Spis treści:
Wstęp
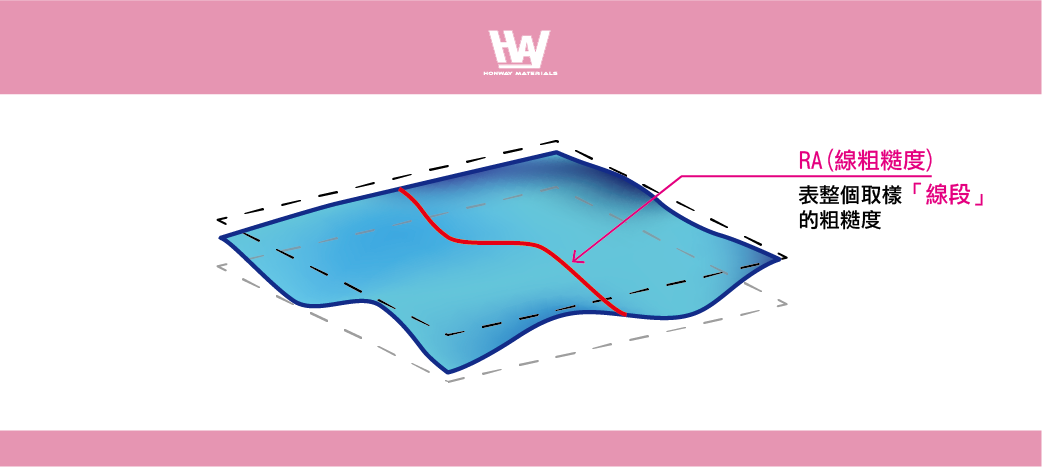
Jeśli RA jest takie
To SA jest takie
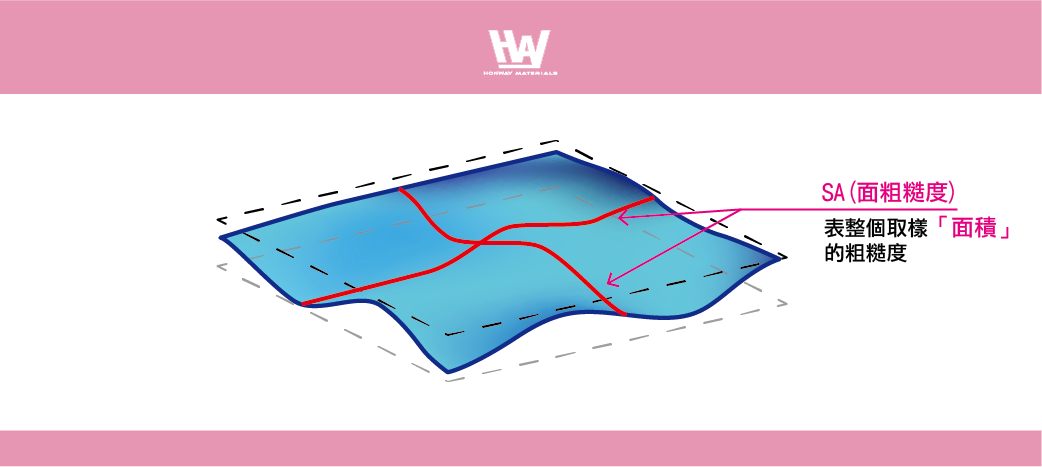
RA to wartość mierzona w przestrzeni jednowymiarowej, która opisuje powierzchnię (linię), podczas gdy SA to średnia chropowatość powierzchni mierzona w przestrzeni trójwymiarowej (powierzchnia).
Jeśli chcesz, aby wartość RA była dokładna, pomiar powinien być wykonany w wielu punktach.
Zwykle, zarówno w oznaczeniach, jak i w praktyce, częściej używa się RA niż SA.
