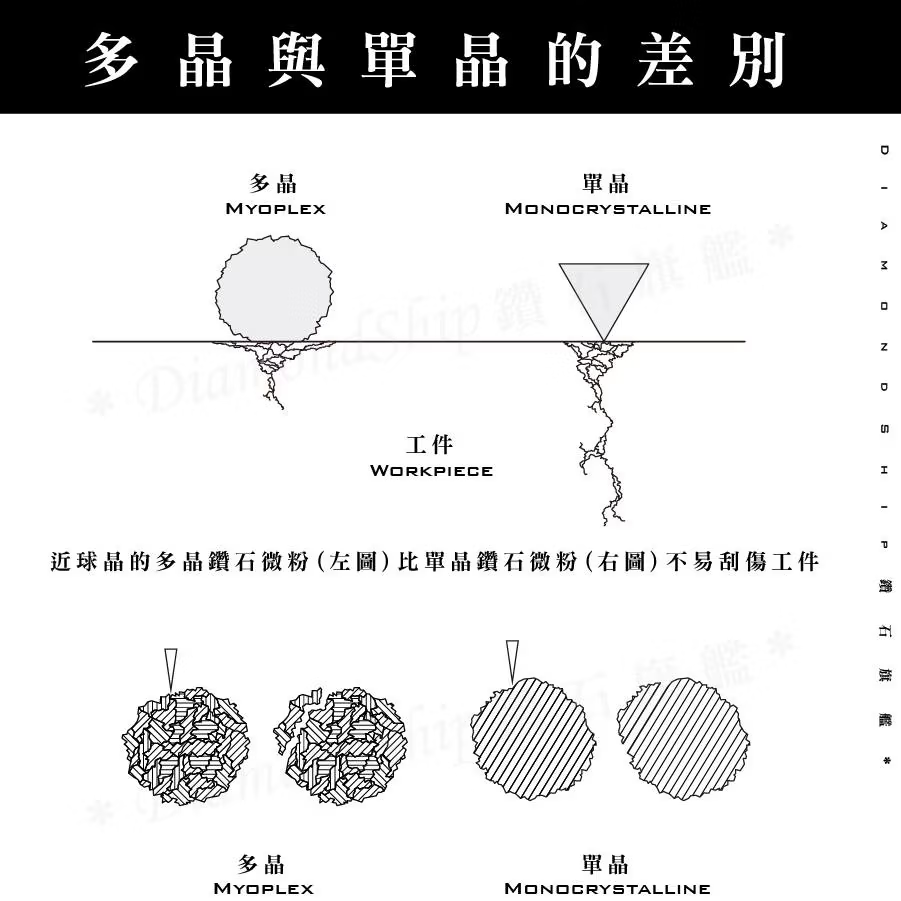
Szlifowanie to wysoce precyzyjna technologia obróbki powierzchni, która jest szeroko stosowana w precyzyjnej produkcji różnych materiałów, takich jak metale, ceramika i półprzewodniki.Podczas procesu szlifowania interakcja między ściernicą a obrabianym przedmiotem generuje opór ścierny.Wpływa to nie tylko na wydajność szlifowania, ale ma również bezpośredni wpływ na dokładność obróbki, jakość powierzchni i żywotność ściernicy. Dlatego dogłębne badanie źródeł, czynników wpływających i metod kontroli oporu szlifowania ma kluczowe znaczenie dla poprawy technologii szlifowania i stabilności przetwarzania.
W niniejszym opracowaniu przedstawiono i zbadano mechanizm oporu szlifowania oraz podzielono go na dwie główne siły, styczny i normalny opór szlifowania, a także przeanalizowano ich wpływ na ciepło szlifowania, sztywność mechaniczną i dokładność obróbki.
Spis treści:
Czym jest odporność na ścieranie?
Podczas procesu szlifowania, gdy ściernica styka się z przedmiotem obrabianym i tnie, występuje siła i reakcja między nimi. Siła ta nazywana jest oporem szlifowania lub oporem szlifowania.
Przyczyny odporności na ścieranie
Podczas szlifowania ściernicy z przedmiotem obrabianym, kontakt między krawędzią ziarna ściernego a przedmiotem obrabianym spowoduje różnego rodzaju odkształcenia, a typowe opory są następujące.
- Opór elastyczny: Opór generowany przez elastyczne odkształcenie powierzchni przedmiotu obrabianego, gdy ziarna ścierne są wbijane w przedmiot obrabiany.
- Opór plastyczny: Opór generowany, gdy ziarna ścierne są wciskane w powierzchnię przedmiotu obrabianego, powodując odkształcenie plastyczne.
