W szlifowaniu precyzyjnym obciąganie ściernic jest kluczowym elementem, który bezpośrednio wpływa na wydajność skrawania ściernic, dokładność obróbki i jakość powierzchni obrabianych przedmiotów. Dzięki odpowiednim metodom obciągania i ustawieniom parametrów można zapewnić, że ściernica zachowa dobry kształt i zdolność cięcia, poprawiając w ten sposób wydajność obróbki i wydłużając żywotność ściernicy.
Tryby obciągania są głównie klasyfikowane jako frezowanie gładkie i frezowanie wsteczne, a między tymi dwoma trybami występują znaczne różnice w wynikach obciągania. Kluczowe parametry wpływające na wyniki obciągania, takie jak stosunek prędkości, prędkość posuwu osiowego, prędkość zatrzymania i prędkość posuwu, muszą być dostosowane do różnych wymagań obróbki.
Ze względu na różnorodność scenariuszy zastosowań i wymagań dotyczących obrabianych przedmiotów, zrozumienie i opanowanie tych technik obciągania może skutecznie zoptymalizować proces szlifowania i zapewnić stałą jakość i wysoką wydajność.
Spis treści:
Co to jest młynarz?
Oznacza to głównie, że kierunek cięcia rolek jest taki sam jak kierunek podawania przedmiotu obrabianego.
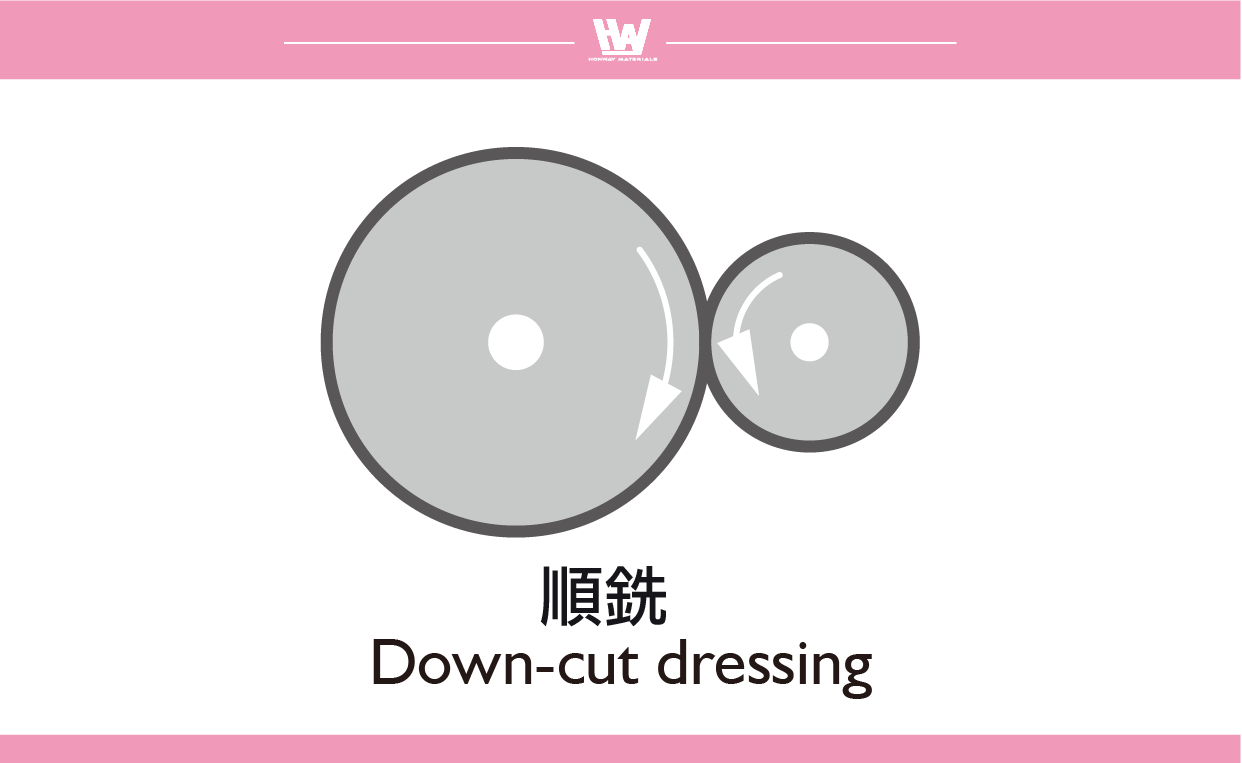
Cechy
- Wyższa efektywna chropowatość: Odpowiednia do wytwarzania bardziej szorstkich powierzchni ściernic i poprawy szybkości usuwania materiału.
