Żywotność ściernicy jest ściśle związana z jej zużyciem. Jeśli nie występują „nieprawidłowości”, możemy uznać, że ściernica nie osiągnęła jeszcze swojego końca i może być nadal używana.
Ten artykuł koncentruje się na omówieniu różnych cech zużycia ściernicy, metod obliczania i rozwiązywania problemów. Jeśli potrzebujesz tych informacji, czytaj dalej.
W procesie szlifowania żywotność ściernicy jest niezwykle ważna dla wydajności i jakości obróbki. Na żywotność ściernicy wpływa wiele czynników, w tym stopień wiązania, prędkość obrabianego przedmiotu, prędkość obwodowa ściernicy i głębokość cięcia materiału ściernego.
Różne warunki szlifowania wpływają na szybkość zużycia ściernicy, dlatego ta sama ściernica może być użyteczna w metodzie A, ale może okazać się bezużyteczna po zmianie na metodę B.
Dlatego zrozumienie, jak obliczyć współczynnik szlifowania i ilość zużycia oraz wybór odpowiedniej ściernicy, ma ogromne znaczenie dla poprawy wydajności produkcji lub obniżenia kosztów.
Spis treści:
Stan ostrza ściernicy często wykazuje następujące cztery stany
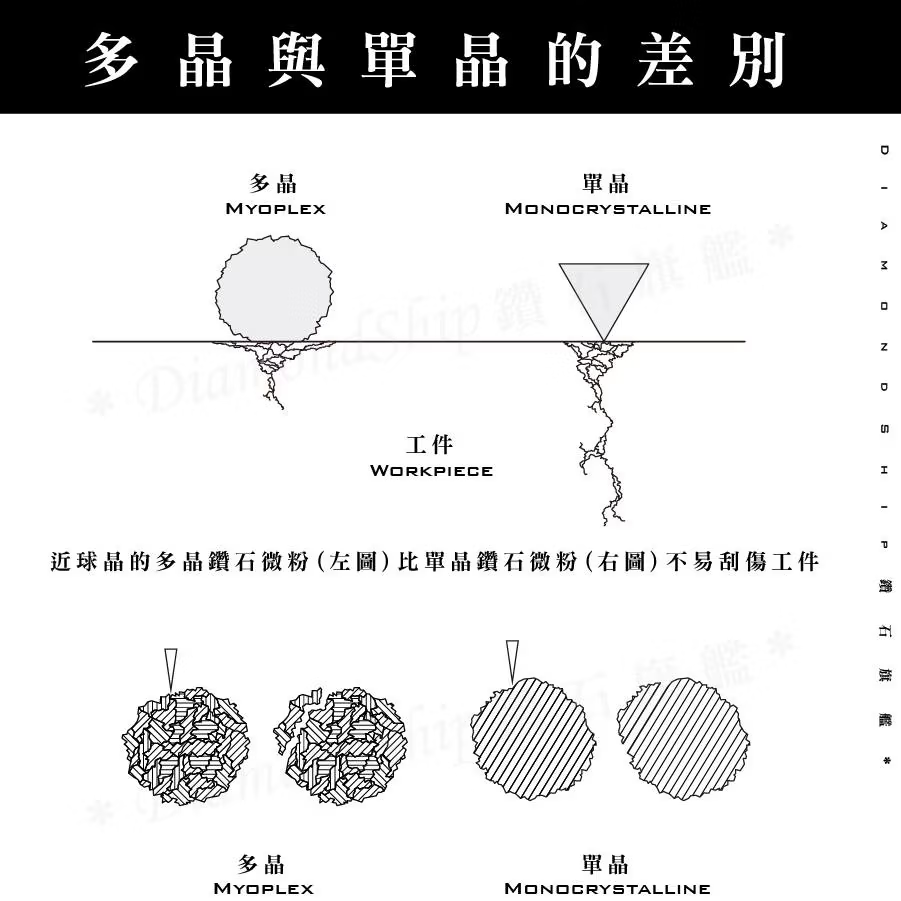
Ściernica – jej ostrze tnące – zmienia się w trakcie szlifowania i może przybierać różne formy. Możemy je podzielić na cztery główne typy:
1. Typ odpadania (odpryskiwania): Podczas tego typu szlifowania, gdy ostrze tnące ściernicy staje się stępione, opór szlifowania wzrasta, co prowadzi do masowego odpadania ziaren ściernych. W tym przypadku odległość między ziarnami ściernymi zwiększa się, a powierzchnia ściernicy staje się szorstka.
