W dziedzinie precyzyjnej obróbki, szlifowanie jest kluczowym procesem, szeroko stosowanym w celu poprawy jakości powierzchni i dokładności wymiarowej obrabianych przedmiotów. Niezależnie od tego, czy jest to produkcja form, części samochodowych czy komponentów lotniczych, szlifowanie odgrywa niezastąpioną rolę.
Jednak proces szlifowania często prowadzi do defektów, takich jak zapychanie, wygładzanie, pękanie lub przypalanie, z powodu niewłaściwego wyboru ściernicy, nieprawidłowego frezowania lub niewystarczającego dopływu płynu chłodzącego. Zjawiska te wpływają na jakość produktu i wydajność produkcji.
Aby zapewnić stabilność i wysoką jakość operacji szlifowania, dogłębne zrozumienie przyczyn różnych nieprawidłowości i odpowiednich środków zaradczych jest niezbędną wiedzą dla pracowników obróbki w celu poprawy zdolności procesowych i kontroli jakości.
Spis treści:
Czym jest ściernica zapchana?
W szlifowaniu zapychanym, odpady z obróbki przywierają do powierzchni ściernicy, co utrudnia dalsze szlifowanie.
Kształt tych odpadów jest zazwyczaj poszarpany lub stopiony, a mogą one tworzyć ostrza, które dodatkowo wpływają na efekt cięcia.
- Przywieranie wiórów: Wióry przywierają do powierzchni ściernicy, wpływając na wydajność szlifowania.
- Kształt wiórów: Często spotykane są wióry podarte i stopione, które zmniejszają wydajność cięcia.
- Duży opór szlifowania: Zwiększony opór podczas procesu szlifowania, który może powodować drgania.
- Jakość powierzchni obrobionej: Na powierzchni obrobionej mogą wystąpić rozdarcia lub drgania, co wpływa na gładkość powierzchni.
- Zużycie ściernicy: Ściernica zużywa się w większym stopniu niż w typie normalnym, co skraca jej żywotność.
Mała wiedza o drganiach: Odnosi się do zjawiska drobnych fal lub nierówności występujących na powierzchni przedmiotu obrabianego podczas procesu obróbki lub szlifowania. Zjawisko to zwykle wpływa na jakość powierzchni produktu końcowego i może prowadzić do niekwalifikujących się produktów.
Czym jest ściernica wygładzona?
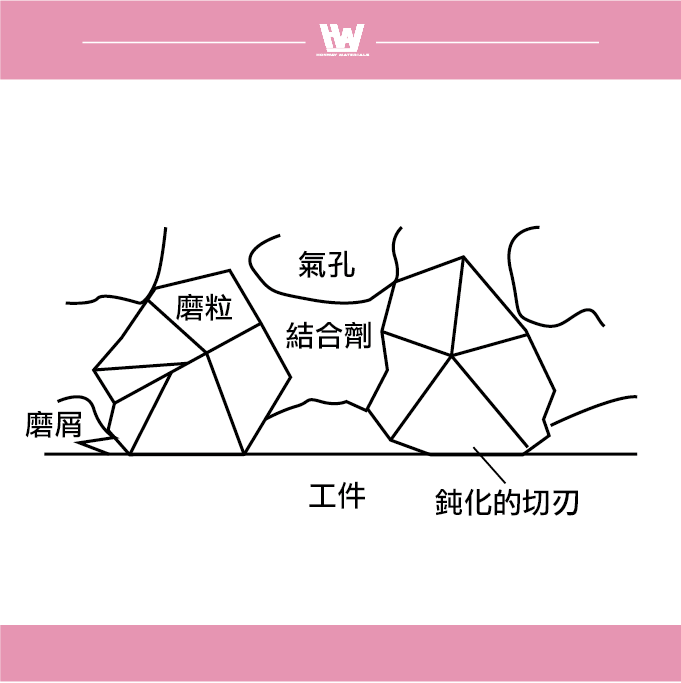
W szlifowaniu na gładko, materiał ścierny jest stępiony do stanu, w którym traci zdolność szlifowania, co powoduje, że powierzchnia materiału ściernego staje się gładka, a cała ściernica jest pokryta. Ma to negatywny wpływ na efekt szlifowania.
