W dzisiejszych czasach, gdy wymagania dotyczące precyzyjnej produkcji i obróbki powierzchni są coraz bardziej rygorystyczne, procesy szlifowania i polerowania muszą nie tylko zapewniać dokładność wymiarową, ale także uwzględniać jakość powierzchni i właściwości optyczne.
Jednak podczas obróbki szlifowania zewnętrznego często spotyka się trudną do zignorowania wadę powierzchniową – długie fale (Long Wave Marks).
Te cykliczne ślady faliste nie są tak wyraźne jak chropowatość, ale mają wyraźny wpływ na odbicie światła, spójność wyglądu, a nawet niezawodność działania.
Aby poprawić stabilność obróbki i zdolność kontroli jakości, dogłębne zrozumienie mechanizmu powstawania długich fal, ich cech charakterystycznych oraz odpowiednich środków zaradczych stało się nieodzownym elementem procesu szlifowania.
W niniejszym artykule omówiono w sposób systematyczny przyczyny powstawania długich fal oraz sposoby ich zapobiegania, aby pomóc czytelnikom poprawić jakość obróbki powierzchniowej i wydajność produkcji.
Spis treści:
Co to są długie fale pojawiające się podczas szlifowania?
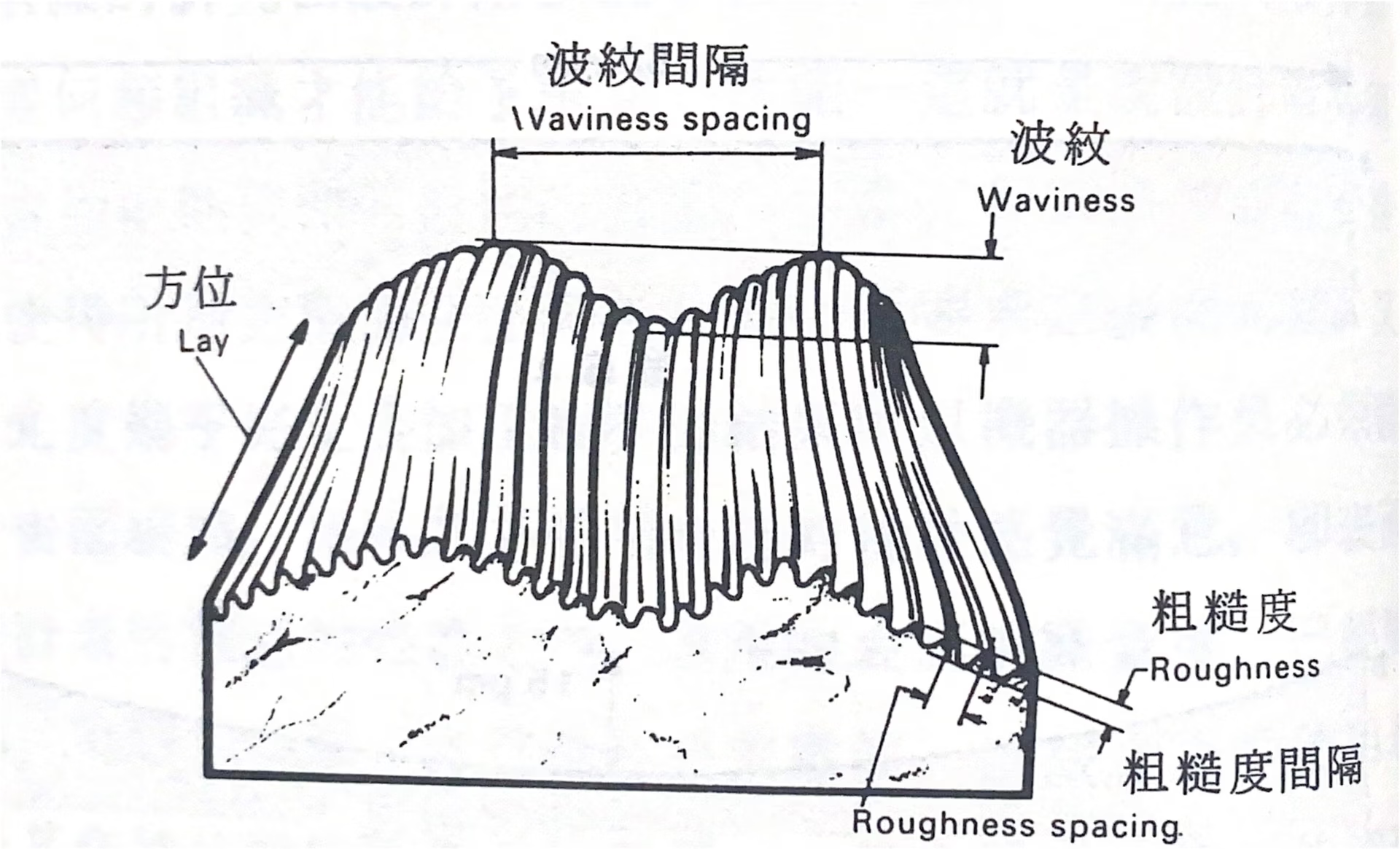
Długie fale (Long Wave Marks) to rodzaj błędów geometrycznych średniej wielkości, które powstają na powierzchni obrabianego przedmiotu podczas procesu szlifowania lub polerowania. Fale te mają postać powolnych, cyklicznych lub nieregularnych pasmowych śladów, które plasują się pomiędzy mikroskopijną chropowatością (niewidoczną gołym okiem drobną nierównością) a makroskopową deformacją (np. cała powierzchnia jest zakrzywiona, a nie płaska). Przykład długich fal: nawierzchnia autostrady, na której niektóre odcinki ulegają powolnym i wyraźnym falowaniom z powodu długotrwałego ucisku pojazdów lub nierównomiernych prac budowlanych. Podczas przejazdu samochodem można odczuć lekkie kołysanie nadwozia, ale nie wpływa to na kierunek jazdy. Długie fale na powierzchni obrabianego przedmiotu dają podobne wrażenie „średniej wielkości” nierówności.
Główne cechy charakterystyczne długich fal szlifowania
- Długość fali mieści się pomiędzy chropowatością a całkowitym błędem kształtu, zazwyczaj jest większa niż 10 mm i należy do niskich częstotliwości o długim okresie.