- Odporność na ścinanie: Odporność na odkształcenia ścinające, które występują w materiale, gdy jest on usuwany w celu utworzenia wiórów ściernych.
- Odporność na tarcie: Tarcie generowane, gdy powierzchnia ścierna ziaren ściernych wchodzi w kontakt z powierzchnią przedmiotu obrabianego, co jest związane ze stanem ściernym ściernicy i stanem powierzchni przedmiotu obrabianego.
Jakie są siły składowe odporności na ścieranie?
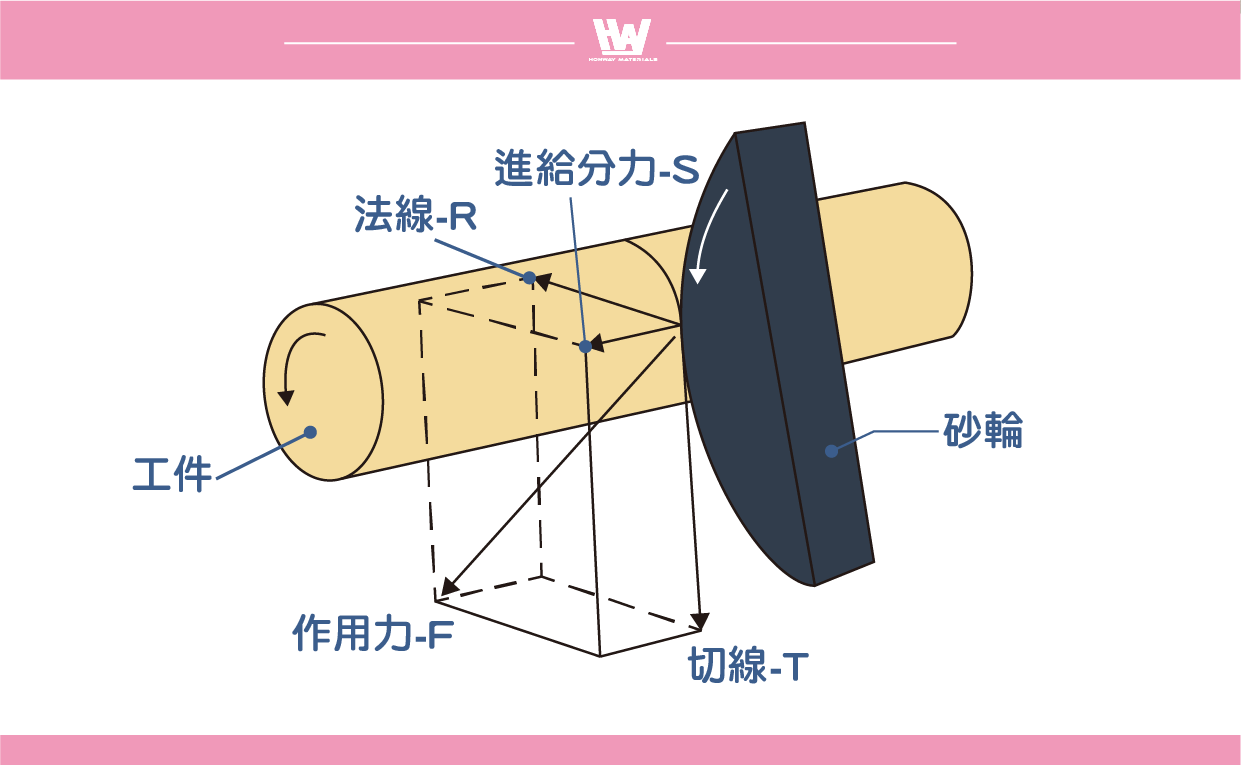
Nie ma tylko jednego kierunku siły, która oddziałuje na ściernicę. W przypadku mechanizmu szlifierskiego opór szlifowania jest podzielony na trzy elementy: kierunek obrotu ściernicy, kierunek promienia ściernicy i kierunek posuwu ściernicy.
Siła styczna (T, Tangential Force) – główna siła ułamkowa
- Kierunek: wzdłuż kierunku obrotu ściernicy
- Wpływ: proporcjonalny do energii wymaganej do mielenia, a zatem ściśle związany ze zużyciem energii, często określany jako moc mielenia lub moc zużycia.
- Pomiar: Zużycie energii przez szlifierkę można zmierzyć za pomocą dynamometru i obliczyć jako „Moc ÷ Prędkość obrotowa koła”.