- Kształt wiórów: Wióry mają najczęściej kształt podarty lub stopiony, co dodatkowo wpływa na jakość obróbki.
- Stępienie materiału ściernego: Materiał ścierny traci zdolność cięcia i ma zaokrąglony kształt.
- Całkowite pokrycie: Cała powierzchnia ściernicy jest pokryta gładkim materiałem ściernym.
- Słaba zdolność cięcia: Z powodu stępienia materiału ściernego, zdolność cięcia znacznie spada.
- Duży opór szlifowania: Opór podczas procesu szlifowania wzrasta, wpływając na wydajność.
- Nadmierne ciepło: Ponieważ opór szlifowania wzrasta, generowana ilość ciepła również wzrasta.
- Drgania i przypalenia: Podczas procesu obróbki często obserwuje się drgania lub przypalenia powierzchni.
※Dalsza lektura: Rola granulacji ściernicy w procesie szlifowania
Przyczyny i rozwiązania problemów z niewłaściwym łączeniem, pakowaniem i wygładzaniem ściernic
| Warunki nieprawidłowe | powód | Obejście problemu |
| Słaba wydajność szlifowania 1. Wypełnienie 2. Wygładzanie 3. Wypalenie obrabianego przedmiotu 4. Jednoczesne występowanie wibracji | Koło szlifierskie jest zbyt twarde | 1. Zwiększ prędkość posuwu przedmiotu obrabianego, prędkość posuwu bocznego ściernicy i siłę nacisku na ściernicę. 2. Zmniejsz liczbę obrotów tarczy szlifierskiej i wybierz mniejszą średnicę zewnętrzną i szerokość tarczy szlifierskiej. 3. Regularnie używaj ostrego narzędzia do ostrzenia tarczy szlifierskiej, aby zachować jej ostrość. 4. Unikaj pozostawiania ściernicy na tym samym końcu przedmiotu obrabianego przez dłuższy czas podczas procesu posuwu poprzecznego. 5. Unikaj stosowania środków chłodzących zawierających składniki klejące lub zwiększ stopień rozcieńczenia płynu szlifierskiego, aby poprawić efekt chłodzenia. 6. Aby ułatwić obróbkę, wybierz tarczę szlifierską o grubszej ziarnistości lub mniejszej twardości (bardziej miękką). |
