Temperatura generowana podczas szlifowania (zwana w skrócie temperaturą podczas szlifowania) jest nie do pominięcia w procesie szlifowania. Głównym powodem jego występowania jest szybkie tarcie, które powstaje, gdy ziarna ścierne tną przedmiot obrabiany.
Na rozkład i wytwarzanie temperatury podczas szlifowania wpływa wiele czynników, takich jak materiał ściernicy, materiał przedmiotu obrabianego, warunki szlifowania (takie jak prędkość, posuw, głębokość cięcia itp.) oraz zastosowanie chłodziwa.
W przypadku przedmiotu obrabianego:
Niewłaściwe szlifowanie może spowodować wzrost temperatury przedmiotu obrabianego, powodując rozszerzalność cieplną, oparzenia powierzchni, zmiękczenie utwardzonej warstwy, a nawet powodować problemy, takie jak drobne pęknięcia szlifierskie.
W przypadku ściernicy:
Niewłaściwe szlifowanie może spowodować wzrost temperatury ściernicy, przyspieszyć zużycie ściernicy, spowodować stopienie spoiwa, a nawet powodować problemy, takie jak drobne pęknięcia ściernicy, co zmniejsza stabilność obróbki.
※ Dodatkowy punkt od Hongwei: Ściernice diamentowe nie są odporne na wysokie temperatury (600-700°C). Jeśli chcesz prowadzić szlifowanie w wysokiej temperaturze, wybierz ściernice diamentowe CBN>>>Jak wybrać ściernice diamentowe i CBN
Dlatego, jak skutecznie kontrolować wytwarzanie i przenoszenie ciepła szlifowania oraz zarządzać nim poprzez rozsądne chłodzenie i regulację parametrów procesu, jest ważnym problemem w technologii szlifowania.
Spis treści:
Różnice w temperaturze szlifowania między konwencjonalnymi ściernicami a ściernicami superściernymi
Ważne: Efekt przewodzenia ciepła superściernic jest wyższy niż w przypadku konwencjonalnych ściernic. Większość ciepła w superściernicach jest przenoszona do środka ściernicy, podczas gdy większość ciepła ze szlifowania konwencjonalnymi ściernicami pozostaje na obrabianym przedmiocie.
Proporcje ciepła (80/20):
Superściernice: 80% na ściernicy, 20% na przedmiocie obrabianym.
Konwencjonalne ściernice: 20% na śiernicy, 80% na przedmiocie obrabianym.
Te dane służą jedynie jako odniesienie, a rzeczywiste testy mogą się różnić ze względu na takie czynniki, jak przedmiot obrabiany, materiał ścierny, wybór obróbki i środowisko.
—Poniższa treść ma zastosowanie zarówno do superściernic, jak i konwencjonalnych ściernic—
Przyczyny powstawania wysokiej temperatury podczas szlifowania
Podczas szlifowania przedmiotu obrabianego ściernicą, proces szlifowania generuje dużo ciepła, a rozkład tego ciepła decyduje o ostatecznym wzroście temperatury przedmiotu obrabianego.
Wpływ nadmiernie wysokiej temperatury szlifowania
1. Wysoka temperatura i iskry:
- Podczas procesu szlifowania, ujemny kąt natarcia, który powstaje między ostrzem ściernym a obrabianym przedmiotem, powoduje, że prędkość cięcia staje się bardzo wysoka, a jednocześnie generowana jest wysoka temperatura, której towarzyszą rozpryskujące się iskry.
- Wpływ: Obserwując wióry szlifierskie pod mikroskopem, można zauważyć, że zawierają one stopione kuliste obiekty, co wskazuje, że lokalna temperatura jest bliska temperaturze topnienia materiału przedmiotu obrabianego.
2. Rozszerzalność cieplna i utlenianie przedmiotu obrabianego:
- Nadmierne ciepło szlifowania spowoduje wzrost temperatury powierzchni przedmiotu obrabianego, powodując rozszerzalność cieplną i utlenianie.
- Wpływ: Wpływa to na jakość powierzchni obrobionej.
3. Przypalenie powierzchni obrabianej prowadzi do obniżenia wydajności:
- Przypalenie powierzchni może prowadzić do miejscowego przypalenia i zmniejszenia odporności na zużycie.