Normalny opór szlifowania (R, siła promieniowa) – siła grzbietowa
- Kierunek: Prostopadle do powierzchni ściernicy, działając w kierunku promienia ściernicy.
- Wpływ: Wpływa na odkształcenie przedmiotu obrabianego i wibracje podczas obróbki, co z kolei wpływa na dokładność szlifowania i jakość powierzchni.
- Charakterystyka: normalny opór szlifowania jest zwykle większy niż styczny opór szlifowania, zwykle około dwa razy większy i może wzrosnąć do 4 razy w przypadku stosowania nierozpuszczalnych w wodzie płynów szlifierskich. Ze względu na wyższą siłę normalną, stawiane są wyższe wymagania dotyczące żywotności ściernicy, sztywności mechanicznej i stabilności sprzętu. Gdy ziarno ściernicy jest zużyte, a krawędzie tnące są pasywowane, normalny opór szlifowania gwałtownie wzrasta, co może prowadzić do nieefektywnego szlifowania i wymaga szczególnej uwagi i regulacji.
siła podawania (S,Feed Force)
- Kierunek: wzdłuż kierunku posuwu ściernicy
- Uderzenie: Zwykle niewielkie i dlatego mniej ważne, ale nadal musi być brane pod uwagę przy szlifowaniu precyzyjnym.
Główne czynniki wpływające na odporność na ścieranie
Podczas procesu szlifowania wykrywamy siłę oporu szlifowania w określonym punkcie, która jest sumą sił na krawędziach wszystkich ziaren ściernych, które aktualnie stykają się z przedmiotem obrabianym.
Jeśli chcemy po prostu obliczyć wielkość oporu ściernego, możemy wyrazić go jako (liczba krawędzi ściernych zaangażowanych w cięcie w tym samym czasie x średnia siła oporu na pojedynczej krawędzi).
Istnieje jednak wiele zmiennych, które faktycznie wpływają na odporność na szlifowanie, a poniższe są powszechne.
- Liczba ziaren (wpływająca na całkowitą siłę)
- Średnia wielkość oporu na pojedynczej krawędzi (wpływa na siły jednopunktowe)
- Trend zmian w powyższych dwóch kategoriach
Uwaga: Te zmienne nie są od siebie niezależne, ale wpływają na siebie nawzajem.Na przykład, gdy powierzchnia styku między ściernicą a obrabianym przedmiotem pozostaje stałaJeśli liczba krawędzi biorących udział w cięciu zostanie zmniejszonaPowoduje to zwiększenie odstępu między krawędziami tnącymi. W rezultacie zwiększa się głębokość cięcia pojedynczego ziarna, co z kolei zwiększa wytrzymałość pojedynczej krawędzi.
Co wpływa na liczbę grysów w akcji?
Jak wspomnieliśmy powyżej, istnieje wiele zmiennych, a jedną z nich jest liczba krawędzi grysu, powierzchnia styku i gęstość, które są ważnymi czynnikami wpływającymi na liczbę krawędzi: liczbę grysu, powierzchnię styku i gęstość.
- Obszar styku między ściernicą a obrabianym przedmiotem
- Określany przez iloczyn długości łuku kontaktowego i szerokości szlifowania.
- Gęstość krawędzi działania
- Wpływ na rodzaj ściernicy (np. wielkość ziarna, spoiwo) i warunki obciągania.
- Wpływ warunków szlifowania (np. prędkość posuwu, głębokość skrawania).
Uwaga: Ponieważ ściernica jest stale zużywana podczas procesu szlifowania, gęstość będzie się zmieniać przez cały czas, więc stosunkowo trudno jest obliczyć dokładną wartość.
Wpływ oporu szlifowania na przetwarzanie
Wpływ oporu szlifowania można podzielić na kierunek styczny i normalny:
- Styczny opór szlifowania (T) wpływający na ciepło szlifowania
- Wpływa to bezpośrednio na generowanie ciepła szlifowania, co z kolei wpływa na pogorszenie właściwości termicznych obrabianej powierzchni.
- Zbyt wysoka temperatura szlifowania może spowodować oparzenia powierzchni przedmiotu obrabianego lub zniszczenie materiału.
- Odporność (R) na szlifowanie normalizujące wpływa na dokładność obróbki
- Powoduje to deformację ściernicy, przedmiotu obrabianego i osi ściernicy, co zmniejsza dokładność obróbki.
- Nadmierne odkształcenie może spowodować błędy wymiarowe i pogorszenie jakości powierzchni.