| Tarcza szlifierska jest zużyta i nieostra. Obrabiany przedmiot ma skośny stożek. Tarcza szlifierska ma rysy, a materiał ścierny łatwo odpada. | Ściernica jest zbyt miękka | 1. Zmniejsz prędkość posuwu przedmiotu obrabianego, prędkość posuwu ściernicy wgłębnej oraz siłę nacisku wywieraną na ściernicę. 2. Zwiększ prędkość obrotową ściernicy i użyj ściernicy o większej średnicy zewnętrznej i szerszej powierzchni czołowej. 3. Podczas obciągania ściernicy zastosuj płytszą głębokość skrawania i zwiększ liczbę dosuwów. 4. Podczas dosuwu wgłębnego unikaj nagłego oderwania ściernicy od przedmiotu obrabianego, aby zapewnić ciągły kontakt. 5. Zmniejsz stopień rozcieńczenia płynu szlifierskiego, aby poprawić jego właściwości smarujące i chłodzące. |
| Opakowanie ściernicy | Nieodpowiednia tarcza szlifierska | 1. Wybierz ściernicę o większym uziarnieniu, aby poprawić wydajność cięcia i odprowadzanie wiórów. 2. Użyj ściernicy o niższej twardości spoiwa (bardziej miękkiej), aby ułatwić samoobciąganie i zmniejszyć zatykanie. 3. Użyj ściernicy o luźniejszej strukturze (grubszej teksturze), aby poprawić chłodzenie i odprowadzanie wiórów. |
| Niewłaściwe przycinanie | 1. Użyj ostrzejszej ostrzałki diamentowej. 2. Zwiększ prędkość posuwu podczas ostrzenia. 3. Po ostrzeniu dokładnie oczyść powierzchnię tarczy szlifierskiej, aby usunąć wszelkie wióry i zanieczyszczenia. | |
| Nieodpowiedni płyn do szlifowania | 1. Wybierz olej szlifierski o doskonałych właściwościach czyszczących. 2. Zapewnij stabilny, równomierny i wydajny wtrysk płynu szlifierskiego. 3. W przypadku stosowania centralnego dopływu oleju, zwróć szczególną uwagę na jego czystość. | |
| Nieprawidłowa obsługa | Dostosuj warunki pracy ściernicy tak, aby wywierała ona mniejsze siły skrawania i łagodniejsze efekty podczas obróbki. | |