- Widoczne gołym okiem w świetle naturalnym lub padającym pod kątem, ale zmiany na powierzchni są niewielkie i trudno je wyczuć dotykiem.
- Wyraźnie wpływa na odbicie światła i jakość optyczną powierzchni, co może powodować rozmycie obrazu, nierównomierne odbicie lub defekty wyglądu.
- W większości przypadków jest to związane z torem ruchu urządzenia, nierównomiernym naciskiem szlifowania, nieprawidłowym mocowaniem obrabianego przedmiotu lub odkształceniem tarczy szlifierskiej.
Przyczyny powstawania długich fal i sposoby ich eliminacji
Przyczyna 1: Nowa tarcza ścierna straciła równowagę.
Jeśli nowa tarcza szlifierska nie zostanie odpowiednio wyrównana i wyważona, może to spowodować jej mimośrodowe obracanie się lub niestabilne drgania podczas pracy, co z kolei prowadzi do powstania na powierzchni obrabianego przedmiotu niskich częstotliwości, cyklicznych śladów o falistym kształcie, tzw. długich fal.
Prawidłowe postępowanie:
- Wstępna kontrola: Jeśli podejrzewa się, że długie falowanie jest związane z niewyważeniem ściernicy, można najpierw zdjąć ściernicę wraz z tuleją z szlifierki i umieścić je na stojaku wyważającym w celu przeprowadzenia testu wyważenia statycznego. ※Jeśli na stojaku wyważającym występuje wyważenie, problem prawdopodobnie nie dotyczy tulei ani samego wrzeciona.
- Wskazówki dotyczące pierwszego montażu i regulacji: W przypadku nowych ściernic przed ich oficjalnym wyważeniem nie należy bezpośrednio przystępować do precyzyjnego szlifowania, należy wykonać następujące czynności:
- Najpierw zamontuj ściernicę na wrzecionie szlifierki.
- Przeprowadzenie „ogólnego przycinania”Korekcja początkowego kształtu tarczy szlifierskiej i jej dynamicznej ekscentryczności.
- Przeprowadzić ponownie wyważanie dynamiczne.(Regulacja za pomocą pierścienia wyważającego).
- Ostateczne precyzyjne wykończenie Aby osiągnąć stan rzeczywistej użyteczności.
- Uwagi dotyczące wyważenia obciążnika: W fazie zgrubnego wyrównywania należy wyrównać ciężar.
- Całkowicie zdjąć lub umieścić na przeciwległych końcach,aby uniknąć zakłóceń w precyzji cięcia.