2. Typ normalny (samoostrzący): Podczas szlifowania, gdy ostrze tnące ściernicy staje się tępe, powoduje to wzrost oporu szlifowania. W tym momencie ziarna ścierne pękają, odsłaniając nowe, ostre krawędzie tnące, co przywraca ściernicy jej pierwotną zdolność cięcia i utrzymuje pożądany efekt szlifowania.
3. Typ zapychania: Podczas tego typu szlifowania, wióry przyklejają się do powierzchni ściernicy, co utrudnia dalsze szlifowanie. Kształt wiórów jest zazwyczaj postrzępiony lub stopiony, a te wióry mogą tworzyć wierzchołki, które dodatkowo wpływają na efekt cięcia.
4. Typ wygładzania: Podczas tego typu szlifowania, ziarna ścierne stają się tępe i tracą zdolność szlifowania, co powoduje, że powierzchnia ściernicy staje się gładka, a cała ściernica jest pokryta warstwą zużytego materiału. To negatywnie wpływa na efekt szlifowania.
(Czytaj więcej: Działanie ziaren ściernych w kole szlifierskim)
Różne stany zużycia ściernicy
Ponieważ stan ostrza tnącego jest inny, proces zużycia również będzie się różnił w czasie.
Odpadanie
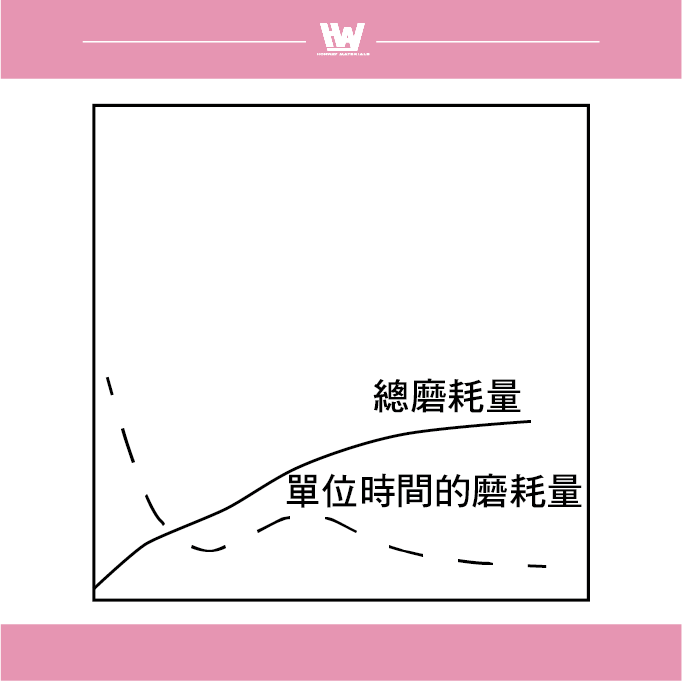
Charakterystyka: Ilość zużycia jest początkowo bardzo duża, następnie maleje, potem znowu wzrasta, a ostatecznie osiąga stabilną, dużą ilość zużycia.
Przyczyna:
- Początkowa duża ilość zużycia jest spowodowana efektem ponownej regeneracji ściernicy, co powoduje szybkie odpadanie niestabilnego materiału ściernego.
- Efekt regeneracji stopniowo zanika wraz z postępem szlifowania, a ilość zużycia zmniejsza się.
- Następnie, z powodu stabilnego szlifowania, ilość zużycia utrzymuje się na wysokim poziomie.
Zalecenia dotyczące przedłużenia żywotności: Zmniejsz początkowe zużycie, zmniejsz głębokość i prędkość regeneracji, unikaj nadmiernego niszczenia struktury powierzchni ściernicy.