| Wygładzanie koła szlifierskiego | Nieodpowiednia tarcza szlifierska | 1. Oceń, czy wybrany materiał ścierny nadaje się do obróbki konkretnego materiału obrabianego. 2. Priorytetem są ściernice o większej ziarnistości, miększym wiązaniu i luźniejszej (grubszej) strukturze. |
| Niewłaściwe przycinanie | 1. Używaj ostrego dłuta i regularnie ostrz ściernicę. 2. Zwiększ prędkość posuwu podczas skrawania. 3. Odpowiednio zwiększ głębokość skrawania podczas skrawania. | |
| Nieodpowiedni płyn do szlifowania | 1. Wybierz nierozpuszczalny w wodzie olej szlifierski o doskonałych właściwościach smarnych. 2. Zapewnij stabilny, równomierny i wystarczający przepływ cieczy szlifierskiej. 3. Przeanalizuj i zoptymalizuj metodę wtrysku cieczy szlifierskiej (np. wtrysk od góry, wtrysk boczny lub wypływ centralny). | |
| Nieprawidłowa obsługa | 1. Zwiększ posuw ściernicy. 2. Dostosuj warunki pracy ściernicy, aby uzyskać łagodniejsze skrawanie podczas obróbki, co zmniejszy nadmierne zużycie i zapewni stabilny efekt obróbki. |
※Wymień tarczę szlifierską
Jeśli chcesz wymienić tarczę szlifierską, zalecamy, abyś dostarczył nam do oceny materiał aktualnie obrabianego przedmiotu, abyśmy mogli polecić Ci najodpowiedniejszą opcję.
Jeśli nie wiesz jak dostarczyć model, możesz również wysłać nam tarczę szlifierską.
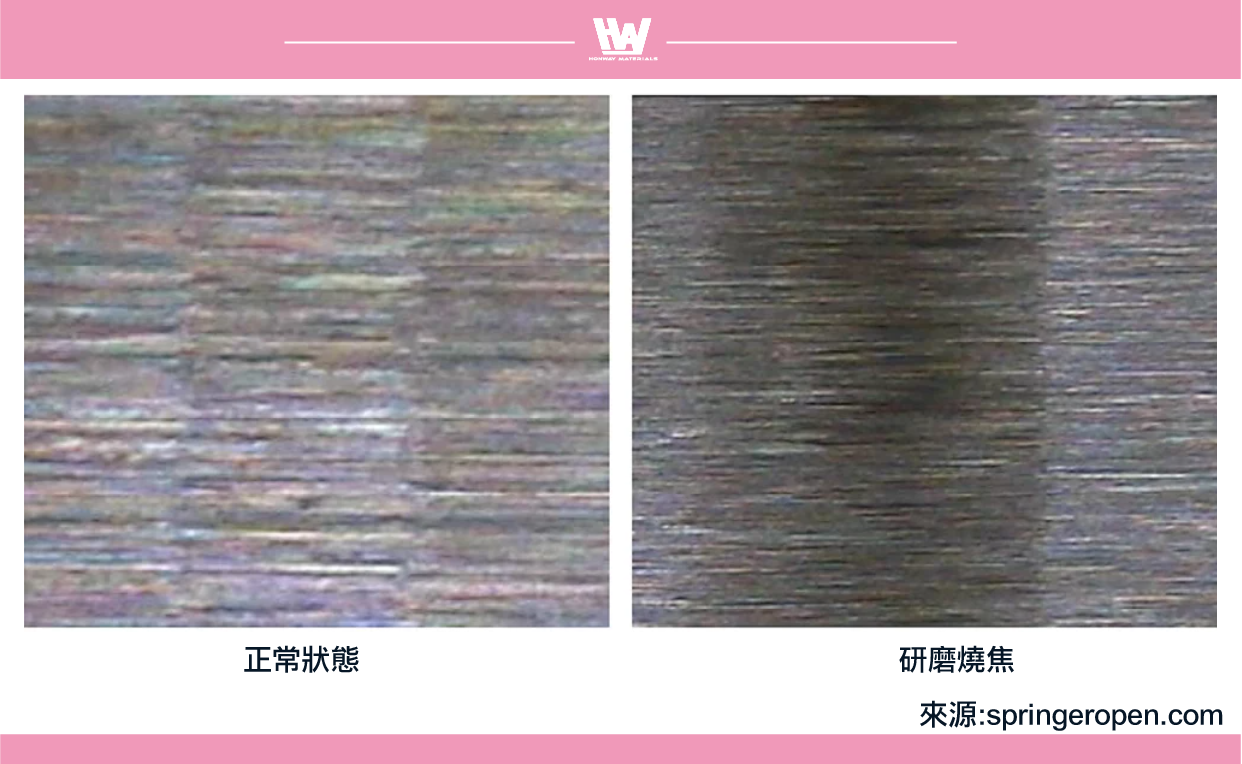
Czym jest pękanie szlifierskie?
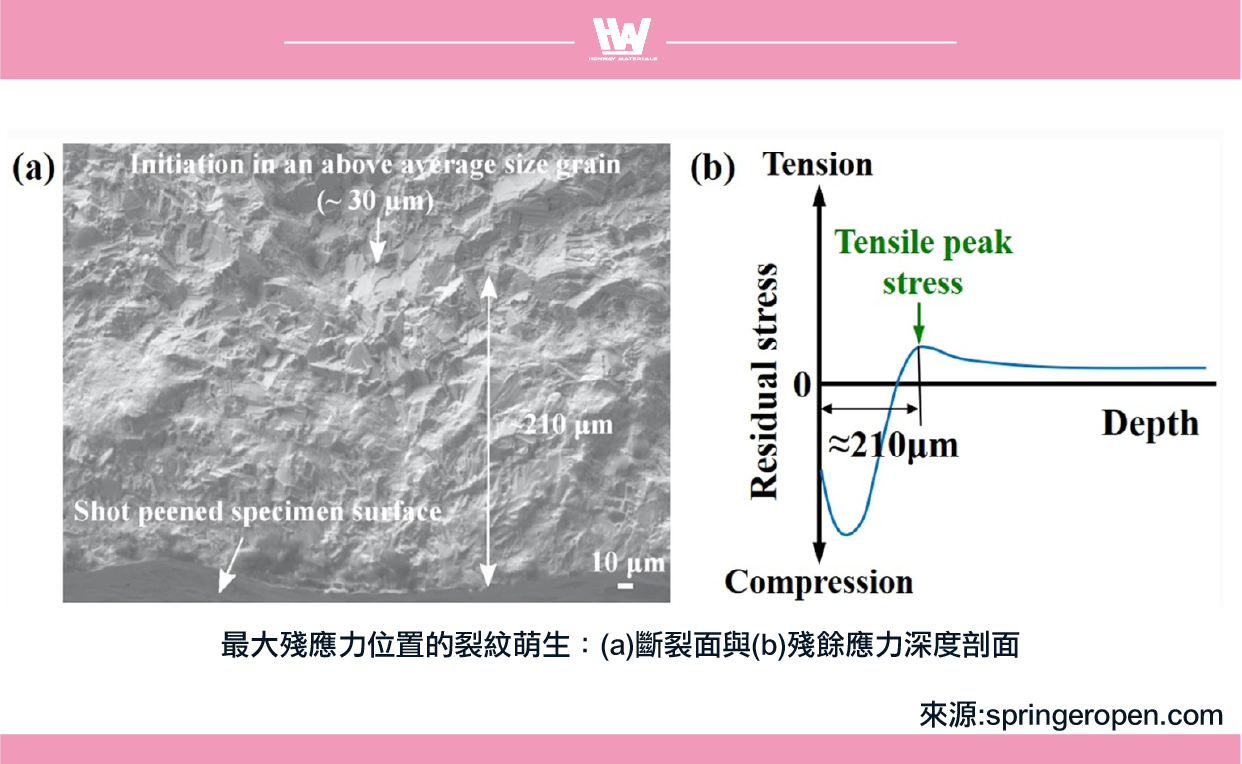
Pęknięcie szlifierskie to rodzaj uszkodzenia powierzchni materiału spowodowanego siłą szlifowania, ciepłem i innymi czynnikami podczas procesu szlifowania. Ten rodzaj pęknięcia zwykle objawia się pęknięciami, wiórami lub mikropęknięciami na powierzchni materiału, co niekorzystnie wpływa na jakość i dokładność obrabianego przedmiotu.