- Duży wpływ stosunku prędkości: Zmieniając stosunek prędkości między rolką obciągającą a ściernicą, efektywną chropowatość można znacznie dostosować do różnych potrzeb przetwarzania.
Zakres zastosowania
- Nadaje się do wysokowydajnego profilowania, szlifowania zgrubnego i precyzyjnego szlifowania krytycznych konturów, które są podatne na przypalenia podczas szlifowania.
Co to jest backmill?
Oznacza to głównie, że kierunek cięcia rolek jest przeciwny do kierunku podawania przedmiotu obrabianego.
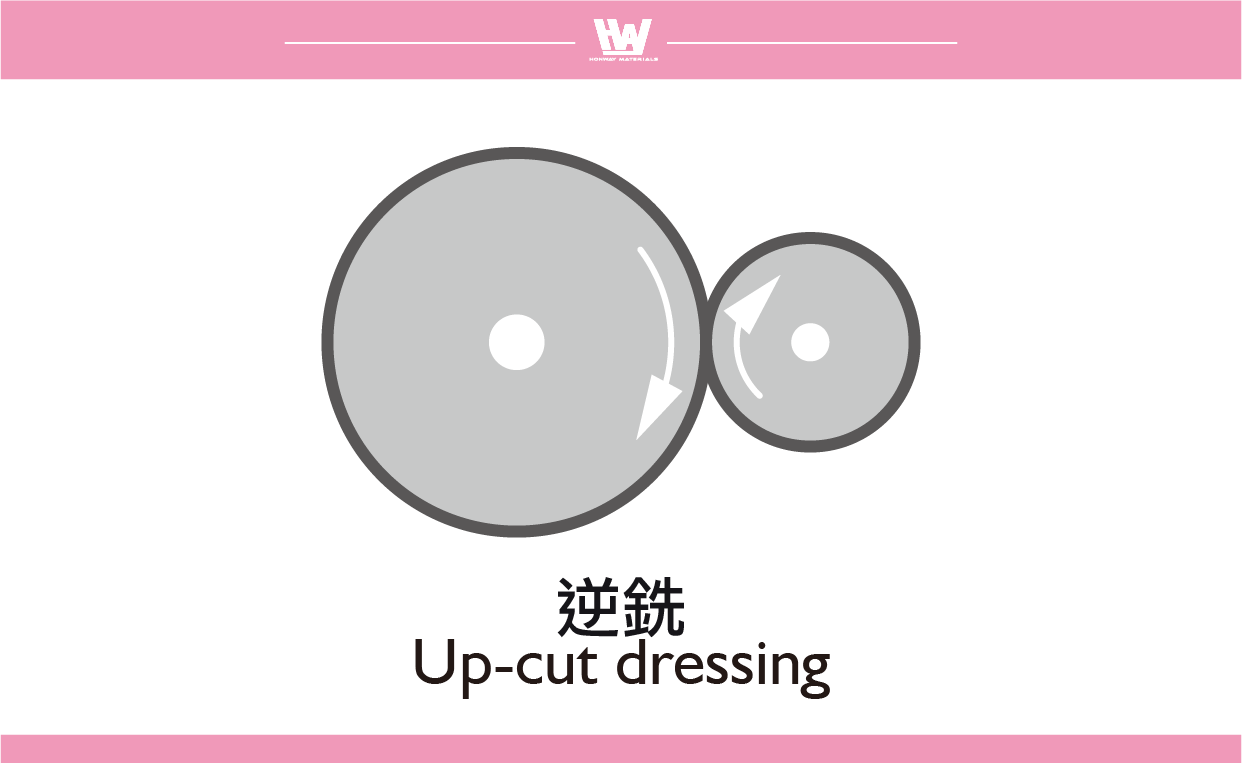
Cechy
- Niższa efektywna chropowatość: Tworzy drobniejszą powierzchnię ściernicy i poprawia dokładność i wykończenie obróbki.