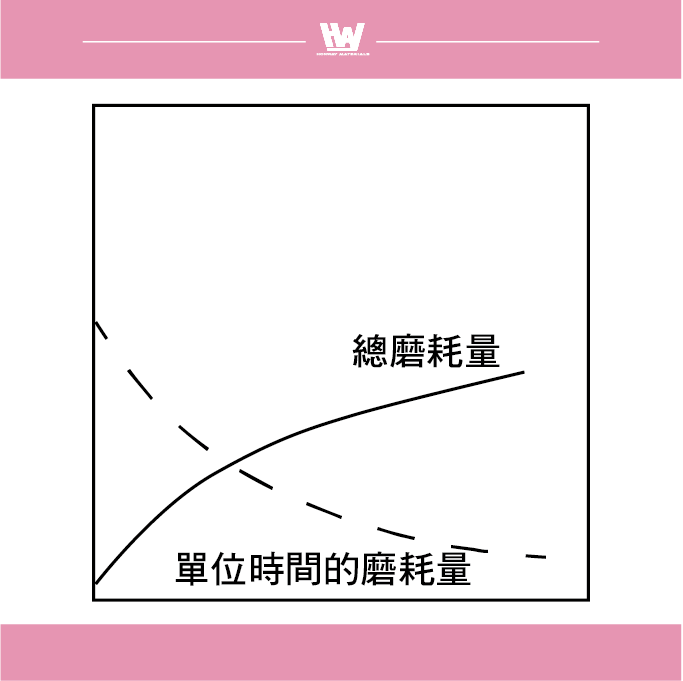
Samoczynne ostrzenie (najlepszy stan)
Charakterystyka: Początkowa ilość zużycia jest duża, ale szybko maleje i utrzymuje się na stabilnym, niskim poziomie.
Przyczyna:
- Początkowe zużycie spowodowane regeneracją jest stosunkowo duże, ale z czasem ilość zużycia zmniejsza się.
- Po umiarkowanym zużyciu ściernica generuje samoostrzenie, co poprawia wydajność szlifowania i stabilizuje ilość zużycia.
Zalecenia dotyczące przedłużenia żywotności:
- Odpowiednie zwiększenie prędkości obróbki i nacisku szlifowania pozwala na rozwinięcie efektu samoostrzenia, unikając stępienia powierzchni ściernicy.
- Wybór odpowiedniego spoiwa i materiału ściernego zapewnia, że ściernica ma odpowiednie właściwości samoostrzenia.
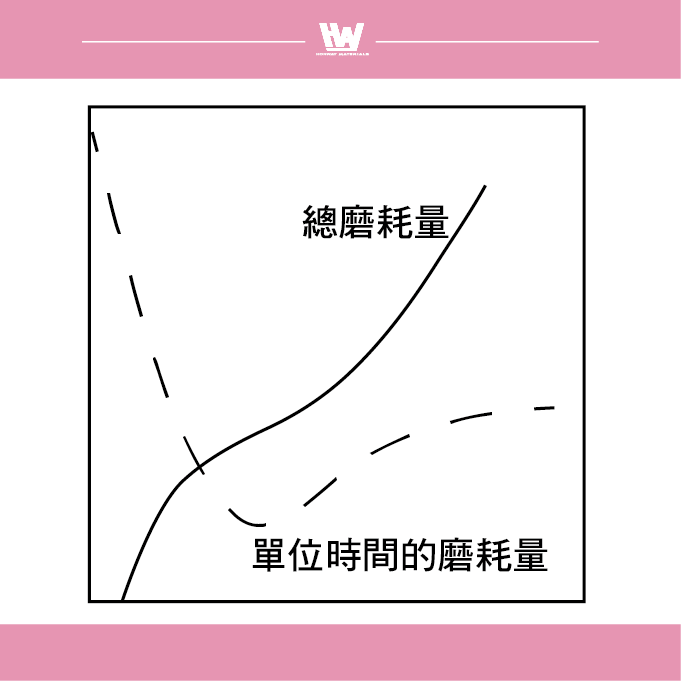
Zapychanie
Charakterystyka: Początkowa duża ilość zużycia nie zmniejsza się szybko, ale w trakcie procesu, z powodu zmniejszania się zużycia, a następnie odpadania ścierniwa, powoduje to wzrost zużycia, wykazując tendencję do zmian krzywoliniowych.