Problem ten jest powszechny w przypadku materiałów takich jak stale nawęglane, stale łożyskowe i wałki, a jego wystąpienie jest szczególnie prawdopodobne podczas szlifowania po hartowaniu i utwardzaniu.
※Dalsza lektura:Dogłębna analiza procesu szlifowania w celu uniknięcia pogorszenia jakości powierzchni?
Skutki pękania szlifierskiego
- Wpływ na trwałość zmęczeniową części mechanicznych: Pęknięcia szlifierskie czasami nie występują natychmiast, ale pojawiają się stopniowo w ciągu kilku godzin lub dni po zakończeniu szlifowania. Pęknięcia te znacząco wpływają na trwałość zmęczeniową części mechanicznych, wpływając tym samym na ich niezawodność i trwałość.
- Wpływ na dokładność wymiarową: pęknięcia mogą powodować odchylenia wymiarowe w obrabianym przedmiocie, wpływając na dokładność obróbki.
- Zwiększona kruchość i ryzyko pęknięcia: sprawia, że materiał jest bardziej kruchy i podatny na pęknięcia lub uszkodzenia.
- Zmniejszona odporność na korozję: pęknięte obszary mogą uszkodzić ochronną warstwę powierzchniową i zwiększyć ryzyko korozji.
Przyczyny i rozwiązania problemów z precyzją, przypaleniem i pękaniem obrabianego przedmiotu
| Warunki nieprawidłowe | powód | Rozwiązanie |
| Słaba okrągłość | Linia środkowa wyrzutnika centralnego jest zła | 1. Upewnij się, że otwór centralny jest dokładnie wywiercony. 2. Regularnie szlifuj, przeciągaj lub czyść otwór centralny, aby usunąć brud i zanieczyszczenia. 3. Regularnie sprawdzaj i koryguj sworzeń centralny, a w razie potrzeby przeszlifuj. 4. Upewnij się, że otwór centralny i sworzeń są odpowiednio smarowane podczas pracy. 5. Wyeliminuj wszelkie luzy w sworzniu centralnym, aby zapewnić jego bezpieczeństwo i stabilność. 6. Podczas szlifowania bezkłowego utrzymuj wysokość podparcia 10 mm. |
| Słabe przycinanie | 1. Sprawdź, czy położenie mechaniczne tarczy szlifierskiej podczas przycinania jest zgodne z położeniem mechanicznym tarczy szlifierskiej podczas szlifowania, a także upewnij się, że ich względne położenie nie ulega zmianie. | |
| Nierównowaga przedmiotu obrabianego | Aby zmniejszyć wibracje oraz zwiększyć dokładność i stabilność szlifowania, należy zainstalować wyważarkę i wyregulować ciężarek wyważający. | |
| Nieprawidłowa obsługa | 1. Podczas szlifowania z posuwem poprzecznym należy upewnić się, że ściernica nie odrywa się od przedmiotu obrabianego, aby zapobiec powstawaniu stożkowatego kształtu na jednym końcu przedmiotu obrabianego. 2. Zmniejszyć siłę posuwu. 3. Użyć twardszej ściernicy. 4. W przypadku długich lub cienkich przedmiotów obrabianych należy zastosować podpórkę, aby zapewnić stabilność i zapobiec wibracjom. | |
| Słaba cylindryczność przy stożkach stożkowych (stożek) | Nieodpowiednia tarcza szlifierska | 1. Użyj ściernicy o twardszym wiązaniu. 2. W procesie szlifowania z posuwem bezpośrednim szerokość powierzchni czołowej tarczy szlifierskiej powinna być nieznacznie większa od szerokości przedmiotu obrabianego. |
| Słabe przycinanie | Umieść diamentową końcówkę rozdrabniacza blisko miejsca szlifowania. | |