- Wpływ stosunku prędkości jest stosunkowo niewielki: nawet jeśli stosunek prędkości jest regulowany, wpływ na efektywną chropowatość nie jest tak wyraźny, jak w przypadku gładkiego frezowania.
Zakres zastosowania
Nadaje się do ściernic drobnoziarnistych, zwłaszcza do niekrytycznego obciągania konturów, których nie można łatwo spalić podczas procesu szlifowania.
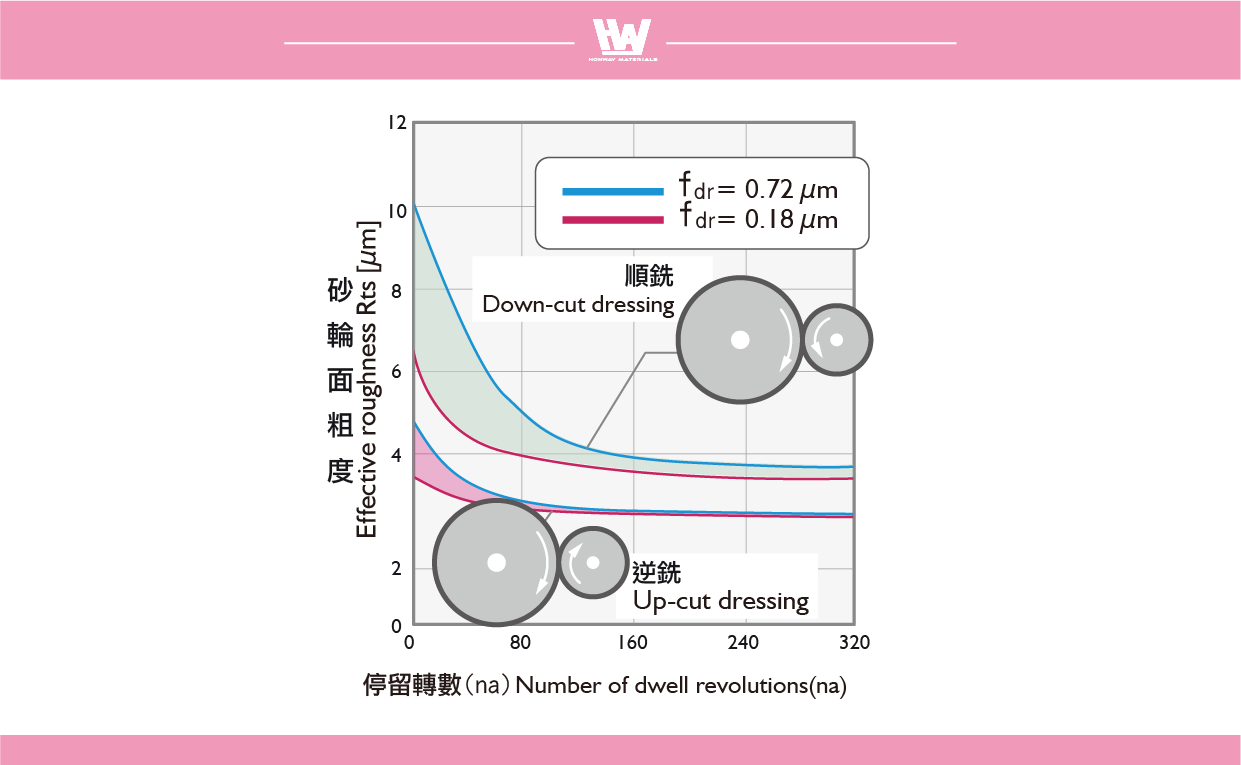
Możemy wyciągnąć następujące wnioski.
- Gładki materiał ścierny nadaje się do szlifowania zgrubnego i wydajnej obróbki ze względu na wyższą efektywną chropowatość, która umożliwia szybsze usuwanie materiału i jest odpowiednia do dokładnego szlifowania krytycznych konturów, które łatwo się przypalają.