Przyczyna druga: niewłaściwy nacisk na czubek głowy
Podczas obróbki na szlifierce do obręczy zewnętrznych lub innych urządzeniach, w których obrabiany element jest podparty na dwóch otworach centralnych (środkowych), nieprawidłowe ustawienie nacisku końcówki tylnej może spowodować niewielkie drgania lub odkształcenia obrabianego elementu podczas obróbki, co z kolei może prowadzić do powstania na szlifowanej powierzchni niskich częstotliwości, cyklicznych falistych śladów, tzw. długich fal.
Niewłaściwy wpływ presji na szczycie:
- Nadmierne ciśnienie: może powodować odkształcenia osiowe obrabianego przedmiotu zwłaszcza w przypadku przedmiotów długich i wąskich, co podczas obróbki prowadzi do powstania asymetrycznych fal lub fal średniej częstotliwości wzdłuż osi.
- Zbyt mały nacisk: podczas obracania się przedmiotu obrabianegopowstają niewielkie poślizgi lub drgania, co powoduje niestabilność powierzchni styku ściernicy i pojawienie się regularnych falistych śladów obróbki.
- Nierównomierny nacisk lub mimośrodowość: Niestabilne podparcie obrabianego przedmiotu może powodować dryfowanie toru, drgania podczas obróbki i powstawanie nieregularnych długich fal.
Przyczyna trzecia: zatrzymanie tarczy szlifierskiej bez uprzedniego wyłączenia płynu szlifierskiego.

Podczas procesu szlifowania, jeśli zatrzyma się obracanie ściernicy przed całkowitym zatrzymaniem płynu szlifierskiego, może to spowodować nadmierne wchłonięcie płynu przez ściernicę, co prowadzi do lokalnej nierównowagi ściernicy. W rezultacie podczas następnego uruchomienia może dojść do wibracji lub obrotu mimośrodowego, powodując powstanie długich fal na powierzchni obrabianego przedmiotu.
Typowe błędy w obsłudze
- Wyłączenie urządzenia bez wyłączenia płynu szlifierskiego: Płyn szlifierski pozostaje na powierzchni ściernicy i w porach, tworząc nierównomierną wilgotną strefę.
- Ściernica zatrzymuje się przed całkowitym wyschnięciem: nierównomierny rozkład cieczy powoduje nierównomierny rozkład jakości ściernicy.
- Ponowne uruchomienie bez ponownego wyważenia: nasilenie drgań początkowych powoduje cykliczne zmiany styku, co prowadzi do powstania długich fal.
Prawidłowa procedura obsługi
Prawidłowa procedura przed zatrzymaniem:
- Przed wyłączeniem urządzenia należy najpierw wyłączyć dopływ płynu szlifierskiego.
- Pozwól tarczy szlifierskiej obracać się bez obciążenia przez kilkadziesiąt sekund do kilku minut, aby siła odśrodkowa wyrzuciła pozostałą ciecz.
- Ponownie zatrzymaj szlifierkę.
Jeśli wystąpił błąd operacyjny, zalecamy wykonanie następujących czynności:
- Ponownie przeprowadź test wyważenia tarczy szlifierskiej (za pomocą stojaka wyważającego lub sprawdzając obroty wrzeciona).
- W razie potrzeby ponownie oszlifować tarczę szlifierską i ponownie wykonać wyważenie.
Przyczyna czwarta: tarcza szlifierska jest nasączona olejem z jednej strony.
Podczas przechowywania lub użytkowania ściernicy, jeśli jedna z jej stron przez dłuższy czas pozostaje w kontakcie z olejem (np. olejem smarowym, płynem polerskim), może dojść do wchłonięcia oleju przez tę stronę ściernicy, zmiany wilgotności i nierównomiernej gęstości, co spowoduje nierównowagę jakościową ściernicy. Podczas obracania się ściernicy może to wywołać ruch mimośrodowy lub niestabilny kontakt, co ostatecznie doprowadzi do powstania długich fal na powierzchni obrabianego przedmiotu.
Jak zapobiegać i radzić sobie z sytuacją, w której tarcza szlifierska jest pokryta olejem z jednej strony?
- Unikaj zamoczenia lub zawilgocenia tarczy szlifierskiej:
- Podczas przechowywania ściernicy,Przechowywać w suchym miejscu, w pozycji poziomej, nie wystawiać na długotrwały kontakt z płynami.
- Nie wolno umieszczać ściernicy naKrawędź miski olejowej, wilgotna ściereczka lub obszar powrotu płynu chłodzącego.
