W precyzyjnej obróbce szlifierskiej dążenie do wysokiej jakości powierzchni i stabilnej dokładności wymiarowej jest podstawowym wymogiem. Jednak nawet jeśli sprzęt i parametry wydają się być ustawione poprawnie, na powierzchni obrabianego przedmiotu nadal może pojawić się specyficzny defekt — fale drgań. Są to nieregularne, faliste ślady, spowodowane wibracjami między obrabianym przedmiotem a ściernicą. Wpływają one nie tylko na wygląd, ale także na dokładność obróbki i wydajność funkcjonalną.
Dla operatorów i inżynierów, zrozumienie przyczyn i metod identyfikacji fal drgań jest kluczowe dla skutecznego wdrożenia środków zaradczych, utrzymania jakości obróbki i wydłużenia żywotności sprzętu.
Ten artykuł w sposób systematyczny przedstawi cechy charakterystyczne fal drgań, ich najczęstsze przyczyny i rozwiązania, aby pomóc personelowi na miejscu w szybkim zidentyfikowaniu problemu i podjęciu odpowiednich działań.
Spis treści:
Czym są fale drgań?
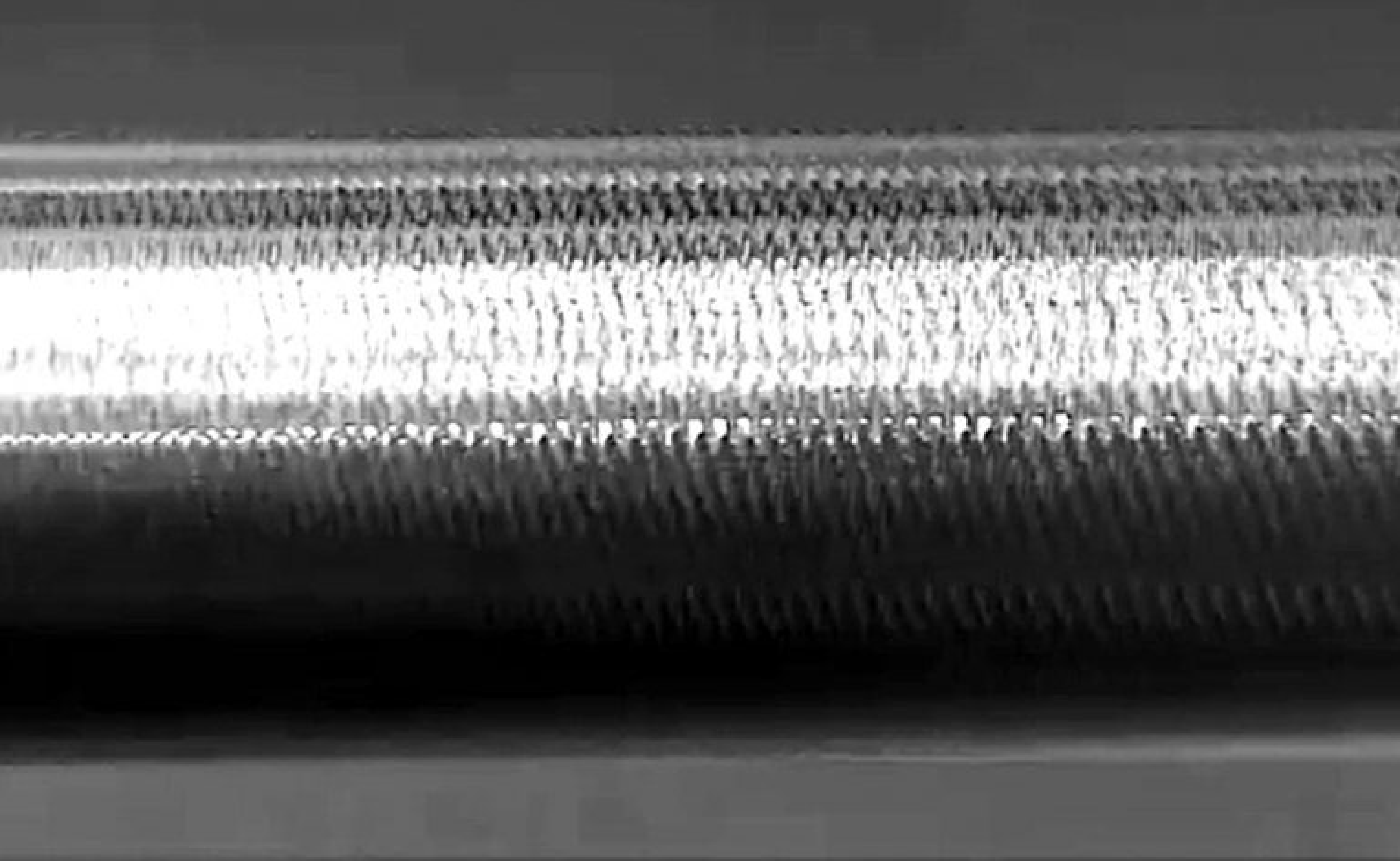
Fale drgań (chatter marks) to ślady na powierzchni powstałe w wyniku wzajemnych wibracji między obrabianym przedmiotem a ściernicą. Nie są to zwykłe ślady obróbki, lecz nieregularne, wysokiej częstotliwości wady faliste, które zazwyczaj kończą się ostrymi liniami.
