W dziedzinie obróbki precyzyjnej utrzymanie kształtu ściernicy jest bardzo ważne, a wybór odpowiedniej rolki diamentowej ma kluczowe znaczenie dla zapewnienia dokładności obróbki, trwałości narzędzia i wydajności. Różne technologie procesowe, czy to elektroformowanie dodatnie, odwrotne czy spiekanie, mają swoje unikalne zalety i zastosowania.
Każdy proces, w zależności od jego charakterystyki i sposobu rozmieszczenia cząstek diamentu, jest w stanie zaspokoić potrzeby obróbki różnych profili, od precyzyjnego, wysokowydajnego wykańczania drobnych profili po szorstkie powierzchnie i wysoką trwałość. Zrozumienie charakterystyki tych procesów może pomóc w wyborze optymalnego rozwiązania produkcyjnego, poprawie wydajności narzędzia i zapewnieniu, że profil jest przetwarzany z najwyższą jakością w celu uzyskania optymalnych wyników produkcyjnych.
W tym artykule przedstawimy szczegółowo charakterystykę i różne zastosowania trzech procesów elektroformowania dodatniego, elektroformowania odwrotnego i spiekania, aby czytelnicy mogli dogłębnie zrozumieć i wybrać odpowiedni proces ściernicy diamentowej.
Spis treści:
Galwanizacja dodatnia (Positive Electroplating)
Elektroformowanie to metoda wytwarzania metalowych części lub struktur przy użyciu technologii galwanicznej. Opiera się ona na zasadzie, że energia elektryczna jest wstrzykiwana do wałków poprzez osadzanie elektrolityczne, a diamenty są następnie mocowane do powierzchni tajwańskiego metalu.
Układ diamentów
- Losowo rozmieszczone diamenty: Wykonane metodą elektroformowania dodatniego, cząstki diamentu są losowo rozmieszczone na powierzchni konturu i utrwalone przez niklowanie, podczas gdy cząstki diamentu są zamocowane w jednej płaszczyźnie na powierzchni konturu.
Cechy i korzyści
- Cząsteczki diamentu różnią się rozmiarem i dlatego mają bardziej szorstką powierzchnię, która jest wyjątkowo erozyjna.
- Nadaje się do zastosowań wymagających dużej erozji i wysokiej chropowatości, ale nie do zastosowań wymagających wysokiej precyzji.
- Może być wielokrotnie odlewany przy niższych kosztach i wysokiej wydajności produkcji.
Elektroformowanie wsteczne (Reverse Electroplating)
W celu elektroformowania tego typu narzędzi podczas produkcji narzędzi metodą odwróconego elektroformowania, najpierw wykonywana jest metalowa katoda z odwróconym obrazem rolek obciągających, a następnie do katody wstrzykiwana jest energia elektryczna. Cząsteczki diamentu są przymocowywane do powierzchni Formica za pomocą odwrotnego elektroformowania.
Układ diamentów
- Losowe rozmieszczenie diamentów: Cząsteczki diamentu są losowo umieszczane na powierzchni złota.
- Ręcznie osadzane diamenty: Diamenty są ręcznie osadzane z dużą precyzją.
- Ręcznie ustawiane/losowo rozmieszczane diamenty: Połączenie ręcznie ustawianych i losowo rozmieszczanych diamentów zapewnia precyzję i elastyczność.
Cechy i korzyści
- Zastosowanie odwróconego elektroformowania zapewnia precyzyjne rozmieszczenie cząstek diamentu na powierzchni konturu, umożliwiając każdemu ziarnu udział w procesie obciągania, zwiększając wydajność obciągania i żywotność narzędzia.
- Rolki te nadają się do bardzo precyzyjnej obróbki, osiągając niezwykle wąskie tolerancje i są szczególnie odpowiednie do cienkich profili.
Spiekanie (Sintering)
Wytwarzane w procesie spiekania, cząstki diamentu są mieszane ze środkiem wiążącym i spiekane w matrycy rolkowej pod wysokim ciśnieniem i w wysokiej temperaturze.