- Obciąganie odwrotne nadaje się do obróbki precyzyjnej, zapewniając niższą chropowatość powierzchni w procesach szlifowania dokładnego o wysokich wymaganiach dotyczących wykończenia oraz w przypadku konturów niekrytycznych, które nie są łatwe do spalenia podczas procesu szlifowania.
Możemy więc wybrać, czy chcemy frezować z młynkiem, czy przeciwko niemu, zgodnie z własnymi potrzebami.
Cztery najważniejsze aspekty obciągania ściernicy wpływają na wartość chropowatości powierzchni.
Po wybraniu kierunku obciągania musimy zrozumieć, w jaki sposób różne ustawione przez nas wartości wpłyną na chropowatość powierzchni. Istnieją cztery główne wartości, które wpływają na chropowatość powierzchni ściernicy: stosunek prędkości, prędkość posuwu osiowego, prędkość zatrzymania i prędkość posuwu.
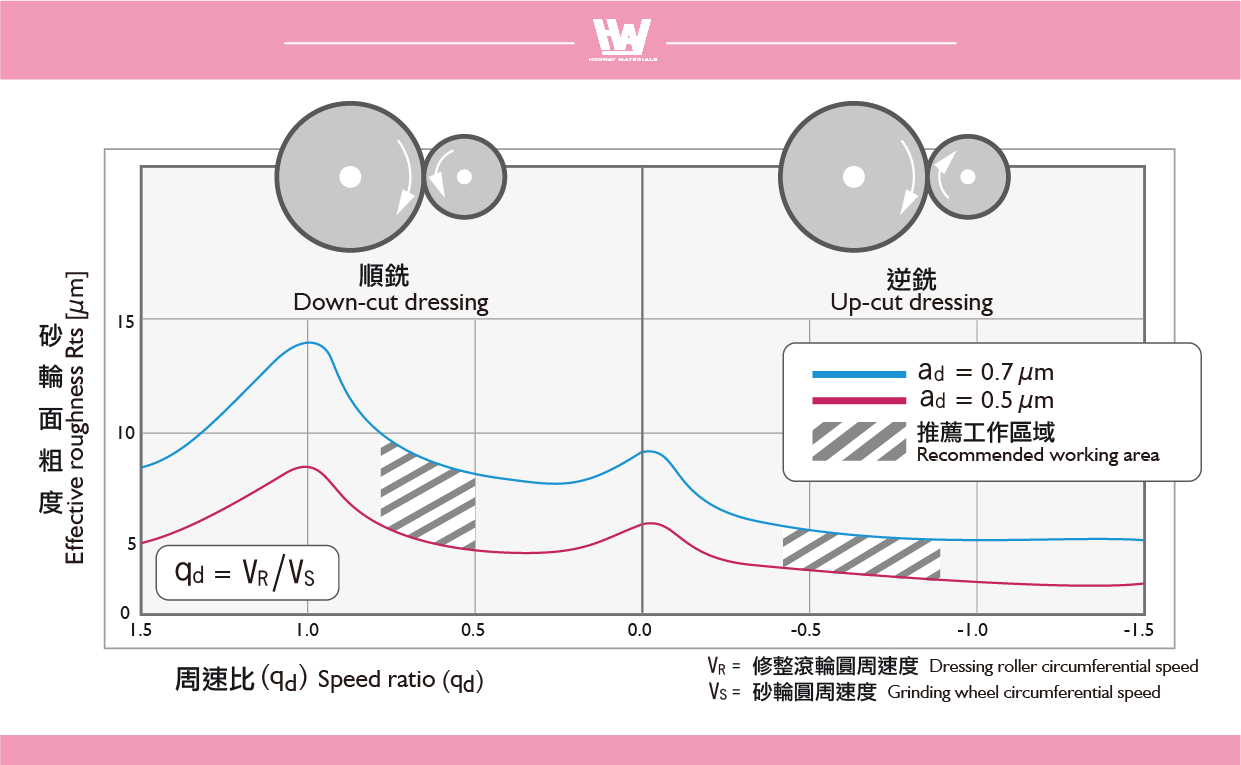
Współczynnik prędkości (qd)
Największy wpływ na chropowatość powierzchni uzyskuje się dzieląc tygodniową prędkość obrotową rolki obciągającej przez liczbę obrotów ściernicy, tj. qd=VS/VR.