Główne cechy fal drgań:
- Nie wszystkie równoległe linie to fale drgań: Na powierzchni mogą pojawić się regularne równoległe linie, które niekoniecznie oznaczają fale drgań. Prawdziwe fale drgań mają swoją specyfikę.
- Kończą się ostrymi liniami: Fale drgań często charakteryzują się wyraźnymi, ostrymi jak nóż liniami końcowymi, co odróżnia je od innych wzorów obróbki.
- Główną przyczyną są wibracje: Wibracje między obrabianym przedmiotem a ściernicą prowadzą do niestabilnego kontaktu, co może powodować chwilowe oderwanie się lub przerywany kontakt, a w konsekwencji powstawanie fal drgań.
Dlaczego powinniśmy zwracać uwagę na fale drgań?
Fale drgań to powszechny defekt powierzchni w obróbce szlifierskiej. Ich pojawienie się może prowadzić do:
- Złej chropowatości powierzchni
- Obniżenia dokładności obróbki
- Niestabilnej jakości gotowego produktu
- Możliwego wpływu na późniejszy montaż lub funkcjonalność
Poniżej omówimy najczęstsze przyczyny fal drgań i sposoby ich rozwiązania, aby pomóc czytelnikom zidentyfikować i rozwiązać problem.
Przyczyny i rozwiązania dla fal drgań
Przyczyna 1: Zbyt duży posuw
Jedną z przyczyn fal drgań jest zbyt duży posuw, zwłaszcza gdy obrabiany przedmiot jest długi i smukły. Tę przyczynę łatwo zdiagnozować i rozwiązać.
Rozwiązania dla zbyt dużego posuwu:
Zmniejszenie posuwu:
- Stopniowo zmniejszaj głębokość szlifowania (np. z 0,01 mm do 0,005 mm).
- Zwiększenie liczby przejść zamiast dużego posuwu może poprawić jakość powierzchni.
Sprawdzenie i użycie stabilnej podtrzymki:
- Długie i smukłe przedmioty obrabiane muszą być podparte przez podtrzymkę w celu zwiększenia stabilności obróbki.
- Jeśli podtrzymka jest już używana, należy sprawdzić:
- Czy pozycja podtrzymki jest prawidłowa (zazwyczaj umieszcza się ją w środkowej 1/3 długości obrabianego przedmiotu).
- Czy nacisk podtrzymki jest odpowiedni.
- Czy dobrze przylega do powierzchni obrabianego przedmiotu (nie może być zbyt luźna ani zbyt ciasna).
- Czy nie jest zużyta lub poluzowana.
Przyczyna 2: Ściernica jest zbyt twarda

Gdy ściernica jest zbyt twarda, powierzchnia obrabianego przedmiotu ulega deformacji, a fale drgań łatwo powstają, zwłaszcza podczas szlifowania materiałów o niskiej elastyczności lub długich i smukłych przedmiotów.
Rozwiązania dla zbyt twardej ściernicy:
1. Podstawowe rozwiązanie:
- Wymień ściernicę na miększą (klasy twardości J, L, N, P, R) lub zmień spoiwo.
2. Tymczasowe środki zaradcze (jeśli nie można od razu wymienić ściernicy):
- Zwiększ prędkość obrabianego przedmiotu: Zwiększ prędkość obrotową przedmiotu (Workpiece RPM), aby zmniejszyć nacisk cięcia i częstotliwość wibracji.