- Wpływ: W przypadku stali hartowanej zbyt duża ilość ciepła może wywołać efekt odpuszczania, osłabiając jej twardość i wytrzymałość oraz powodując drobne pęknięcia szlifierskie.
4. Pęknięcia i wady obróbki:
- Zbyt duże ciepło szlifowania może spowodować mikropęknięcia, a nawet drobne pęknięcia podczas lub po obróbce, co dodatkowo osłabi integralność strukturalną przedmiotu obrabianego.
Klasyfikacja temperatury szlifowania
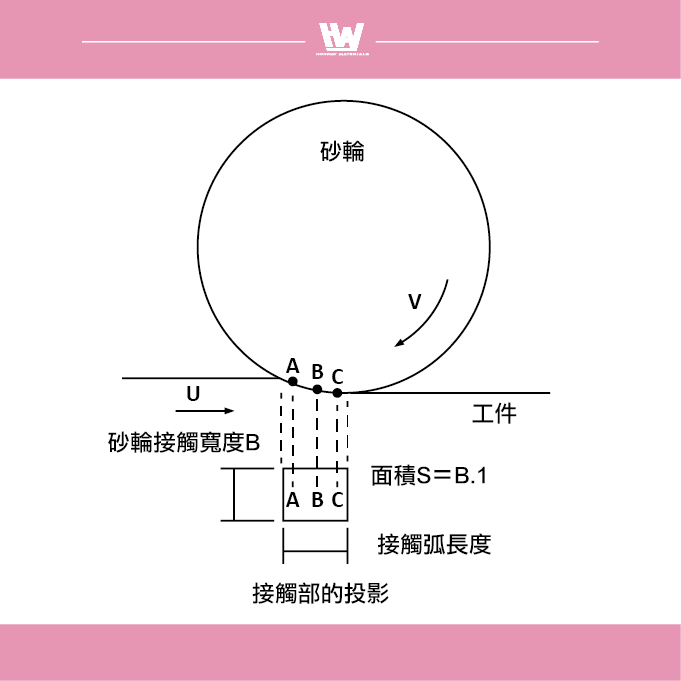
Temperatura punktu szlifowania ściernicy (A, B) (temperatura przedniej krawędzi ostrza ściernego)
- Definicja: Odnosi się do lokalnej, wysokiej temperatury, jaką osiąga przednia krawędź ostrza ściernego (pokazana jako A i B) podczas szlifowania.
- Charakterystyka temperatury: Zwykle osiąga ponad 1000 stopni Celsjusza i jest najwyższą temperaturą w procesie szlifowania.
- Wpływ: Jest ściśle powiązana z wydajnością szlifowania i zużyciem materiału ściernego. Konieczne jest oszacowanie odporności materiału ściernego na ciepło na podstawie tej temperatury.
Temperatura punktu szlifowania ściernicy (S) (średnia temperatura powierzchni styku ściernicy z przedmiotem obrabianym)
- Definicja: Odnosi się do ogólnej średniej temperatury, gdy ściernica styka się z powierzchnią S przedmiotu obrabianego.
- Charakterystyka temperatury: Temperatura ta jest niższa niż temperatura punktu szlifowania ściernicy, ale ma szerszy zakres rozkładu.
- Wpływ: Jest związany z uszkodzeniami cieplnymi przedmiotu obrabianego, takimi jak przypalenie powierzchni, topnienie lub pęknięcia.
Temperatura przedmiotu obrabianego (temperatura po wpłynięciu ciepła do przedmiotu obrabianego)
- Definicja: Odnosi się do ogólnej lub lokalnej temperatury, która powstaje po wpłynięciu ciepła szlifowania do wnętrza przedmiotu obrabianego.
- Wpływ: Zbyt wysoka temperatura przedmiotu obrabianego może powodować rozszerzalność cieplną, co prowadzi do zmniejszenia dokładności wymiarów przedmiotu obrabianego. Jeśli przedmiot obrabiany jest ze stali hartowanej, może wystąpić odpuszczanie z powodu zbyt wysokiej temperatury lokalnej, powodując drobne pęknięcia szlifierskie.
Standardy oceny temperatury szlifowania
Wpływ temperatury szlifowania na wyniki szlifowania można podzielić na trzy poziomy w zależności od zjawiska szlifowania:
Jeśli priorytetem jest zużycie materiału ściernego → najważniejsza jest temperatura punktu szlifowania materiału ściernego.