Układ diamentów
- Losowo rozmieszczone diamenty: Cząsteczki diamentu są losowo rozmieszczone na powierzchni profilu.
Cechy i korzyści
- Powłoki są grubsze, do kilkukrotności wielkości ziarna diamentu, zwykle o grubości 2 mm, 3 mm lub 5 mm.
- Nadaje się do prostego przycinania profili o niskich wymaganiach dotyczących precyzji i może zachować oryginalny kształt przez długi czas.
- Może być stosowany do obciągania ściernic CBN o spoiwie ceramicznym.
- Mogą być od czasu do czasu ostrzone w celu wydłużenia żywotności narzędzia.
- Często wykonane w kształcie przyciętego wałka lub miski.
Etapy procesu spiekania
Rolki obciągające są wytwarzane w procesie spiekania w następujący sposób:
- Przygotowanie formy: Prefabrykowany korpus rolki obciągającej jest montowany w matrycy wykonanej ze stali narzędziowej do pracy na gorąco.
- Diamentowa powłoka wypełniająca: Wymieszać cząstki diamentu ze środkiem wiążącym i wlać do formy.
- Spiekanie wysokociśnieniowe: Zagęszczanie pod wysokim ciśnieniem i spiekanie w środowisku o wysokiej temperaturze.
- Chłodzenie i wykańczanie: Po schłodzeniu narzędzie jest precyzyjnie obrabiane w celu uzyskania ostatecznego kształtu i odsłonięcia ziaren diamentu.
Rodzaje diamentowych materiałów ściernych do wyboru dla trzech procesów
| Rzemiosło | Rodzaj materiału ściernego |
| Elektroformowanie dodatnie (Electroforming) | Diamenty naturalneDiamenty sztuczne |
| Elektroformowanie wsteczne (Reverse Electroplating) | Diamenty naturalneDiamenty sztuczne |
| Spiekanie (Sintering) | Naturalny diament CVD (metoda osadzania z fazy gazowej) |
Jak wybrać proces
Każdy z tych trzech procesów ma różne mocne i słabe strony, a także różne odpowiednie okazje. Wybór odpowiedniego procesu może wydłużyć żywotność rolek diamentowych i zapewnić jakość profilu.
| Rzemiosło | Odpowiednie okazje |
| Elektroformowanie dodatnie (Electroforming) | ●Wysokie wymagania dotyczące erozji i chropowatości ●Nie nadaje się do zastosowań wymagających wysokiej precyzji |
| Elektroformowanie wsteczne (Reverse Electroplating) | ●Precyzyjna obróbka, dokładne profile ●Idealny do unikania oparzeń na obrabianych przedmiotach spowodowanych przegrzaniem procesu szlifowania |
| Spiekanie (Sintering) | ●Proste profile wymagające mniejszej precyzji. ●Możliwość zachowania oryginalnego kształtu przez długi czas. ●Odpowiednie do obciągania ściernic CBN ze spoiwem ceramicznym. ●Często używane do obciągania wałków lub misek. |
Na podstawie powyższych scenariuszy możemy wyciągnąć następujące wnioski
- Precyzyjna i wysokowydajna obróbka (np. odwrotne elektroformowanie) dla precyzyjnych profili i wysokich standardowych tolerancji.
- Wymagania dotyczące chropowatych powierzchni (np. dodatnie elektroformowanie) dla bardzo agresywnych środowisk lub szybkiej produkcji.
- Wysoka trwałość i długotrwałe użytkowanie (np. spiekanie) są odpowiednie w sytuacjach, w których dokładność jest mniej ważna, ale wymagana jest długa konserwacja.