- Użyj grubszego ostrzenia: Wygładź ściernicę w bardziej zgrubny sposób, aby poprawić jej zdolność cięcia i zmniejszyć tarcie.
- Zmniejsz prędkość ściernicy: Zmniejszenie prędkości obrotowej ściernicy (Grinding wheel RPM) może zmniejszyć siłę cięcia, co pomaga ustabilizować kontakt.
- Zwiększ stężenie płynu chłodząco-smarującego: Zwiększ smarowanie i chłodzenie, aby zmniejszyć deformację termiczną i przyleganie.
※Zaleca się, aby za każdym razem testować dowolne trzy z powyższych punktów w kombinacji i obserwować efekt poprawy.
Przykład:
- Można zacząć od kombinacji „użyj grubszego ostrzenia → zmniejsz prędkość ściernicy → zwiększ prędkość obrabianego przedmiotu”.
- Jeśli efekt nie jest zadowalający, można spróbować zwiększyć stężenie płynu chłodząco-smarującego lub zmienić metodę smarowania.
- Jeśli fale drgań są nadal poważne, zaleca się zaplanowanie przestoju i wymianę na ściernicę o odpowiedniej twardości.
※ Jeśli chcesz wymienić ściernicę, zalecamy podanie nam materiału obrabianego przedmiotu w celu oceny, abyśmy mogli polecić najbardziej odpowiedni wybór. Jeśli nie wiesz, jak podać model, skontaktuj się z naszym personelem serwisowym i prześlij nam ściernicę do obejrzenia.
Przyczyna 3: Brak podparcia dla długich i smukłych przedmiotów obrabianych za pomocą stabilnej podtrzymki

Podczas szlifowania wgłębnego (plunge grinding) długich i smukłych przedmiotów obrabianych, brak podparcia może łatwo prowadzić do powstawania fal drgań.
Dlaczego warto używać podtrzymki?
- Skutecznie zwiększa sztywność przedmiotu obrabianego.
- Absorbuje i tłumi wibracje.
- Utrzymuje stabilny kontakt między przedmiotem obrabianym a ściernicą.
- Gwarantuje dokładność wymiarową i jakość powierzchni.
Jak używać podstawki centralnej:
| Warunki użytkowania | Jeżeli stosunek smukłości jest duży (długość/średnica ≧ 3 do 5 razy), należy rozważyć jego zastosowanie. |
| Użyj ilości | W zależności od długości obrabianego przedmiotu i warunków drgań, konieczne może być zastosowanie jednej lub kilku podpórek stałych. |
| Umieszczenie | Zazwyczaj jest umiejscowiony w środku lub w 1/3 długości przedmiotu obrabianego, aby rozproszyć siłę. |
| Stała regulacja ramy | Należy zapewnić właściwy kontakt z przedmiotem obrabianym, unikać zbyt mocnego lub zbyt luźnego dokręcania oraz unikać zużycia lub przekrzywienia. |
※ Grube i krótkie elementy obrabiane charakteryzują się większą sztywnością i są mniej podatne na drgania. W zależności od sytuacji można pominąć stojak centralny.
※Nawet jeśli posiadasz już stopkę centralną, należy ją regularnie sprawdzać i regulować, aby nie stała się bezużyteczna.
Przyczyna 4: Wibracje zewnętrzne przenoszone na szlifierkę
Nawet jeśli sama szlifierka jest w dobrym stanie, wibracje z sąsiednich urządzeń mogą być przenoszone na nią, powodując mikrowibracje między obrabianym przedmiotem a ściernicą. To prowadzi do przerywanego kontaktu i powstawania fal drgań.
(Mikrowibracje → przerywany kontakt → fale drgań)
W szlifierkach o dużej średnicy obrotu, gdzie przedmiot i ściernica są wysoko zawieszone, łatwo ulegają one wpływom wibracji zewnętrznych, jeśli nie mają specjalnie izolowanego fundamentu.
Metoda wykrywania wibracji zewnętrznych: Test szklanki z wodą
Krok 1: Zatrzymaj pracę szlifierki.
Krok 2: Umieść szklankę z wodą (najlepiej przeźroczystą, szklaną) na obudowie wrzeciona ściernicy lub na stabilnej platformie w pobliżu obrabianego przedmiotu.