Na przykład: Aby przedłużyć żywotność ściernicy, należy obniżyć lokalną wysoką temperaturę materiału ściernego, wybrać materiał ścierny o lepszej odporności na ciepło lub dostosować parametry szlifowania.
Jeśli zwracasz uwagę na jakość powierzchni przedmiotu obrabianego → najważniejsza jest temperatura punktu szlifowania ściernicy
Na przykład: Aby zapobiec przypaleniu powierzchni, pęknięciom lub złamaniom, należy kontrolować średnią temperaturę powierzchni styku ściernicy z przedmiotem obrabianym i poprawić efekt chłodzenia.
Jeśli wymagana jest dokładność wymiarowa → najważniejsza jest temperatura przedmiotu obrabianego
Na przykład: Aby zmniejszyć wpływ rozszerzalności cieplnej na dokładność wymiarową, należy skupić się na kontrolowaniu temperatury, która wpływa do przedmiotu obrabianego, aby zapewnić stabilność obróbki.
Możesz zdecydować, jak ulepszyć proces, w zależności od tego, co jest dla Ciebie obecnie najważniejsze.
Metoda obliczania średniego wzrostu temperatury przedmiotu obrabianego (odpowiednia zarówno dla ściernic konwencjonalnych, jak i superściernych)
Podczas procesu szlifowania prawie cała energia mechaniczna jest przekształcana w energię cieplną. Część ciepła przepływa do wnętrza przedmiotu obrabianego, a druga część jest odprowadzana lub rozpraszana przez chłodziwo, powietrze, uchwyt przedmiotu obrabianego, konik itp. Różnica ciepła między tymi dwoma czynnikami jest magazynowana w przedmiocie obrabianym, powodując wzrost jego temperatury. Średni wzrost temperatury można obliczyć na podstawie pojemności cieplnej przedmiotu obrabianego (objętość × gęstość × ciepło właściwe).
Załóżmy, że średni wzrost temperatury przedmiotu obrabianego wynosi θ, a jednostkowy przyrost θ (dθ/dt) można wyrazić za pomocą następującego równania:
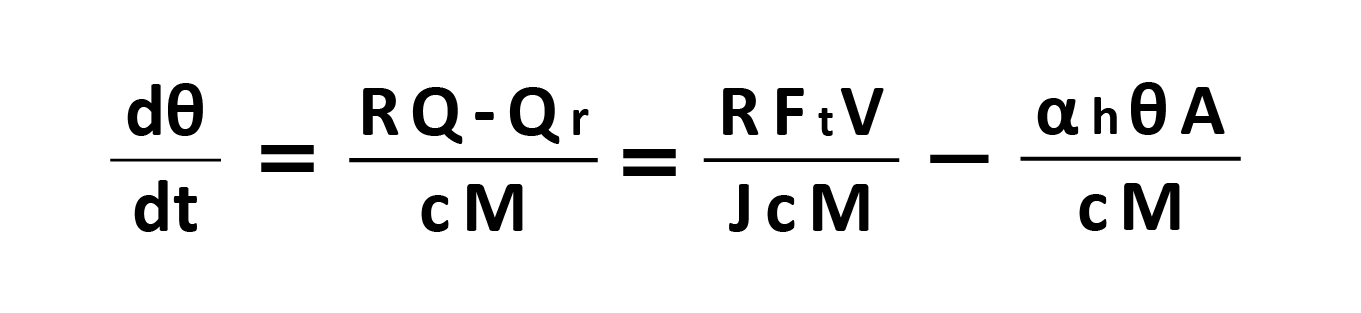
Gdzie:
V: prędkość szlifowania
Ft: Tangencjalna siła oporu szlifowania
R: Współczynnik przepływu ciepła (proporcja ciepła wpływającego do przedmiotu obrabianego)
Q: Całkowita ilość ciepła szlifowania generowana na jednostkę czasu (siła oporu szlifowania * prędkość szlifowania)
Qr: Ilość ciepła odprowadzana z powierzchni przedmiotu obrabianego na jednostkę czasu
M: Masa przedmiotu obrabianego
A: Powierzchnia wymiany ciepła
c: Ciepło właściwe
J: Mechaniczny ekwiwalent ciepła
ah: Współczynnik przenikania ciepła na powierzchni przedmiotu obrabianego (zmienia się w zależności od warunków chłodzenia)