Stosunek stycznego oporu szlifowania do normalnego oporu szlifowania wpływa na wydajność warunków szlifowania. W celu wydajnego szlifowania zwykle wymagany jest niższy normalny opór szlifowania, aby zmniejszyć odkształcenia mechaniczne i obciążenie sprzętu.
Jak zapewnić jakość procesu?
Ponieważ czynniki te mają wzajemny wpływ, możemy ilościowo przeanalizować te zmiany, aby określić, jak zmienia się całkowity opór szlifowania ściernicy. Co więcej, w ulepszonym procesie szlifowania należy wziąć pod uwagę interakcję między liczbą ziaren ściernych a oporem pojedynczej krawędzi tnącej, aby zapewnić stabilność warunków szlifowania i jakość procesu.
Wnioski
Opór szlifowania jest kluczowym czynnikiem wpływającym na wydajność, precyzję i jakość szlifowania. Jest on określany głównie przez liczbę krawędzi ściernych i średni opór pojedynczej krawędzi, a te dwa czynniki nie są niezależnymi zmianami i muszą uwzględniać kombinację warunków szlifowania, stanu obciągania ściernicy i materiałów obrabianego przedmiotu oraz innych czynników.
Styczny opór szlifowania (T) jest bezpośrednio związany z ciepłem szlifowania i wpływa na termiczne pogorszenie powierzchni przedmiotu obrabianego i uszkodzenie materiału, podczas gdy normalny opór szlifowania (R) wpływa na odkształcenie ściernicy, przedmiotu obrabianego i konstrukcji mechanicznej, co z kolei wpływa na dokładność obróbki i żywotność sprzętu. Stosunek tych dwóch parametrów ma ogromne znaczenie dla stabilności warunków szlifowania i wydajności obróbki.
Ponadto, do głównych czynników wpływających na opór szlifowania należą powierzchnia styku ściernicy z przedmiotem obrabianym, gęstość działającej krawędzi i warunki szlifowania. Ponieważ czynniki te oddziałują na siebie wzajemnie i zmieniają się w złożony sposób podczas procesu szlifowania, nie można ocenić zmiany oporu szlifowania, biorąc pod uwagę jedną zmienną w izolacji. Tylko poprzez odpowiednie dostosowanie parametrów, optymalizację warunków obciągania oraz dobór i zastosowanie chłodziwa można skutecznie kontrolować opór szlifowania, aby uzyskać wydajne i stabilne szlifowanie, zapewnić jakość obrabianego przedmiotu i przedłużyć żywotność ściernicy.
Działania
- Dlaczego podczas szlifowania gromadzi się ciepło?>>Temperatura podczas szlifowania
- Podstawowa wiedza o materiałach ściernych, którą musisz znać >>>wprowadzenie do materiałów ściernych
- Kluczowa rola w wydajności ściernicy>>wprowadzenie do spoiw
- Czy aktualnie zmierzona chropowatość powierzchni osiągnęła oczekiwany cel>>>Tabela porównawcza szlifowania i polerowania z chropowatością powierzchni
- Różne oblicza ziarna ściernego>>działanie ścierne ziarna ściernego
- Co zrobić, jeśli powierzchnia uległa zniszczeniu?>>Dogłębna analiza procesu szlifowania w celu uniknięcia pogorszenia jakości powierzchni?
- Powierzchnia szorstka lub nie, gładka lub nie>>Co to jest chropowatość powierzchni
- Różne stany szlifowania ostrza>>dogłębne zrozumienie kształtu, zmian i mechanizmu samoostrzenia ostrza ściernicy
- Wykonanie >>>ściernice diamentowe i z boru azotku , materiały ścierne do polerowania, urządzenia do polerowania i narzędzia do polerowania.
- Przegląd
W zakresie szlifowania oferujemy indywidualne dostosowanie. Możemy modyfikować proporcje zgodnie z Twoimi potrzebami, aby osiągnąć najwyższą wydajność.
Jeśli po przeczytaniu tekstu nadal nie wiesz, jak wybrać najbardziej odpowiedni produkt,
Zapraszamy do kontaktu, nasi specjaliści odpowiedzą na Twoje pytania.
Jeśli potrzebujesz wyceny, skontaktuj się z nami.
Godziny obsługi klienta: poniedziałek – piątek 09:00-18:00
Numer kontaktowy:07 223 1058
Jeśli masz jakieś pytania, zapraszamy do wysłania wiadomości prywatnej na Facebooku!
Nasza strona na FB:https://www.facebook.com/honwaygroup
Być może zainteresują cię inne artykuły…
[wpb-random-posts]