- Wymiana tarczy ściernej:
- Jeśli tarcza szlifierska wykazuje oznaki wchłaniania oleju lub zmiany koloru po jednej stronie, nawet jeśli nie była jeszcze używana,Nie zaleca się również stosowania tego produktu do precyzyjnych operacji szlifowania wymagających dużej chropowatości powierzchni.
- Zalecenie bezpośrednia wymiana na nową tarczę w celu uniknięcia późniejszych problemów z jakością.
- Sprawdź i wyważ przed użyciem.:
- Przed każdym montażem tarczy ściernej,Sprawdź, czy jest suchy, nie ma śladów oleju i czy ma jednolity wygląd.
- Po instalacji należy przeprowadzićObróbka wyrównawcza i wyważanie dynamiczne
Powód piąty: ustawienie ściernicy na wilgotnej powierzchni.
Gdy ściernica pozostaje przez dłuższy czas w pozycji pionowej na wilgotnej powierzchni (np. betonowej), jej spód lub bok może wchłonąć wilgoć z podłoża, powodując zmianę lokalnej masy i gęstości ściernicy. Podczas obracania się ściernicy dochodzi do powstania niewyważenia (unbalance), co powoduje drgania lub mimośrodowość ściernicy, a w konsekwencji pojawienie się na obrabianej powierzchni niskich częstotliwości, cyklicznych śladów falistych, czyli długich fal.
Jak przechowywać ściernice
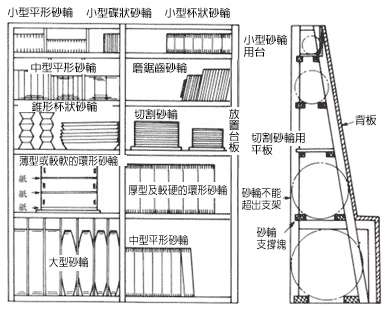
Ściernice należy przechowywaćw miejscu o stałej temperaturze, suchym i o stabilnej wilgotności,unikając wpływu gwałtownych zmian warunków środowiskowych na ich właściwości. Zaleca się ustawieniespecjalnej ramy lub stojaka do przechowywania, aby ułatwić klasyfikację i bezpieczne przechowywanie.
- Należy układać w pozycji pionowej (stojącej), aby uniknąć deformacji.
- W przypadku cienkich ściernic, takich jak ściernice do cięcia, zaleca się ułożenie wielu sztuk jedna na drugiej i położenie ich poziomo na płaskiej powierzchni, aby zachować stabilność kształtu.
- Należy unikać układania krążków ściernych jeden na drugim, aby zapobiec powstawaniu pęknięć, uszkodzeń lub pogorszeniu ich wyważenia i jakości obróbki.
※Uwaga: ściernice z żywicy, ściernice gumowe oraz ściernice z tlenku magnezu itp. mają właściwości higroskopijne. Wchłonięcie wilgoci lub pary wodnej może spowodować spadek wytrzymałości materiału, co wpłynie na bezpieczeństwo i efektywność obróbki. Dlatego też podczas przechowywania tego typu ściernic należy wzmocnić środki zapobiegające zawilgoceniu, aby zapewnić stabilną jakość i bezpieczeństwo użytkowania.