- Wyższy współczynnik prędkości (qd↑): generuje wyższą efektywną chropowatość, dzięki czemu powierzchnia ściernicy jest bardziej szorstka i nadaje się do wydajnego usuwania materiału.
- Niższy współczynnik prędkości (qd↓): Zapewnia niższą efektywną chropowatość i gładszą powierzchnię ściernicy, odpowiednią do szlifowania precyzyjnego.
*Uwaga: Nie należy używać prędkości 1 lub zbliżonej do 1, ponieważ takie obciąganie może spowodować zbyt szybkie zużycie tarczy lub uszkodzenie rolek.
Prędkość posuwu osiowego (V)
jest ruchem posuwowym, w którym innym parametrem roboczym wymaganym podczas korzystania z diamentowych rolek obciągających jest prędkość osiowa lub styczna.
Zwiększona prędkość posuwu
- Prędkość posuwu podczas frezowania gładkiego jest zwykle wyższa niż w przypadku frezowania wstecznego.
- Im większa prędkość posuwu, tym wyższa efektywna chropowatość ściernicy, co czyni ją bardziej odpowiednią do szlifowania zgrubnego z dużą prędkością usuwania materiału.
Zmniejszona prędkość posuwu
- Przy niższych prędkościach posuwu obciąganie jest delikatniejsze i zapewnia gładszą powierzchnię ściernicy.
- Nadaje się do precyzyjnego szlifowania z wysokimi wymaganiami dotyczącymi wykończenia, co może zmniejszyć chropowatość powierzchni przedmiotu obrabianego i poprawić dokładność obróbki.
Ogólny zalecany zakres prędkości posuwu osiowego
- Szlifowanie zgrubne i obciąganie:100 – 300 mm/min
- Dokładne szlifowanie i obciąganie:30 – 100 mm/min
Prędkość posuwu powinna być dostosowana do wymagań aplikacji i warunków pracy, aby zapewnić najlepszą równowagę między wynikami obciągania a żywotnością ściernicy.
Dwell RPM (na)
Zwiększenie prędkości obrotowej zatrzymania (na↑) – im niższa chropowatość powierzchni: Jednak zbyt wysoka prędkość obrotowa zatrzymania może spowodować nadmierne naprężenie powierzchni ściernicy, wpływając na wydajność cięcia.
Zmniejszenie prędkości obrotowej zatrzymania (nie↓) – Większa chropowatość powierzchni: Jeśli prędkość obrotowa zatrzymania jest zbyt niska, może to prowadzić do nierównomiernego obciągania i wpływać na dokładność obróbki.
Sugerowane obroty mieszadła dla obróbki podfrezowaniem i przeciwfrezowaniem
- Frezowanie w dół: około 150 obrotów
- Obciąganie młyna wstecznego: ok. 50 obr.
※ Gdy chropowatość powierzchni jest wysoka, możliwe jest poprawienie jakości powierzchni poprzez odpowiednie zwiększenie liczby obrotów zatrzymania.
Co się stanie, jeśli się oparzę?
Chociaż niższe obroty spoczynkowe pomagają utrzymać wyższą chropowatość ściernicy, mogą powodować oparzenia szlifierskie, a jeśli tak się stanie, należy odpowiednio zwiększyć obroty spoczynkowe, aby uzyskać bardziej stabilny efekt obciągania i zmniejszyć uszkodzenia termiczne.
Prędkość posuwu (Ad)
Podczas obciągania ściernicy przyrost posuwu promieniowego odnosi się do ilości posuwu do diamentowego wałka obciągającego na każdy obrót ściernicy. Wraz ze wzrostem posuwu (bardziej przy frezowaniu niż przeciw frezowaniu), efektywna chropowatość odpowiednio wzrasta.
Sugerowana szybkość podawania:
- Standardowy posuw: 0,25-0,5 μm na obrót koła.