Przyczyna:
- Powierzchnia ściernicy jest zatkana wiórami, co prowadzi do zmniejszenia zużycia, ale zwiększa opór szlifowania.
- Gdy opór jest zbyt duży, ścierniwo wraz z otaczającymi go wiórami odpada, a ilość zużycia ponownie wzrasta, tworząc powtarzającą się, falującą krzywą zużycia.
Zalecenia dotyczące przedłużenia żywotności:
- Wybierz odpowiedni płyn chłodzący: Wzmocnij zdolność do usuwania wiórów i zmniejsz zapychanie.
- Zwiększ stopień wiązania i twardość ścierniwa: Zmniejsz prawdopodobieństwo osadzania się wiórów na powierzchni ściernicy.
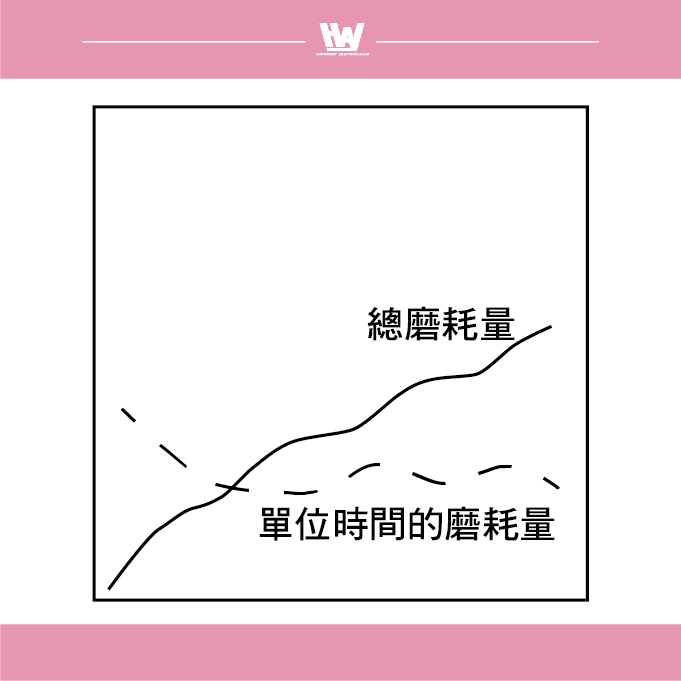
Wygładzanie
Charakterystyka: Typowe dla ściernic o zbyt dużym stopniu wiązania, minimalne zużycie, krzywa zużycia wykazuje powtarzające się wahania.
Przyczyna:
- Stępienie się ścierniwa na powierzchni powoduje zmniejszenie zużycia.
- Podobnie jak w przypadku zapychania, gdy opór jest niemożliwy do pokonania, ścierniwo na powierzchni odpada, zużycie nieznacznie wzrasta, ale ogólne zużycie jest niewielkie.
Zalecenia dotyczące przedłużenia żywotności: Wybierz ściernicę o niższym stopniu wiązania, aby przyspieszyć odpadanie ścierniwa i przywrócić zdolność samoostrzenia.
Ogólne zalecenia
- Wybierz ściernicę z odpowiednimi warunkami: W zależności od materiału i warunków obróbki, wybierz odpowiednie spoiwo ściernicy, rodzaj materiału ściernego i strukturę.
- Używaj chłodziwa: Skutecznie zmniejsza gromadzenie się ciepła podczas procesu obróbki, zmniejszając nadmierne zużycie ściernicy i przedmiotu obrabianego.
- Konserwuj obrabiarkę: Zapewnij stabilność obrabiarki i unikaj dodatkowego zużycia ściernicy spowodowanego wibracjami lub niestabilnością.
- Regularnie sprawdzaj i konserwuj: Regularnie sprawdzaj stan powierzchni ściernicy i w razie potrzeby dokonuj regeneracji lub wymiany.
Współczynnik zużycia i współczynnik szlifowania
Współczynnik zużycia
Definicja: reprezentuje szybkość zużycia ściernicy
Wzór: Ss to wartość uzyskana przez podzielenie objętości obrobionego przedmiotu (ilość szlifowania) Tmm³ przez ilość zużycia ściernicy Smm³.