Definicja
Dyskusja o chropowatości powierzchni często sprowadza się do dwóch parametrów: RA (średnia arytmetyczna chropowatość) i SA (złożona chropowatość profilu powierzchni). Różnice między nimi wynikają głównie z definicji i metod obliczeniowych:
- RA (Średnia Arytmetyczna Chropowatość)::這 To jeden z najczęściej stosowanych parametrów chropowatości powierzchni, reprezentujący średnie odchylenie profilu powierzchni. Dokładniej, RA to średnia arytmetyczna wartość bezwzględna odległości punktów profilu powierzchni od linii średniej na określonej długości pomiarowej. Jest to wskaźnik prosty i szeroko stosowany.
- SA (Złożona Chropowatość Profilu Powierzchni):SA jest zazwyczaj złożonym wskaźnikiem chropowatości powierzchni, który uwzględnia nie tylko samą chropowatość, ale również inne właściwości powierzchni, takie jak falistość, jednorodność itp. W praktycznych zastosowaniach SA jest czasami używane do oznaczania trójwymiarowej chropowatości powierzchni (np. SA w normie ISO 25178), która, w przeciwieństwie do RA, uwzględnia trójwymiarowe dane profilu powierzchni w obliczeniach.
Metody obliczeniowe:
RA: Oblicza się, uśredniając wartość bezwzględną odchylenia wszystkich punktów profilu od linii bazowej w zakresie pomiarowym. Wzór jest następujący:
![[Wzór na obliczanie RA]](https://honwaygroup.com/wp-content/uploads/2024/08/image.png)
gdzie y(x) to wysokość profilu, a L to długość pomiaru.
SA:Jest zazwyczaj obliczane na podstawie trójwymiarowych danych powierzchni, na przykład:
![[Wzór na obliczanie SA]](https://honwaygroup.com/wp-content/uploads/2024/08/image-1.png)
gdzie z(x,y) to wysokość powierzchni, a A to powierzchnia obszaru pomiarowego. SA uwzględnia wariancję wysokości powierzchni i inne złożone cechy.
Terminy pomiarowe
Szczegółowe wprowadzenie do terminologii i definicji RA znajdziesz tutaj >>> Terminy i definicje chropowatości powierzchni
Nazwa SA
Wprowadzenie do parametrów SA (najczęściej używane parametry to: Sa, Sz, Sq)
| Notacja | Definicja | Opis | Uwagi | ||
| Wysokość | Sa | Reprezentuje średnią wartość bezwzględną różnicy wysokości każdego punktu w stosunku do średniej powierzchni. | Parametr uzyskany przez uśrednienie Ra na powierzchni. | Jeden z najszerzej stosowanych parametrów, ponieważ jest wartością średnią różnicy wysokości średniej płaszczyzny. Parametr ten nie jest dotknięty zarysowaniami, zanieczyszczeniami i szumem pomiarowym, co zapewnia stabilne wyniki. | |
| Sz | Suma maksymalnej wysokości powierzchni i najniższego dołka. | Parametr uzyskany przez uśrednienie Rz na powierzchni. Sz=Sp+Sv | Jeden z najszerzej stosowanych parametrów, ponieważ jest najwyższym szczytem i doliną, więc będzie podatny na zarysowania, zanieczyszczenia i szum pomiarowy, co wpłynie na wartość. | ||
| Sp | Maksymalna wysokość piku w zakresie powierzchni | Parametr po uśrednieniu Rp na powierzchni | |||
| Sv | Minimalna głębokość doliny w zakresie powierzchni | Parametr po uśrednieniu Rv na powierzchni | |||
| Sq | Średnia kwadratowa wysokość | Ten parametr rozszerza parametr profilu (chropowatości liniowej) Rq na trójwymiarowy. Reprezentuje wartość średnią kwadratową Z(x,y) w zdefiniowanym obszarze. | Jeden z najszerzej stosowanych parametrów. Parametr ten nie jest dotknięty zarysowaniami, zanieczyszczeniami i szumem pomiarowym, co zapewnia stabilne wyniki. | ||