Gdy t=0, wzrost temperatury przedmiotu obrabianego θ=0. Wraz ze wzrostem czasu t, średnią temperaturę przedmiotu obrabianego można obliczyć za pomocą następującego wzoru:
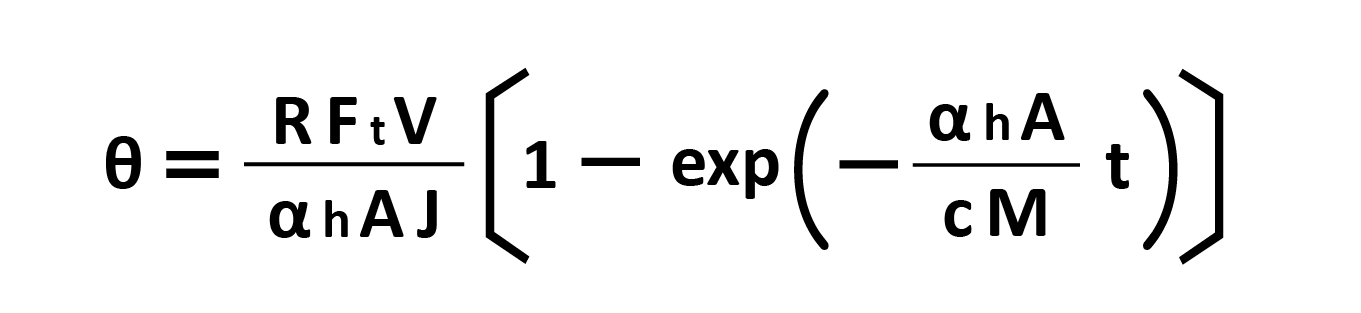
To równanie pokazuje, że:
- Na początku (t → 0) temperatura przedmiotu obrabianego rośnie szybciej.
- Z biegiem czasu dopływ ciepła do przedmiotu obrabianego i odprowadzanie ciepła osiągają równowagę, a ostatecznie temperatura stabilizuje się na poziomie temperatury równowagi.
Charakterystyka szybkości dopływu ciepła R
- Szlifowanie na sucho: 0,7 ~ 1,0 (większość ciepła dostaje się do przedmiotu obrabianego).
- Wodorozcieńczalny olej szlifierski: znacznie obniża się do poniżej 0,2 (efekt chłodzenia jest znaczący).
Wpływ współczynnika przenikania ciepła na powierzchni ah
- Wodorozcieńczalny olej szlifierski: Współczynnik przenikania ciepła wynosi około 0,1 ~ 0,5 cal/°C-cm²-s.
- Brak cyrkulacji powietrza: Współczynnik przenikania ciepła spada do jednej dziesiątej (efekt chłodzenia jest znacznie zmniejszony).
Podczas szlifowania z dużą ilością chłodziwa, średni wzrost temperatury przedmiotu obrabianego można skutecznie kontrolować w granicach 10°C.
Kontrola temperatury szlifowania
1. Stosowanie dużej ilości płynu szlifierskiego o wysokiej zdolności chłodzenia: Ponieważ część ciepła szlifowania jest odprowadzana przez wióry i płyn procesowy, stosowanie płynu szlifierskiego o wysokiej zdolności chłodzenia może pomóc w rozproszeniu wysokiej temperatury podczas szlifowania i zmniejszyć ilość ciepła przenoszonego na przedmiot obrabiany i ściernicę.
2. Ściernice o dużej ziarnistości, niskim stopniu wiązania i grubej strukturze: Stopień wiązania i gęstość ściernicy wpływają na wytwarzanie ciepła. Zbyt gęste materiały ścierne prowadzą do gromadzenia się ciepła, co z łatwością generuje wysoką temperaturę podczas procesu szlifowania. Wybór odpowiedniego materiału lub regulacja odpowiednich porów może pomóc w zmniejszeniu ilości ciepła, a jednocześnie osiągnięciu wysokiej wydajności obróbki.
3. Zmniejszenie prędkości obwodowej ściernicy:
4. Zmniejszenie głębokości cięcia: Zbyt duża głębokość cięcia może również łatwo powodować zapychanie się ściernicy, co z kolei powoduje oparzenia powierzchni szlifowanej, uszkodzenie ściernicy i inne problemy. W przypadku wykrycia takich sytuacji zaleca się zmniejszenie głębokości cięcia.