Popularne narzędzia do korekcji
Diamond Roller>>Diamond Roller
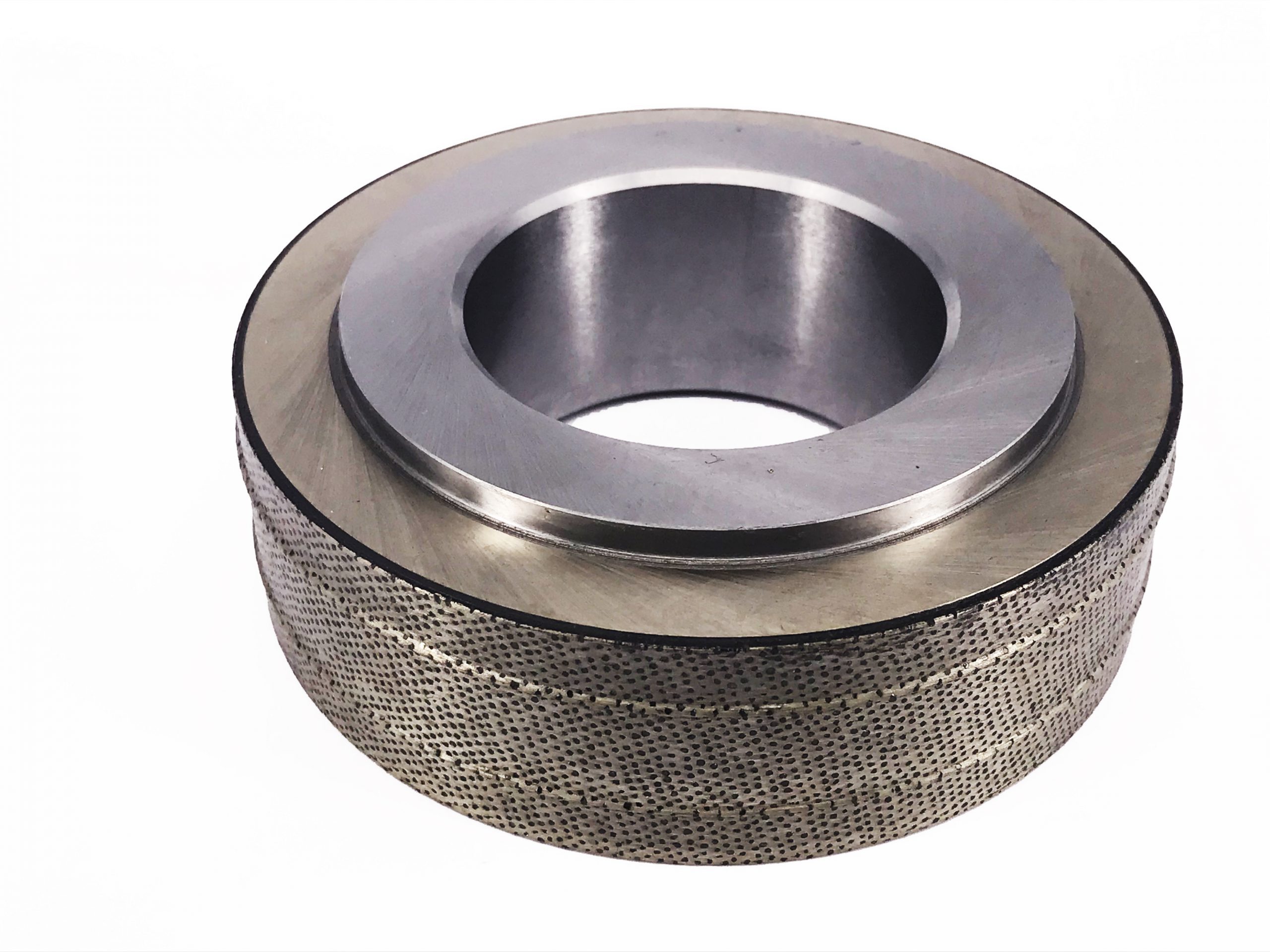
- Technologia: Elektroformowanie wsteczne, spiekanie
- Wprowadzenie: Diamentowy przenośnik rolkowy do obciągania może zapewnić najlepsze rozwiązanie do optymalizacji procesu podczas kształtowania ściernic i jest najczęściej stosowany do obciągania ściernic profilowych (materiał: korund, węglik krzemu, ściernice CBN itp.) o wysokich wymaganiach dotyczących precyzji.