| Nieprawidłowa obsługa | 1. Omów ponownie konfigurację położenia wspornika. 2. Sprawdź, czy proces przesuwania ściernicy przebiega płynnie. 3. Podczas szlifowania poprzecznego szerokość powierzchni czołowej tarczy szlifierskiej powinna wynosić co najmniej jedną trzecią szerokości przedmiotu obrabianego. | |
| Rozszerzenie przedmiotu obrabianego | 1. Używaj odpowiedniej ilości chłodziwa, aby chronić przedmiot obrabiany i tarczę szlifierską. 2. Należy zwrócić uwagę na metodę podawania oleju smarującego, aby zapewnić równomierne rozprowadzenie i skuteczne chłodzenie obszaru szlifowania. 3. Zmniejsz prędkość posuwu ściernicy i zwiększ prędkość posuwu bocznego. | |
| Pozostaje | 1. Wybierz tarczę szlifierską o większej twardości. 2. Przed rozpoczęciem obróbki należy przeprowadzić dokładną kontrolę i ustandaryzować zarządzanie wymiarami podczas szlifowania ultradrobnego. 3. Sprawdź, czy czas szlifowania przesuwnego jest odpowiedni i upewnij się, że nie jest za długi ani za krótki. | |
| Spalony, popękany | Nieodpowiednia tarcza szlifierska | 1. Użyj ściernicy o bardziej miękkim spoiwie i grubszej strukturze, aby ułatwić samoczynne obciąganie ściernicy i poprawić wydajność cięcia. 2. Podczas pracy tarczą szlifierską należy dostosować parametry tak, aby uzyskać łagodniejsze cięcie. 3. Przycinaj regularnie i ostrożnie. |
| Nieodpowiedni płyn do szlifowania | 1. Upewnij się, że płyn do szlifowania jest wlewany równomiernie i w dużych ilościach. 2. Staraj się wlewać płyn szlifierski dokładnie do miejsca szlifowania. 3. Używaj oleju o dobrych właściwościach smarujących, najlepiej oleju nierozpuszczalnego w wodzie. 4. Jeśli używasz oleju rozpuszczalnego w wodzie, wybierz olej o dużej mocy i dodaj olej o odpowiednim stężeniu. | |
| Nieprawidłowa obsługa | 1. Zmniejsz ilość paszy. 2. Zwiększ prędkość posuwu poprzecznego, aby uniknąć koncentrowania się ściernicy na tym samym obszarze podczas szlifowania. 3. Zapobiegaj zatrzymywaniu się tarczy szlifierskiej w momencie jej kontaktu z przedmiotem obrabianym. | |
| Niewłaściwa obróbka cieplna przedmiotu obrabianego | 1. Sprawdź, czy temperatura odpuszczania nie jest zbyt niska. 2. Sprawdź, czy w obrabianym przedmiocie znajdują się niestabilne pozostałości strukturalne. | |
| Deformacja cienkich przedmiotów obrabianych | Nieprawidłowa obsługa | 1. Odpowiednio zmniejsz siłę magnetyczną dysku elektromagnetycznego. 2. Umieść stalową płytę o odpowiedniej grubości pomiędzy tarczą elektromagnetyczną a przedmiotem obrabianym, aby dostosować rozkład siły magnetycznej i poprawić stan adsorpcji. |
Wnioski
Podsumowując, chociaż szlifowanie jest metodą obróbki o wysokiej wydajności i dużej precyzji, zignorowanie szczegółów, takich jak wybór ściernicy, warunki frezowania, zastosowanie płynu chłodząco-smarującego czy parametry operacyjne, łatwo prowadzi do różnych anomalii, takich jak zapychanie, wygładzanie, przypalanie czy pękanie. Zjawiska te wpływają na jakość obrabianego przedmiotu i stabilność produkcji.
