
- Jak wybrać ściernicę diamentową>>>Jak wybrać ściernicę diamentową i CBN?
- Prawidłowo zrozumieć sytuację nieprawidłowości szlifowania>>Jakie są przyczyny nieprawidłowości w szlifowaniu? Jak należy to rozwiązać?
- Jak wybrać narzędzie do ściernicy z łącznikiem skrawającym>>Jak przeprowadzić regulację ściernicy z różnymi rodzajami łączników?
- Czy obecna ściernica zużywa się normalnie?>>>Jaki jest obecny stan ściernicy ? -電鑄砂輪篇
- Jak regulować ściernicę >>metody regulacji i ostrzenia ściernicy
- Dwuetapowe ostrzenie ściernicy.>>Co to jest ostrzenie zgrubne i ostrzenie wykańczające?
- Jak wybrać narzędzie do obciągania ściernic>>Jak wybrać narzędzie do ostrzenia ściernic?
- Różne stany szlifowania ostrza>>dogłębne zrozumienie kształtu, zmian i mechanizmu samoostrzenia ostrza ściernicy
- Wykonywanie obróbki za pomocą>>ściernic diamentowych i borazonowych, materiałów polerskich, sprzętu polerskiego, narzędzi polerskich oraz narzędzi do regulacji diamentowych.
- Jak ostrzyć ściernice z różnymi spoiwami? >> Jak ostrzyć ściernice z różnymi spoiwami?
- Przegląd
W zakresie szlifowania oferujemy indywidualne dostosowanie. Możemy modyfikować proporcje zgodnie z Twoimi potrzebami, aby osiągnąć najwyższą wydajność.
Jeśli po przeczytaniu tekstu nadal nie wiesz, jak wybrać najbardziej odpowiedni produkt,
Zapraszamy do kontaktu, nasi specjaliści odpowiedzą na Twoje pytania.
Jeśli potrzebujesz wyceny, skontaktuj się z nami.
Godziny obsługi klienta: poniedziałek – piątek 09:00-18:00
Numer kontaktowy:07 223 1058
Jeśli masz jakieś pytania, zapraszamy do wysłania wiadomości prywatnej na Facebooku!
Nasza strona na FB:https://www.facebook.com/honwaygroup
Być może zainteresują cię inne artykuły…
[wpb-random-posts]