Wyniki obliczeń:
- Wartość większa: Oznacza, że ściernica zużywa się bardziej, a relatywnie mniej materiału jest usuwane z przedmiotu obrabianego, co skutkuje niską wydajnością ściernicy.
- Wartość mniejsza: Oznacza, że ściernica zużywa się mniej, a efektywność usuwania materiału jest wysoka, co wskazuje na dobre właściwości ściernicy.
Współczynnik szlifowania
Definicja: reprezentuje poziom wydajności obróbki ściernicą
Wzór: odwrotność współczynnika zużycia G jest nazywana współczynnikiem szlifowania
Wyniki obliczeń:
- Wartość wyższa: oznacza, że ściernica zużywa się mniej, ale usuwa więcej materiału z przedmiotu obrabianego, co skutkuje wysoką wydajnością szlifowania i długą żywotnością ściernicy.
- Wartość niższa: oznacza, że ściernica zużywa się bardziej, a usuwa mniej materiału z przedmiotu obrabianego, co skutkuje niską wydajnością szlifowania.
Związek między ilością zużycia a współczynnikiem szlifowania
Te dwie wartości są odwrotnie proporcjonalne:
- Gdy zużycie ściernicy jest małe (współczynnik zużycia jest niski), współczynnik szlifowania jest wysoki, co oznacza, że wydajność ściernicy jest dobra.
- Gdy zużycie ściernicy jest duże (współczynnik zużycia jest wysoki), współczynnik szlifowania jest niski, co oznacza, że wydajność ściernicy jest słaba.
W przypadku pewnego materiału przedmiotu obrabianego, wybór różnych ściernic i warunków obróbki wpłynie na ilość zużycia ściernicy, ilość szlifowania i zmiany w stosunku zużycia.
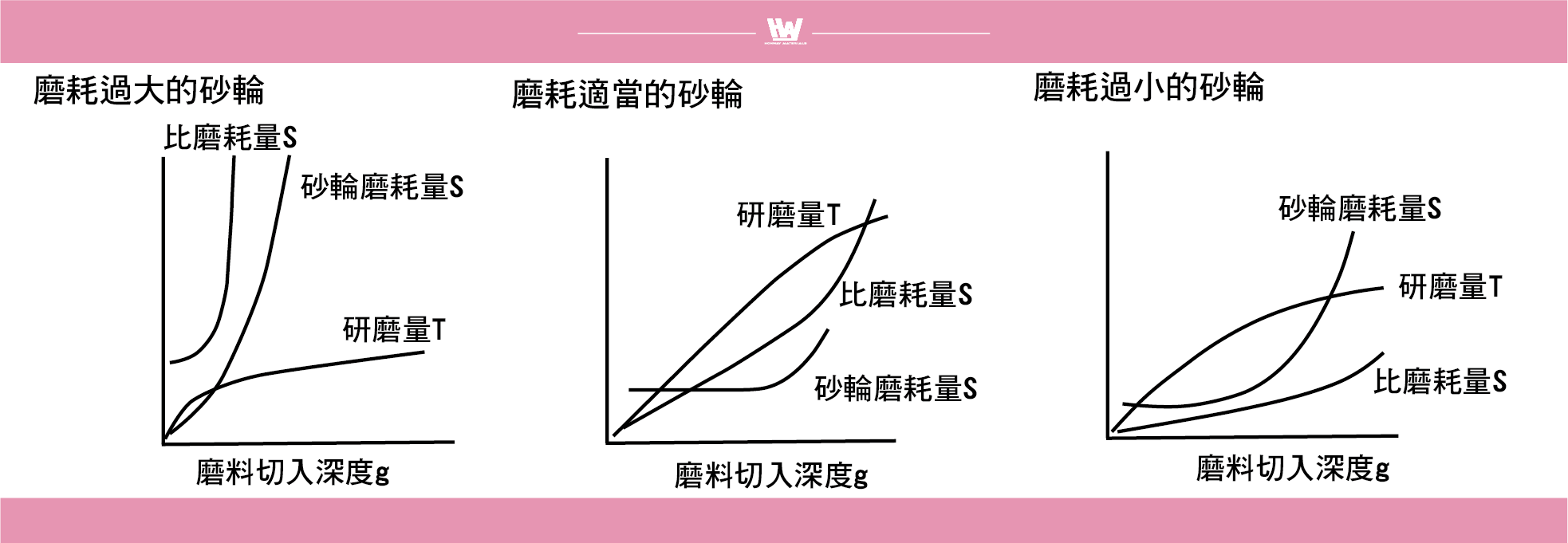
Ilość zużycia ściernicy jest zwykle wprost proporcjonalna do głębokości cięcia ostrza. Gdy głębokość cięcia jest mała, ilość zużycia i ilość szlifowania są liniowo proporcjonalne; jednak gdy ilość zużycia jest zbyt duża, a głębokość cięcia jest nieznacznie zwiększona, zużycie gwałtownie wzrasta.