5. Zwiększenie posuwu (prędkości posuwu poprzecznego): Zmniejszenie współczynnika czasu przebywania pojedynczego punktu może pomóc w rozpraszaniu ciepła z przedmiotu obrabianego.
6.W przypadku wystąpienia wygładzenia lub zapychania ściernicy, należy ją natychmiast wyregulować: Jeśli utrzymujesz pierwotny tryb obróbki, ale zauważysz wygładzenie lub zatkanie, możesz najpierw spróbować „zwiększyć prędkość obrotową”, aby sprawdzić, czy ściernica może się samoistnie oczyścić. Jeśli to nie zadziała, zaleca się przeprowadzenie regulacji.
7. W przypadku zmiany z konwencjonalnej ściernicy na ściernicę superścierną, jeśli twoja ściernica jest zbyt szeroka, zaleca się priorytetowe zmniejszenie szerokości.
Dodatkowa uwaga od HonWay: Gdy powierzchnia styku ściernicy z przedmiotem obrabianym jest stosunkowo duża (np. szlifowanie wewnętrzne), prowadzi to do większej ilości ciepła generowanego podczas szlifowania, co powoduje wzrost temperatury szlifowania. W takim przypadku należy zwrócić szczególną uwagę na wzrost temperatury przedmiotu obrabianego, aby zapobiec błędom wymiarowym, oparzeniom powierzchni lub innym uszkodzeniom termicznym spowodowanym przegrzaniem.
Wnioski
Ciepło szlifowania jest zjawiskiem, które powstaje, gdy energia mechaniczna jest przekształcana w energię cieplną podczas procesu szlifowania i jest spowodowane głównie przez tarcie z dużą prędkością między materiałem ściernym a przedmiotem obrabianym.
Aby skutecznie kontrolować ciepło szlifowania, należy podjąć rozsądne środki zaradcze, aby zmniejszyć wytwarzanie ciepła szlifowania, takie jak stosowanie cieczy szlifierskiej o dobrym efekcie chłodzenia, wybór odpowiedniej ściernicy, zmniejszenie prędkości obwodowej ściernicy, zmniejszenie głębokości cięcia, zwiększenie posuwu i terminowa regulacja ściernicy. Ponadto, w przypadku operacji szlifowania z dużą powierzchnią styku, takich jak szlifowanie wewnętrzne, należy wzmocnić chłodzenie i środki rozpraszania ciepła. Skutecznie kontrolując ciepło szlifowania, można zapewnić jakość powierzchni przedmiotu obrabianego, dokładność wymiarową oraz poprawić stabilność obróbki i żywotność ściernicy.
Działania
- Jak wybrać ściernicę diamentową>>>Jak wybrać ściernicę diamentową i CBN?
- Podstawowa wiedza o materiałach ściernych, którą musisz znać >>>wprowadzenie do materiałów ściernych
- Kluczowa rola w wydajności ściernicy>>wprowadzenie do spoiw
- Różne oblicza ziarna ściernego>>działanie ścierne ziarna ściernego
- Czy aktualnie zmierzona chropowatość powierzchni osiągnęła oczekiwany cel>>>Tabela porównawcza szlifowania i polerowania z chropowatością powierzchni
- Czy obecna ściernica zużywa się normalnie?>>>Jaki jest obecny stan ściernicy ? -電鑄砂輪篇
- Wykonanie >>>ściernice diamentowe i z boru azotku , materiały ścierne do polerowania, urządzenia do polerowania i narzędzia do polerowania.
- Przegląd
W zakresie szlifowania oferujemy indywidualne dostosowanie. Możemy modyfikować proporcje zgodnie z Twoimi potrzebami, aby osiągnąć najwyższą wydajność.
Jeśli po przeczytaniu tekstu nadal nie wiesz, jak wybrać najbardziej odpowiedni produkt,
Zapraszamy do kontaktu, nasi specjaliści odpowiedzą na Twoje pytania.
Jeśli potrzebujesz wyceny, skontaktuj się z nami.
Godziny obsługi klienta: poniedziałek – piątek 09:00-18:00
Numer kontaktowy:07 223 1058
Jeśli masz jakieś pytania, zapraszamy do wysłania wiadomości prywatnej na Facebooku!
Nasza strona na FB:https://www.facebook.com/honwaygroup