- Nadaje się do: łożysk, śrub kulowych, prowadnic, kół zębatych, narzędzi, części samochodowych i lotniczych oraz innych precyzyjnych elementów. Zautomatyzowana operacja obciągania w celu utrzymania dokładności kształtu ściernicy podczas procesu formowania lub szlifowania wsadowego.
Wnioski
W zależności od różnych wymagań dotyczących przetwarzania, wybór odpowiedniego procesu ma kluczowe znaczenie dla wydajności i żywotności rolek diamentowych. W przypadku wysoce precyzyjnego i wydajnego wykańczania najbardziej odpowiedni jest proces odwrotnego elektroformowania, zwłaszcza w przypadku drobnych profili i wysokich standardowych tolerancji; w przypadku środowisk silnie korozyjnych lub powierzchni o wysokiej chropowatości, proces dodatniego elektroformowania oferuje opłacalne rozwiązanie; w przypadku niższej precyzji i długotrwałego użytkowania proces spiekania jest bardziej odpowiedni i może utrzymać stabilną wydajność; a w przypadku profili specjalnych, proces odwrotnej osmozy jest bardziej odpowiedni. W przypadku profili specjalnych, proces odwróconej osmozy zapewnia precyzyjne wyniki inkrustacji, szczególnie w przypadku wysokich, wąskich struktur żebrowanych, których nie można pokryć galwanicznie. Wybór odpowiedniego procesu dla tych wymagań zwiększy wydajność narzędzia i zagwarantuje jakość profilu.
Działania
- Dlaczego podczas szlifowania gromadzi się ciepło?>>Temperatura podczas szlifowania
- Podstawowa wiedza o materiałach ściernych, którą musisz znać >>>wprowadzenie do materiałów ściernych
- Kluczowa rola w wydajności ściernicy>>wprowadzenie do spoiw
- Czy aktualnie zmierzona chropowatość powierzchni osiągnęła oczekiwany cel>>>Tabela porównawcza szlifowania i polerowania z chropowatością powierzchni
- Różne oblicza ziarna ściernego>>działanie ścierne ziarna ściernego
- Co zrobić, jeśli powierzchnia uległa zniszczeniu?>>Dogłębna analiza procesu szlifowania w celu uniknięcia pogorszenia jakości powierzchni?
- Powierzchnia szorstka lub nie, gładka lub nie>>Co to jest chropowatość powierzchni
- Różne stany szlifowania ostrza>>dogłębne zrozumienie kształtu, zmian i mechanizmu samoostrzenia ostrza ściernicy
- Wykonanie >>>ściernice diamentowe i z boru azotku , materiały ścierne do polerowania, urządzenia do polerowania i narzędzia do polerowania.
- Przegląd
W zakresie szlifowania oferujemy indywidualne dostosowanie. Możemy modyfikować proporcje zgodnie z Twoimi potrzebami, aby osiągnąć najwyższą wydajność.
Jeśli po przeczytaniu tekstu nadal nie wiesz, jak wybrać najbardziej odpowiedni produkt,
Zapraszamy do kontaktu, nasi specjaliści odpowiedzą na Twoje pytania.
Jeśli potrzebujesz wyceny, skontaktuj się z nami.
Godziny obsługi klienta: poniedziałek – piątek 09:00-18:00
Numer kontaktowy:07 223 1058
Jeśli masz jakieś pytania, zapraszamy do wysłania wiadomości prywatnej na Facebooku!
Nasza strona na FB:https://www.facebook.com/honwaygroup
Być może zainteresują cię inne artykuły…
[wpb-random-posts]