Ściernica o umiarkowanym zużyciu może utrzymać działanie samoostrzenia, dzięki czemu ilość szlifowania stale liniowo wzrasta, aż głębokość cięcia jest bardzo duża. Z kolei ściernica o zbyt małym zużyciu, wraz ze wzrostem głębokości cięcia, może powodować zjawisko zapychania, co prowadzi do zatrzymania ilości szlifowania.
Liniowa część stosunku zużycia reprezentuje optymalny zakres zastosowania ściernicy, a im szerszy zakres, tym bardziej stabilna jest wydajność ściernicy.
Jak wybrać ściernicę w tych samych warunkach?
Przy tych samych warunkach i ostatecznych warunkach jakości, po obliczeniach
Jeśli potrzebujesz czasu i chcesz szybkiej i wydajnej wydajności przetwarzania, wybierz istniejącą ściernicę o stosunkowo wysokim szlifowaniu.
Jeśli dzisiaj masz zapotrzebowanie na oszczędność kosztów, wybierz istniejącą ściernicę o wysokim współczynniku zużycia.
Uwaga: W procesie oceny zaleca się również uwzględnienie czasu i siły roboczej w obliczeniach, aby uzyskać najbardziej efektywne rozwiązanie!
Jak określić czas regeneracji ściernicy?
Odstęp czasu między korekcjami ściernicy odnosi się do odstępu czasu, w którym ściernica wymaga korekcji podczas użytkowania, lub częstotliwości korekcji, wyrażonej za pomocą ilości szlifowania, jaką ściernica wykonała.
Idealnie byłoby, gdyby ściernica mogła utrzymać swoją zdolność cięcia poprzez samoostrzenie. Jednak w rzeczywistej obróbce ściernica może być bezużyteczna z powodu problemów, takich jak deformacja kształtu, wibracje i hałas.
Standard żywotności ściernicy
- Zużycie przez ścieranie: Ściernica kończy swój żywot po zmniejszeniu średnicy do określonego poziomu lub osiągnięciu określonej ilości zużycia.
- Zużycie przez wygładzanie: Gdy współczynnik powierzchni ostrza tnącego (stosunek powierzchni zużytej ostrza tnącego do całkowitej powierzchni) osiągnie 8 ~ 10%, siła cięcia gwałtownie wzrasta, a opór szlifowania prowadzi do przypalenia szlifowania, a żywotność kończy się. Lub podczas szlifowania materiałów o dużej udarności, gdy ściernica traci zdolność cięcia z powodu wygładzenia, kontynuowanie szlifowania spowoduje pogorszenie jakości powierzchni obrabianej, na przykład zwiększone wibracje lub obniżoną jakość powierzchni. W tym momencie ten etap można uznać za punkt końcowy żywotności ściernicy.
Podsumowując, w definicji przemysłowej, żywotność ściernicy kończy się, gdy ściernica nie może już szlifować.
Innym kryterium oceny jest to, że żywotność ściernicy odnosi się do czasu, w którym można jej używać, dopóki na powierzchni obrabianej nie wystąpią „pewne nieprawidłowości”.
Nieprawidłowości, takie jak: przypalenie powierzchni, pogorszenie dokładności obróbki: siła szlifowania, moc szlifowania, hałas szlifowania, wibracje szlifierki, gdy występują nieprawidłowości, można je uznać za punkt końcowy.