Tylko dzięki prawidłowemu doborowi ściernicy, precyzyjnemu frezowaniu, rozsądnej strategii chłodzenia i smarowania oraz stabilnym procedurom operacyjnym można skutecznie zwiększyć wydajność i jakość szlifowania, wydłużyć żywotność ściernicy oraz zapewnić niezawodność i spójność produktu końcowego. W obliczu coraz bardziej rygorystycznych wymagań procesowych, ciągłe doskonalenie warunków szlifowania i ustanawianie znormalizowanych procedur operacyjnych to ważne zadania, których żaden pracownik obróbki nie może zaniedbać.
Działania
- Jak wybrać ściernicę diamentową>>>Jak wybrać ściernicę diamentową i CBN?
- Prawidłowo zrozumieć sytuację nieprawidłowości szlifowania>>Jakie są przyczyny nieprawidłowości w szlifowaniu? Jak należy to rozwiązać?
- Jak wybrać narzędzie do ściernicy z łącznikiem skrawającym>>Jak przeprowadzić regulację ściernicy z różnymi rodzajami łączników?
- Czy obecna ściernica zużywa się normalnie?>>>Jaki jest obecny stan ściernicy ? -Koło do elektroformowania
- Jak regulować ściernicę >>metody regulacji i ostrzenia ściernicy
- Dwuetapowe ostrzenie ściernicy.>>Co to jest ostrzenie zgrubne i ostrzenie wykańczające?
- Jak wybrać narzędzie do obciągania ściernic>>Jak wybrać narzędzie do ostrzenia ściernic?
- Różne stany szlifowania ostrza>>dogłębne zrozumienie kształtu, zmian i mechanizmu samoostrzenia ostrza ściernicy
- Jaka jest różnica w cięciu ściernic łączonych spoiwem?>>Jak prawidłowo ostrzyć ściernice o różnych spoiwach?
- Co zrobić, jeśli na powierzchni szlifierskiej pojawią się zarysowania i przypalenia?>>Rysy i Przypalenia na Szlifowanej Powierzchni? Przyczyny i Metody Poprawy!
- Czym jest wiązanie?>>Co to jest klejenie? Jak dokonać wyboru?
- Wykonywanie obróbki za pomocą>>ściernic diamentowych i borazonowych, materiałów polerskich, sprzętu polerskiego, narzędzi polerskich oraz narzędzi do regulacji diamentowych.
- Jak ostrzyć ściernice z różnymi spoiwami? >> Jak ostrzyć ściernice z różnymi spoiwami?
- Przegląd
W zakresie szlifowania oferujemy indywidualne dostosowanie. Możemy modyfikować proporcje zgodnie z Twoimi potrzebami, aby osiągnąć najwyższą wydajność.
Jeśli po przeczytaniu tekstu nadal nie wiesz, jak wybrać najbardziej odpowiedni produkt,
Zapraszamy do kontaktu, nasi specjaliści odpowiedzą na Twoje pytania.
Jeśli potrzebujesz wyceny, skontaktuj się z nami.
Godziny obsługi klienta: poniedziałek – piątek 09:00-18:00
Numer kontaktowy:07 223 1058
Jeśli masz jakieś pytania, zapraszamy do wysłania wiadomości prywatnej na Facebooku!
Nasza strona na FB:https://www.facebook.com/honwaygroup
Być może zainteresują cię inne artykuły…
[wpb-random-posts]