Sprawdź ściernicę
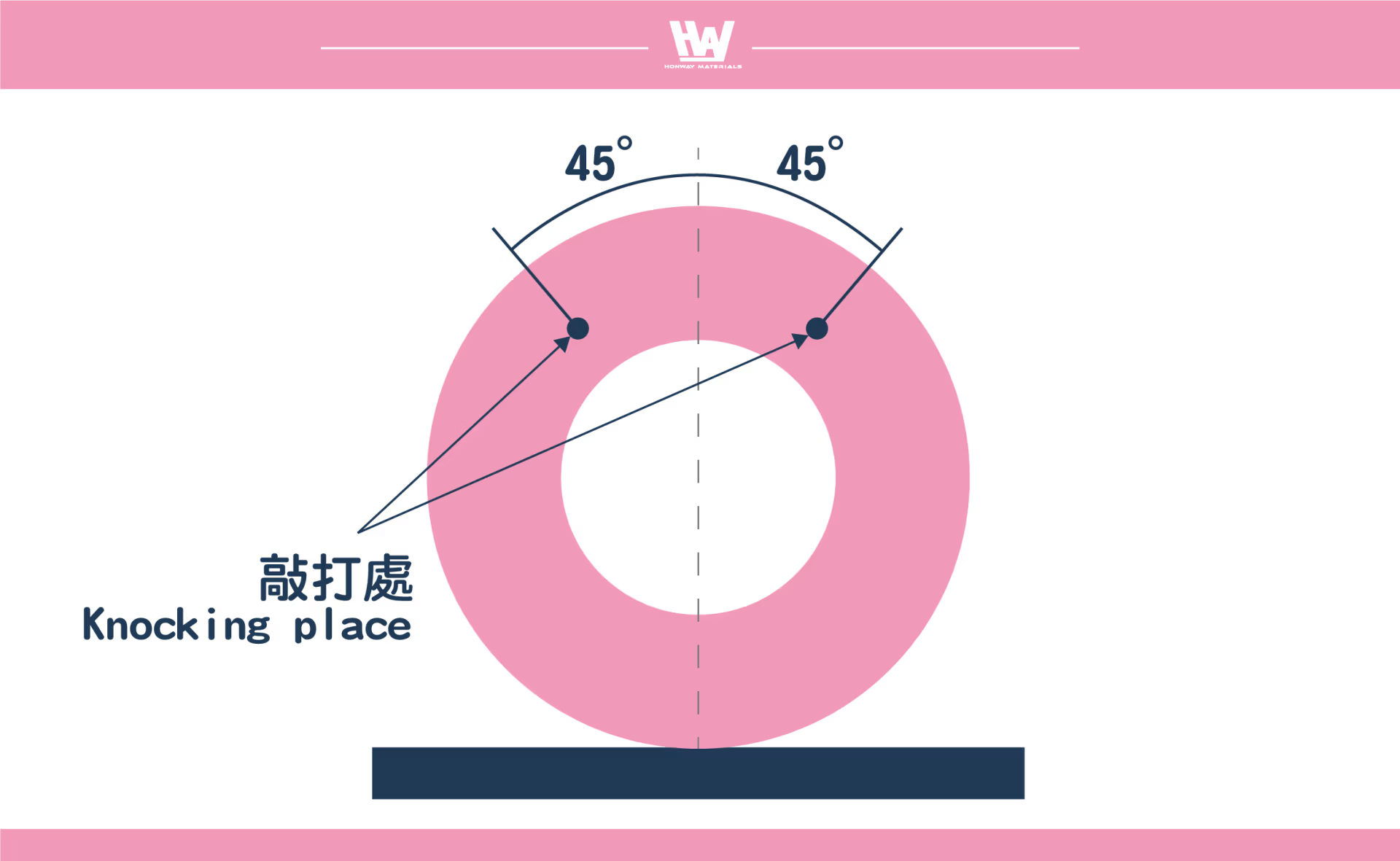
Przed użyciem ściernica powinna zostać poddana
kontroli wizualnej i kontroli akustycznej w celu zapewnienia jej integralności strukturalnej i bezpieczeństwa użytkowania. W ramach kontroli akustycznej należy wybrać w zależności od wielkości ściernicy śrubokręt z drewnianą rączką lub drewniany młotek i wykonać test poprzez delikatne uderzanie ściernicy. Uderzenia należy wykonywać w dowolnym miejscu po obu stronach pionowej linii środkowej pod kątem około 45 stopni, w odległości około 25–50 mm od zewnętrznej krawędzi. Po uderzeniu należy obrócić tarczę szlifierską o około 45 stopni i powtórzyć kontrolę poszczególnych sekcji.
- Jeśli podczas uderzenia słychać czysty, równomierny dźwięk metaliczny, oznacza to, że struktura wewnętrzna ściernicy jest w dobrym stanie i można ją normalnie używać.
- Jeśli pojawi się przytłumiony lub chrapliwy dźwięk, może to oznaczać pęknięcie lub uszkodzenie. Nie należy kontynuować użytkowania i należy natychmiast wymienić urządzenie.
※Jeśli chcesz wymienić ściernicę, zalecamy podanie nam informacji o materiale, z którego wykonane są obecnie obrabiane elementy, abyśmy mogli dokonać oceny i zaproponować najbardziej odpowiedni wybór.
Jeśli nie znasz modelu, skontaktuj się z naszym personelem obsługi i prześlij nam tarczę szlifierską do oceny.