Wpływ warunków szlifowania na żywotność ściernicy
1. Standard współczynnika powierzchni ostrza tnącego: gdy osiągnięta zostanie odległość szlifowania kumulowana przez materiał ścierny, który osiągnął współczynnik powierzchni ostrza tnącego 8%, im niższy stopień wiązania lub większa prędkość obwodowa przedmiotu obrabianego, tym większa głębokość cięcia materiału ściernego, tym łatwiej materiał ścierny odpada lub pęka, tym mniejsza powierzchnia zużycia, tym samym żywotność jest dłuższa.
2. Standard określonej ilości zużycia: Aż do momentu, gdy na przedmiocie obrabianym pojawią się drgania, zmniejszenie średnicy ściernicy jest w przybliżeniu określone ilością zużycia. Czas szlifowania do momentu osiągnięcia tego zużycia jest uważany za żywotność, która zależy od różnych warunków szlifowania. Im większe obciążenie materiału ściernego reprezentowane przez głębokość cięcia materiału ściernego, tym krótsza żywotność.
Uwagi dotyczące żywotności w praktycznych zastosowaniach
- Ocena przemysłowa: Definicja żywotności jako czasu, w którym ściernica nie może już ciąć lub ilości szlifowania, jest wygodniejsza.
- Analiza inżynierska: Koncentruje się na analizie stanu utrzymania zdolności szlifowania każdego ostrza tnącego w określonym czasie lub odległości.
Wnioski
Długość żywotności ściernicy zależy od warunków szlifowania i kryteriów oceny żywotności. Jeśli jako kryterium przyjmuje się współczynnik powierzchni ostrza tnącego, niski stopień wiązania i odpowiednia prędkość obwodowa przedmiotu obrabianego pomagają przedłużyć żywotność; jeśli jako kryterium przyjmuje się określoną ilość zużycia, prędkość obwodowa przedmiotu obrabianego, ilość cięcia i nadmierne obciążenie materiału ściernego skrócą żywotność. Rozsądny wybór parametrów ściernicy i regulacja warunków szlifowania mogą skutecznie poprawić wydajność obróbki i przedłużyć żywotność ściernicy.
Działania
- Jak wybrać ściernicę diamentową>>>Jak wybrać ściernicę diamentową i CBN?
- Podstawowa wiedza o materiałach ściernych, którą musisz znać >>>wprowadzenie do materiałów ściernych
- Kluczowa rola w wydajności ściernicy>>wprowadzenie do spoiw
- Czy aktualnie zmierzona chropowatość powierzchni osiągnęła oczekiwany cel>>>Tabela porównawcza szlifowania i polerowania z chropowatością powierzchni
- Różne oblicza ziarna ściernego>>działanie ścierne ziarna ściernego
- Czy obecna ściernica zużywa się normalnie?>>>Jaki jest obecny stan ściernicy ? -電鑄砂輪篇
- Jak regulować ściernicę >>metody regulacji i ostrzenia ściernicy
- Różne stany szlifowania ostrza>>dogłębne zrozumienie kształtu, zmian i mechanizmu samoostrzenia ostrza ściernicy
- Wykonanie >>>ściernice diamentowe i z boru azotku , materiały ścierne do polerowania, urządzenia do polerowania i narzędzia do polerowania.
- Przegląd
W zakresie szlifowania oferujemy indywidualne dostosowanie. Możemy modyfikować proporcje zgodnie z Twoimi potrzebami, aby osiągnąć najwyższą wydajność.
Jeśli po przeczytaniu tekstu nadal nie wiesz, jak wybrać najbardziej odpowiedni produkt,
Zapraszamy do kontaktu, nasi specjaliści odpowiedzą na Twoje pytania.
Jeśli potrzebujesz wyceny, skontaktuj się z nami.
Godziny obsługi klienta: poniedziałek – piątek 09:00-18:00
Numer kontaktowy:07 223 1058
Jeśli masz jakieś pytania, zapraszamy do wysłania wiadomości prywatnej na Facebooku!
Nasza strona na FB:https://www.facebook.com/honwaygroup