Krok 3: Upewnij się, że inne urządzenia w pobliżu szlifierki pracują.
Krok 4: Obserwuj powierzchnię wody:
- Jeśli na powierzchni wody pojawią się fale lub delikatne drgania, oznacza to, że wibracje zewnętrzne są przenoszone na szlifierkę.
- Jeśli powierzchnia wody pozostaje całkowicie nieruchoma, oznacza to, że wibracje z otoczenia są nieistotne.
※ Uwaga: Duże szlifierki, o wysokich i mniej podpartych konstrukcjach (np. typ pionowy lub długołoże), są bardziej wrażliwe na fundament i siły zewnętrzne. Jeśli fundament nie jest odpowiednio izolowany, wibracje z urządzeń takich jak sprężarki, tokarki czy dźwigi mogą być łatwo przenoszone.
Jak zapobiegać przenoszeniu wibracji zewnętrznych na szlifierkę?
- Przy instalacji szlifierki wybierz niezależny fundament lub podkładki antywibracyjne.
- Jeśli kilka maszyn pracuje obok siebie, rozważ dodanie mat wibroizolacyjnych lub ścian izolacyjnych.
- Regularnie sprawdzaj wibracje zewnętrzne za pomocą testu szklanki z wodą (zwłaszcza po przeniesieniu lub dodaniu nowych maszyn).
Przyczyna 5: Wibracje samej szlifierki
Nawet bez zakłóceń zewnętrznych, jeśli sama szlifierka ma luźną konstrukcję, zużyte części lub jest niewyważona, może generować wibracje, które prowadzą do fal drgań podczas szlifowania.
Metoda kontroli: Stopniowe włączanie maszyn
Krok 1: Uruchamiaj poszczególne jednostki szlifierki po kolei, włączając tylko jedną w danym momencie, i obserwuj, czy występują wibracje: uruchom wrzeciono ściernicy, wrzeciennik, pompę, stół roboczy (podczas szlifowania w poprzek).
Krok 2: Obserwuj źródło wibracji (można użyć testu szklanki z wodą, obserwacji lustrzanej powierzchni wody lub testu dotykowego).
Krok 3: W ten sposób można zidentyfikować problem, a następnie sprawdzić stan części obrotowych i nieprawidłowo działające mechanizmy.
※Uwaga: Co jeśli powyższe kroki nie rozwiązały problemu? Prawdopodobnie podłoże jest puste w środku. Można kupić gumowe podkładki o grubości 6-10 mm i umieścić je pod stopkami maszyny (zaleca się poluzowanie śrub mocujących do podłogi), co powinno skutecznie absorbować wibracje.
※Dodatkowa informacja: Co do tego, że podłoga nie jest pełna, nie można powiedzieć, że to problem z jakością przetwarzania podłoża, ale wpływ materiału. Solidne płyty będą twardsze niż betonowa wylewka, a puste podłogi łatwo ulegają rezognacji.
Dzięki „metodzie stopniowego włączania” można skutecznie odróżnić, czy wibracje pochodzą z samej szlifierki, i szybko zidentyfikować podejrzane jednostki, co jest kluczowym narzędziem w konserwacji sprzętu i rozwiązywaniu problemów.
Wnioski
Fale drgań to ślady na powierzchni powstałe w wyniku wzajemnych wibracji między obrabianym przedmiotem a ściernicą. Nie są to zwykłe ślady obróbki, lecz nieregularne, wysokiej częstotliwości wady faliste, które zazwyczaj kończą się ostrymi liniami. Fale drgań prowadzą do złej chropowatości powierzchni, obniżenia dokładności obróbki, niestabilnej jakości gotowego produktu, a nawet wpływają na późniejszy montaż i funkcjonalność. Dlatego zrozumienie przyczyn fal drgań i podjęcie odpowiednich środków zaradczych jest kluczowe dla poprawy jakości szlifowania.