- Całkowity posuw: powinien być jak najmniejszy, aby odzyskać profil ściernicy (zwykle <0.03 mm)。
- Obciąganie ciągłe: Narzędzie jest podawane z prędkością 0,2 μm na obrót koła.
Standardowy zakres podawania:
- szlifowanie zgrubne:0.1–0.5 mm
- szlifowanie dokładne:0.005–0.05 mm
Podczas obciągania, ilość posuwu zależy głównie od typu rolki obciągającej, wymaganego profilu ściernicy, warunków cięcia, szlifowania zgrubnego lub dokładnego, a my możemy jedynie dokonać korekty zgodnie ze standardowymi wartościami ze względu na szeroki zakres warunków zastosowania.
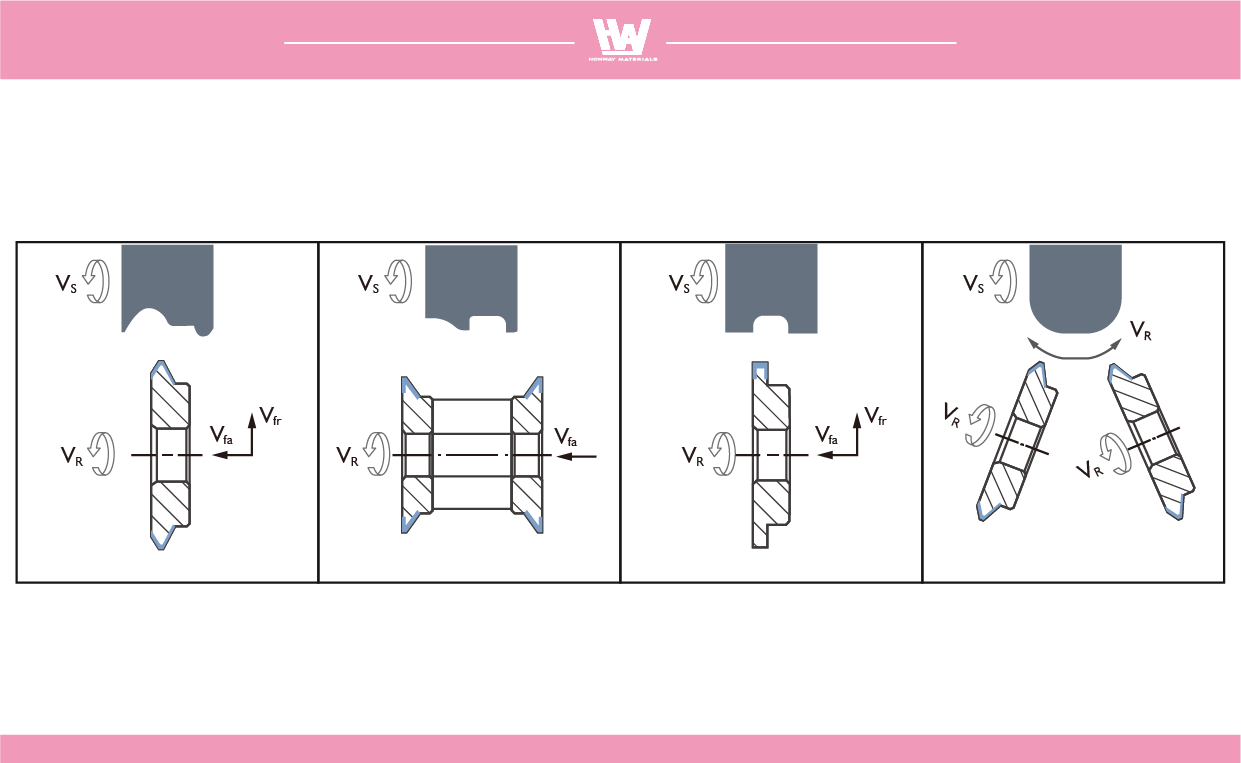
Wybór kształtu rolki
Metoda aplikacji wymaga różnych typów rolek kształtujących w zależności od wymaganego profilu ściernicy.