| Ssk | Skośność | Ten parametr rozszerza parametr profilu (chropowatości liniowej) Rsk na trójwymiarowy; parametr Rsk służy do oceny odchylenia rozkładu wysokości. Ssk=0: symetryczny względem linii środkowej Ssk>0: odchylony poniżej linii środkowej Ssk<0: odchylony powyżej linii środkowej | Parametr ten jest powiązany z rozkładem wysokości i nadaje się do oceny zużycia i powierzchni ślizgowych zbiornika oleju smarowego. | ||
| Sku | Kurtoza | Parametr ten rozszerza parametr profilu (chropowatości liniowej) Rku na trójwymiarowy; parametr Rku służy do oceny ostrości rozkładu wysokości. Sku=3: rozkład normalny Sku>3: rozkład wysokości spiczasty Sku<3: rozkład wysokości płaski | Parametr ten jest powiązany z geometrią wierzchołków i dolin i nadaje się do analizy stopnia kontaktu między dwoma obiektami. | ||
| puste pole | Sal | Minimalna długość autokorelacji | Najkrótsza odległość, w jakiej funkcja autokorelacji zanika do określonej wartości s (0≤s<1). O ile nie zaznaczono inaczej, parametr jest określony jako = 0,2. | Parametry te zastępują parametry wysokości i są używane do oceny poziomej wielkości i złożoności równoległych rowków i ziaren. | |
| Str | Współczynnik proporcji powierzchni | Stosunek najkrótszej do najdłuższej odległości, w jakiej funkcja autokorelacji zanika do określonej wartości s (0≤s<1). Reprezentuje siłę izotropowości/anizotropowości powierzchni. Wartość Str waha się od 0 do 1; zazwyczaj Str>0,5 oznacza silną izotropowość; Str<0,3 oznacza silną anizotropowość. | |||
| Hybrydowe | Sdq | Średni pierwiastek kwadratowy nachylenia | Parametr ten rozszerza parametr profilu (chropowatości liniowej) Rdq na trójwymiarowy. Reprezentuje on średnią amplitudę lokalnego nachylenia (nachylenia) powierzchni. Im większa wartość parametru Sdr, tym bardziej stroma jest powierzchnia. | ||
| Sdr | Współczynnik rozwinięcia powierzchni interfejsu | Definiuje się go jako proporcję, o jaką wzrasta rozwinięta (rzeczywista) powierzchnia w zdefiniowanym obszarze w porównaniu z nominalną powierzchnią. Zakłada się, że Sdr idealnie płaskiej powierzchni wynosi 0. Jeśli powierzchnia jest nachylona, Sdr wzrośnie. Na przykład, jeśli płaska powierzchnia zmieni się w płaszczyznę złożoną z zębów o nachyleniu 45°, Sdr zmieni się na 0,414. (Powierzchnia wzrosła o ponad 40%). | |||
| Funkcja | Sk | Wysokość rdzenia | Odległość pionowa między górną a dolną częścią rdzenia powierzchni. | Parametr ten jest odpowiedni do oceny tarcia i zużycia. Może być również stosowany do oceny właściwości smarnych powierzchni cylindra silnika. | |
| Spk | Zredukowana wysokość piku | Średnia wysokość piku powyżej rdzenia powierzchni. | |||
| Svk | Zredukowana głębokość doliny | Głębokość doliny poniżej rdzenia powierzchni. | |||
| Smr1 | Maksymalna wysokość piku | Współczynnik obciążenia powierzchni dla obszaru rdzenia i wystających pików (wyrażony w procentach) | |||
| Smr2 | Maksymalna wysokość piku | Różnica wysokości odpowiadająca współczynnikom obciążenia p i q. O ile nie określono inaczej, należy zastosować wartości P = 2,5% i q = 50%. | |||
| Sxp | Maksymalna wysokość piku | Różnica wysokości odpowiadająca współczynnikom obciążenia p i q. O ile nie określono inaczej, należy zastosować wartości P = 2,5% i q = 50%. | Parametr ten jest często stosowany do oceny zużycia i zdolności do utrzymywania oleju smarowego. | ||
| Vvv | Objętość pustych przestrzeni dolin | ||||
| Vvc | Objętość pustych przestrzeni rdzenia | ||||
| Vmp | Objętość podparcia piku | ||||
| Vmc | Objętość podparcia rdzenia | ||||