Wnioski
Z powyższej analizy wynika, że długie faliste rysy pojawiające się podczas procesu szlifowania są powszechną, ale nie można ich lekceważyć wadą powierzchniową. Ich przyczyny są często związane z niewyważeniem ściernicy, błędami w procedurze operacyjnej, nieprawidłowym ciśnieniem wierzchołkowym, niewłaściwym sposobem przechowywania i innymi czynnikami. Te pozornie nieistotne elementy operacyjne mają w rzeczywistości daleko idący wpływ na jakość obróbki i mogą powodować nierównomierne odbicie światła, nieestetyczny wygląd, a nawet wpływać na funkcjonalność lub właściwości optyczne produktu.
W związku z tym, aby skutecznie zapobiegać powstawaniu długich fal, konieczne jest ścisłe kontrolowanie całego procesu, od wyboru ściernicy, poprzez jej przechowywanie, montaż, kontrolę i obsługę, a także ustanowienie dobrych nawyków w zakresie konserwacji sprzętu i obsługi. Tylko w ten sposób można zapewnić stabilną jakość szlifowania, zwiększyć precyzję obróbki detali i jakość powierzchni, a tym samym osiągnąć podwójną poprawę wydajności produkcji i wartości produktu.
Działania
- Jak wybrać ściernicę diamentową>>>Jak wybrać ściernicę diamentową i CBN?
- Prawidłowo zrozumieć sytuację nieprawidłowości szlifowania>>Jakie są przyczyny nieprawidłowości w szlifowaniu? Jak należy to rozwiązać?
- Jak wybrać narzędzie do ściernicy z łącznikiem skrawającym>>Jak przeprowadzić regulację ściernicy z różnymi rodzajami łączników?
- Czy obecna ściernica zużywa się normalnie?>>>Jaki jest obecny stan ściernicy ? -Koło do elektroformowania
- Jak regulować ściernicę >>metody regulacji i ostrzenia ściernicy
- Dwuetapowe ostrzenie ściernicy.>>Co to jest ostrzenie zgrubne i ostrzenie wykańczające?
- Jak wybrać narzędzie do obciągania ściernic>>Jak wybrać narzędzie do ostrzenia ściernic?
- Różne stany szlifowania ostrza>>dogłębne zrozumienie kształtu, zmian i mechanizmu samoostrzenia ostrza ściernicy
- Jaka jest różnica w cięciu ściernic łączonych spoiwem?>>Jak prawidłowo ostrzyć ściernice o różnych spoiwach?
- Co zrobić, jeśli na powierzchni szlifierskiej pojawią się zarysowania i przypalenia?>>Rysy i Przypalenia na Szlifowanej Powierzchni? Przyczyny i Metody Poprawy!
- Co zrobić, jeśli pojawią się żyły>>Co zrobić, gdy na szlifowanej powierzchni pojawiają się fale drgań? Kompleksowa analiza przyczyn i rozwiązań
- Co zrobić, gdy pojawiają się krótkie fale?>>Szlifowanie zewnętrzne powoduje powstawanie krótkich fal? Poznaj najczęstsze przyczyny i praktyczne rozwiązania.
- Anomalie szlifowania, takie jak pakowanie ściernicy, wygładzanie i pękanie przedmiotu obrabianego>>Jak Unikać Zapychania, Wygładzania Ściernicy i Pękania Obrabianego Przedmiotu: Zrozumieć Pułapki i Rozwiązania w Obróbce Szlifierskiej
- Czym jest wiązanie?>>Co to jest klejenie? Jak dokonać wyboru?
- Wykonywanie obróbki za pomocą>>ściernic diamentowych i borazonowych, materiałów polerskich, sprzętu polerskiego, narzędzi polerskich oraz narzędzi do regulacji diamentowych.
- Jak ostrzyć ściernice z różnymi spoiwami? >> Jak ostrzyć ściernice z różnymi spoiwami?
- Przegląd
W zakresie szlifowania oferujemy indywidualne dostosowanie. Możemy modyfikować proporcje zgodnie z Twoimi potrzebami, aby osiągnąć najwyższą wydajność.
Jeśli po przeczytaniu tekstu nadal nie wiesz, jak wybrać najbardziej odpowiedni produkt,
Zapraszamy do kontaktu, nasi specjaliści odpowiedzą na Twoje pytania.
Jeśli potrzebujesz wyceny, skontaktuj się z nami.
Godziny obsługi klienta: poniedziałek – piątek 09:00-18:00
Numer kontaktowy:07 223 1058
Jeśli masz jakieś pytania, zapraszamy do wysłania wiadomości prywatnej na Facebooku!
Nasza strona na FB:https://www.facebook.com/honwaygroup
Być może zainteresują cię inne artykuły…
[wpb-random-posts]