Popularne narzędzia do korekcji
Diamond Roller>>Diamond Roller
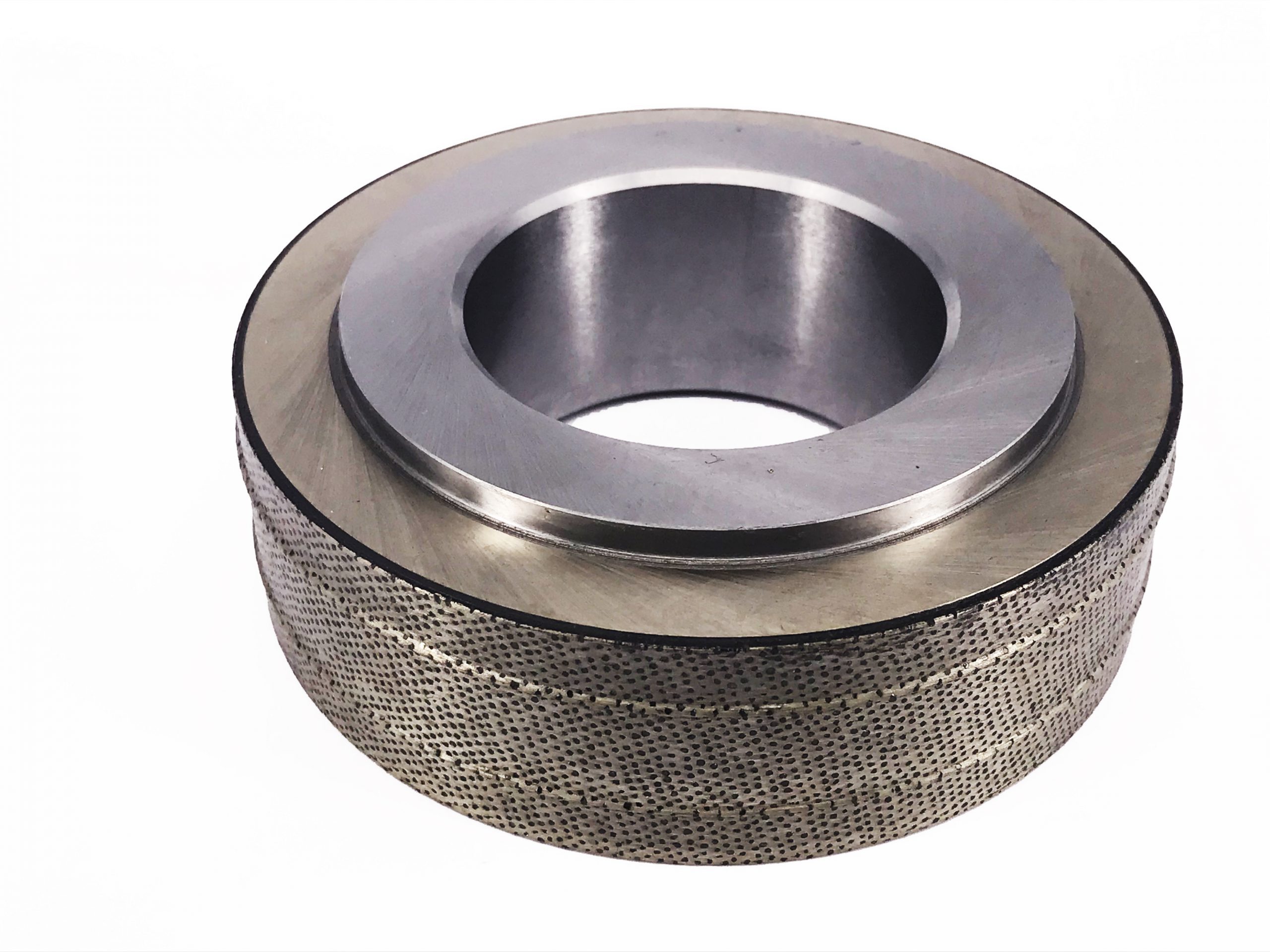
- Technologia: Elektroformowanie wsteczne, spiekanie
- Wprowadzenie: Diamentowy przenośnik rolkowy do obciągania może zapewnić najlepsze rozwiązanie do optymalizacji procesu podczas kształtowania ściernic i jest najczęściej stosowany do obciągania ściernic profilowych (materiał: korund, węglik krzemu, ściernice CBN itp.) o wysokich wymaganiach dotyczących precyzji.