| Cechy | Spd | Gęstość wierzchołków piku | Liczba wierzchołków pików na powierzchni. Im większa wartość, tym więcej punktów kontaktu z innymi obiektami. Liczone są tylko piki przekraczające określony rozmiar. O ile nie zaznaczono inaczej, określony rozmiar jest ustalany jako 5% maksymalnej wysokości Sz. Parametr ten jest obliczany przez podzielenie liczby pików przez powierzchnię rzutu. | ||
| Spc | Średnia krzywizna arytmetyczna wierzchołków piku | Reprezentuje średnią wartość arytmetyczną głównej krzywizny (średniej ostrości) pików. Pod uwagę brane są tylko piki, które przekraczają określoną krzywiznę. Im mniejsza wartość, tym bardziej zaokrąglone są punkty kontaktu z innymi obiektami. Im większa wartość, tym bardziej spiczaste są punkty kontaktu z innymi obiektami. O ile nie określono inaczej, określony rozmiar jest ustalany jako 5% maksymalnej wysokości Sz. Parametr ten jest uzyskiwany ze średniej arytmetycznej krzywizny w zdefiniowanym obszarze. | Parametr ten jest odpowiedni do analizy kontaktu między dwoma obiektami. | ||
| S10z | Wysokość dziesięciu punktów | Suma średniej z pięciu najwyższych pików i średniej z pięciu najniższych dołków. | |||
| S5p | Wysokość pięciu pików | Średnia z pięciu najwyższych pików. | |||
| S5v | Głębokość doliny pięciu punktów | Średnia z pięciu najgłębszych dolin. | |||
| Sda | Średnia powierzchnia doliny | ||||
| Sha | Średnia powierzchnia piku | ||||
| Sdv | Średnia objętość doliny | ||||
| Shv | Średnia objętość piku |
Kiedy używać SA i RA
- RA: Jest szeroko stosowane do pomiaru chropowatości powierzchni płaskich, takich jak obrobione powierzchnie części mechanicznych. RA zapewnia prostą i skuteczną ocenę chropowatości powierzchni.
- SA: Jest bardziej powszechne w zastosowaniach, w których należy wziąć pod uwagę trójwymiarowe cechy powierzchni, takich jak precyzyjna produkcja, obróbka powierzchni optycznych, materiałoznawstwo itp. SA dostarcza bardziej kompleksowych informacji o chropowatości powierzchni.
Podsumowując, RA jest powszechnie używanym jednowymiarowym parametrem chropowatości, odpowiednim dla większości prostych pomiarów chropowatości, podczas gdy SA jest używane do bardziej złożonej analizy trójwymiarowych właściwości powierzchni i jest odpowiednie dla zastosowań, które wymagają szczegółowych danych o topografii powierzchni.
Wnioski
- Jeśli zachodzi potrzeba zarządzania całą powierzchnią obiektu, należy użyć SA.
- SA to parametr uzyskany z RA (rozszerzony na powierzchnię).
Działania
- Czy aktualnie mierzona chropowatość powierzchni spełnia Twoje oczekiwania?>>> (Zobacz: Tabela porównawcza polerowania, szlifowania i chropowatości powierzchni)
- Czy elementy obrabiane wymagają wzajemnego dopasowania?
- Jak rozwiązać problem? Rozwiązania>>> Ile z sześciu rodzajów polerowania form znasz?
- Wykonanie >>> Materiały do polerowania, sprzęt do polerowania, narzędzia do polerowania
- Przegląd
Jeśli po przeczytaniu tekstu nadal nie wiesz, jak wybrać najbardziej odpowiedni produkt,
skontaktuj się z nami, a nasi specjaliści odpowiedzą na Twoje pytania.
Jeśli potrzebujesz wyceny lub zamówienia, również zapraszamy do kontaktu.
Godziny obsługi klienta: od poniedziałku do piątku 09:00-18:00
Numer kontaktowy:07 223 1058
Jeśli masz jakieś pytania lub potrzebujesz więcej informacji, zapraszamy do kontaktu przez Facebooka.
Nasza strona na FB:https://www.facebook.com/honwaygroup
Być może zainteresują cię artykuły …
[wpb-random-posts]