Do najczęstszych przyczyn fal drgań należą: zbyt duży posuw, zbyt twarda ściernica, brak podparcia smukłych przedmiotów za pomocą stabilnej podtrzymki, przenoszenie wibracji zewnętrznych na szlifierkę oraz wibracje samej szlifierki. W przypadku zbyt dużego posuwu, zwłaszcza przy obróbce smukłych przedmiotów, należy używać mniejszego posuwu i podtrzymki. Jeśli ściernica jest zbyt twarda, można ją wymienić na miększą lub tymczasowo poprawić sytuację poprzez zmniejszenie prędkości ściernicy, zwiększenie prędkości obrabianego przedmiotu, użycie ostrzejszego frezowania lub zwiększenie ilości płynu chłodząco-smarującego. W przypadku smukłych przedmiotów należy bezwzględnie używać podtrzymki i odpowiednio dobrać jej położenie oraz liczbę w zależności od długości przedmiotu i stopnia drgań, aby zapewnić stabilność obróbki. Ponadto, wibracje zewnętrzne z urządzeń takich jak sprężarki czy dźwigi mogą być przenoszone na szlifierkę przez podłogę. Można to sprawdzić testem szklanki z wodą i zastosować środki antywibracyjne. Wreszcie, jeśli sama szlifierka ma problemy z luzami, zużyciem lub wyważeniem, będzie generować wibracje. Zaleca się użycie metody stopniowego włączania, aby zidentyfikować źródło wibracji i naprawić odpowiednie mechanizmy.
Podsumowując, tylko poprzez kompleksową inspekcję i ciągłe doskonalenie warunków obróbki, konstrukcji mechanicznej i środowiska zewnętrznego można skutecznie zapobiegać falom drgań, poprawiać stabilność szlifowania i jakość produktu.
Działania
- Jak wybrać ściernicę diamentową>>>Jak wybrać ściernicę diamentową i CBN?
- Prawidłowo zrozumieć sytuację nieprawidłowości szlifowania>>Jakie są przyczyny nieprawidłowości w szlifowaniu? Jak należy to rozwiązać?
- Jak wybrać narzędzie do ściernicy z łącznikiem skrawającym>>Jak przeprowadzić regulację ściernicy z różnymi rodzajami łączników?
- Czy obecna ściernica zużywa się normalnie?>>>Jaki jest obecny stan ściernicy ? -Koło do elektroformowania
- Jak regulować ściernicę >>metody regulacji i ostrzenia ściernicy
- Dwuetapowe ostrzenie ściernicy.>>Co to jest ostrzenie zgrubne i ostrzenie wykańczające?
- Jak wybrać narzędzie do obciągania ściernic>>Jak wybrać narzędzie do ostrzenia ściernic?
- Różne stany szlifowania ostrza>>dogłębne zrozumienie kształtu, zmian i mechanizmu samoostrzenia ostrza ściernicy
- Jaka jest różnica w cięciu ściernic łączonych spoiwem?>>Jak prawidłowo ostrzyć ściernice o różnych spoiwach?
- Co zrobić, jeśli na powierzchni szlifierskiej pojawią się zarysowania i przypalenia?>>Rysy i Przypalenia na Szlifowanej Powierzchni? Przyczyny i Metody Poprawy!
- Anomalie szlifowania, takie jak pakowanie ściernicy, wygładzanie i pękanie przedmiotu obrabianego>>Jak Unikać Zapychania, Wygładzania Ściernicy i Pękania Obrabianego Przedmiotu: Zrozumieć Pułapki i Rozwiązania w Obróbce Szlifierskiej
- Czym jest wiązanie?>>Co to jest klejenie? Jak dokonać wyboru?
- Wykonywanie obróbki za pomocą>>ściernic diamentowych i borazonowych, materiałów polerskich, sprzętu polerskiego, narzędzi polerskich oraz narzędzi do regulacji diamentowych.
- Jak ostrzyć ściernice z różnymi spoiwami? >> Jak ostrzyć ściernice z różnymi spoiwami?
- Przegląd
W zakresie szlifowania oferujemy indywidualne dostosowanie. Możemy modyfikować proporcje zgodnie z Twoimi potrzebami, aby osiągnąć najwyższą wydajność.
Jeśli po przeczytaniu tekstu nadal nie wiesz, jak wybrać najbardziej odpowiedni produkt,
Zapraszamy do kontaktu, nasi specjaliści odpowiedzą na Twoje pytania.
Jeśli potrzebujesz wyceny, skontaktuj się z nami.
Godziny obsługi klienta: poniedziałek – piątek 09:00-18:00
Numer kontaktowy:07 223 1058
Jeśli masz jakieś pytania, zapraszamy do wysłania wiadomości prywatnej na Facebooku!
Nasza strona na FB:https://www.facebook.com/honwaygroup
Być może zainteresują cię inne artykuły…
[wpb-random-posts]