- Nadaje się do: łożysk, śrub kulowych, prowadnic, kół zębatych, narzędzi, części samochodowych i lotniczych oraz innych precyzyjnych elementów. Zautomatyzowana operacja obciągania w celu utrzymania dokładności kształtu ściernicy podczas procesu formowania lub szlifowania wsadowego.
Wnioski
Sposób obciągania ściernicy i ustawione parametry mają decydujący wpływ na jakość szlifowania i wydajność obróbki. Charakterystyki obu typów obciągania są różne, przy czym pierwszy z nich jest odpowiedni do wydajnego usuwania materiału i szlifowania zgrubnego, a drugi do precyzyjnej obróbki i zastosowań wymagających wysokiej jakości wykończenia. Kluczowe parametry wpływające na efekt obciągania obejmują stosunek prędkości, prędkość posuwu osiowego, prędkość zatrzymania i prędkość posuwu, a zmiany każdego z tych parametrów będą miały bezpośredni wpływ na chropowatość powierzchni i stabilność obciągania ściernicy. Rozsądne dostosowanie tych parametrów może zapewnić, że proces obciągania może nie tylko utrzymać wydajność cięcia ściernicy, ale także wydłużyć jej żywotność, poprawiając w ten sposób ogólną jakość obróbki. Ponadto, wybór odpowiedniego kształtu rolki obciągającej zgodnie z wymaganiami obróbki jest również kluczem do zapewnienia dokładności profilu ściernicy i stabilności efektu obciągania. W praktyce metoda obciągania i ustawienia parametrów powinny być elastycznie dostosowywane do konkretnych warunków pracy i wymagań przedmiotu obrabianego, aby uzyskać najlepszy efekt szlifowania i stabilność obróbki.
Działania
- Dlaczego podczas szlifowania gromadzi się ciepło?>>Temperatura podczas szlifowania
- Podstawowa wiedza o materiałach ściernych, którą musisz znać >>>wprowadzenie do materiałów ściernych
- Kluczowa rola w wydajności ściernicy>>wprowadzenie do spoiw
- Czy aktualnie zmierzona chropowatość powierzchni osiągnęła oczekiwany cel>>>Tabela porównawcza szlifowania i polerowania z chropowatością powierzchni
- Różne oblicza ziarna ściernego>>działanie ścierne ziarna ściernego
- Co zrobić, jeśli powierzchnia uległa zniszczeniu?>>Dogłębna analiza procesu szlifowania w celu uniknięcia pogorszenia jakości powierzchni?
- Powierzchnia szorstka lub nie, gładka lub nie>>Co to jest chropowatość powierzchni
- Różne stany szlifowania ostrza>>dogłębne zrozumienie kształtu, zmian i mechanizmu samoostrzenia ostrza ściernicy
- . Jak wybrać proces walców diamentowych?>>Rzemiosło wałków diamentowych
- Wykonanie >>>ściernice diamentowe i z boru azotku , materiały ścierne do polerowania, urządzenia do polerowania i narzędzia do polerowania.
- Przegląd
W zakresie szlifowania oferujemy indywidualne dostosowanie. Możemy modyfikować proporcje zgodnie z Twoimi potrzebami, aby osiągnąć najwyższą wydajność.
Jeśli po przeczytaniu tekstu nadal nie wiesz, jak wybrać najbardziej odpowiedni produkt,
Zapraszamy do kontaktu, nasi specjaliści odpowiedzą na Twoje pytania.
Jeśli potrzebujesz wyceny, skontaktuj się z nami.
Godziny obsługi klienta: poniedziałek – piątek 09:00-18:00
Numer kontaktowy:07 223 1058
Jeśli masz jakieś pytania, zapraszamy do wysłania wiadomości prywatnej na Facebooku!
Nasza strona na FB:https://www.facebook.com/honwaygroup
Artykuły, które mogą Cię zainteresować…
[wpb-random-posts]