
The heat generated in grinding (referred to as grinding heat) is an important phenomenon that cannot be ignored in the grinding process, and the main cause is caused by high-speed friction when the abrasive grain cuts the workpiece.
The distribution and generation of grinding heat can be affected by a variety of factors, such as the material of the grinding wheel, the material of the workpiece, the grinding conditions (e.g. speed, feed, depth of cut, etc.), and the use of coolant.
For workpieces:
Poor grinding can cause the temperature of the workpiece to rise, causing thermal expansion, surface burns, tempering and softening of the hardened layer, and even micro-grinding cracks in the workpiece.
For grinding wheels:
Poor grinding may cause the temperature of the grinding wheel to rise, accelerate the wear of the grinding wheel, melt the binder, and even cause some micro-changes in the grinding wheel to reduce the processing stability.
※宏崴補充站:鑽石砂輪不耐高溫(600-700℃),如果要進行高溫研磨請選CBN>>>鑽石砂輪與CBN怎麼選擇
Therefore, how to effectively control the generation and transfer of grinding heat, and manage it through reasonable cooling and process parameter adjustment, is an important topic in grinding technology.
Table of Contents
The difference in grinding heat between conventional and super grinding wheels
Important: The heat conductivity of the super grinding wheel is higher than that of the traditional grinding wheel, most of the heat of the super grinding wheel will be carried to the center of the grinding wheel, while the grinding heat of the traditional grinding wheel will be mostly on the workpiece.
Heat ratio (80/20):
Super grinding wheel: 80% on the grinding wheel, 20% on the workpiece.
Traditional grinding wheel: 20% on the grinding wheel, 80% on the workpiece.
This data is for reference only, and the actual test may fluctuate due to factors such as workpiece, abrasive material, processing selection, environment, etc.
– The following applies to both super and conventional grinding wheels—
Causes of grinding heat
When grinding a workpiece with a grinding wheel, the grinding process generates a large amount of heat, and the distribution of these heats determines the temperature increase of the final workpiece.
Effect of excessive grinding heat
1. High Temperature & Sparks:
- During the grinding process, the negative bevel angle between the abrasive cutting edge and the workpiece results in extremely high cutting speeds and high temperatures, which are accompanied by flying sparks.
- Impact: When the abrasive chips are looked at through a microscope, they can be seen to contain molten spheres, indicating that the local temperature is close to the melting point of the workpiece material.
2. Thermal expansion and oxidation of workpiece:
- Excessive grinding heat will increase the surface temperature of the workpiece, causing thermal expansion and oxidation
- Impact: Machined surface quality.
3. Surface grinding and scorching lead to reduced workpiece performance:
- Excessively high surface temperatures can cause localized scorching and reduced wear resistance.
- Impact: For hardened steels, excessive heat may induce tempering, weakening hardness and strength, resulting in fine grinding cracks.
4. Cracks and processing defects:
- Excessive grinding heat can cause microcracks or even microcracks during or after machining, further weakening the structural integrity of the workpiece.
Classification of grinding temperatures
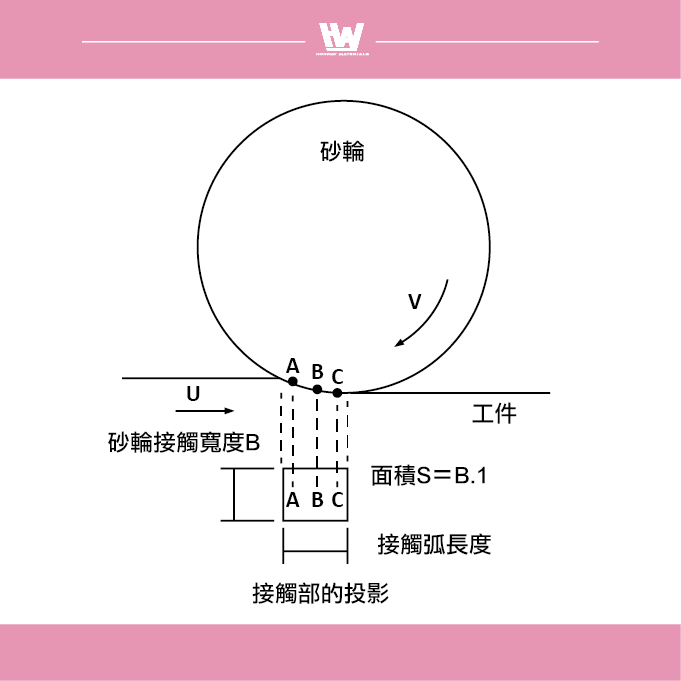
磨料研磨點溫度(A.B)(磨料切刃前端的溫度)
- 定義:: Refers to the local high temperature that the cutting edge of the abrasive shown in A and B reaches instantaneously at the front end during grinding.
- 溫度特徵: It often reaches more than 1000 hundreds of °C, and is the hottest area in the grinding process.
- 影響: Grinding efficiency is closely related to abrasive consumption, and the heat resistance of the abrasive should be evaluated based on this temperature.
砂輪研磨點溫度(S) (Average temperature of the contact surface between the grinding wheel and the workpiece)
- 定義: : Refers to the overall average temperature when the contact area between the grinding wheel and the workpiece is S.
- 溫度特徵: This temperature is lower than the abrasive grinding point temperature, but has a wider distribution.
- 影響: Associated with thermal damage to the workpiece, such as surface burning, melting, or cracking.
工件溫度(The temperature at which heat flows into the workpiece)
- 定義:: Refers to the overall or local temperature caused by the inflow of grinding heat into the workpiece.
- 影響:過高的工件溫度會引起熱膨脹,導致工件尺寸精度下降。則若工件是淬火鋼,可能因局部溫度過高而發生回火,發生細研磨裂痕。
Criteria for judging grinding temperature
The influence of grinding temperature on grinding results can be divided into three levels according to the grinding phenomenon:
若重視磨料損耗 → 磨料研磨點溫度最重要
For example, if you want to extend the life of the grinding wheel, you need to reduce the local high temperature of the abrasive, choose an abrasive with better heat resistance, or adjust the grinding parameters.
若關注工件表面品質 → 砂輪研磨點溫度最重要
For example, if you want to extend the life of the grinding wheel, you need to reduce the local high temperature of the abrasive, choose an abrasive with better heat resistance, or adjust the grinding parameters.
若要求尺寸精度 → 工件溫度最重要
For example, when it is necessary to reduce the influence of thermal expansion on dimensional accuracy, it is important to control the temperature at which heat flows into the workpiece to ensure machining stability.
Depending on what you are currently focusing on, you can decide how to improve the process.
Calculation of the average temperature rise of the workpiece (for both conventional and super grinding wheels)
During the grinding process, almost all mechanical energy is converted into heat energy. Some of the heat flows into the workpiece, while the other part is dissipated or dissipated through slurry, air, collet, center, etc. The heat difference between the two is stored within the workpiece, causing the workpiece temperature to rise, and its average temperature rise can be calculated based on the heat capacity (volume× density, × specific heat) of the workpiece.
Let the average temperature rise θ of the workpiece and the increase in θ per unit time dθ/d be expressed by the following program:
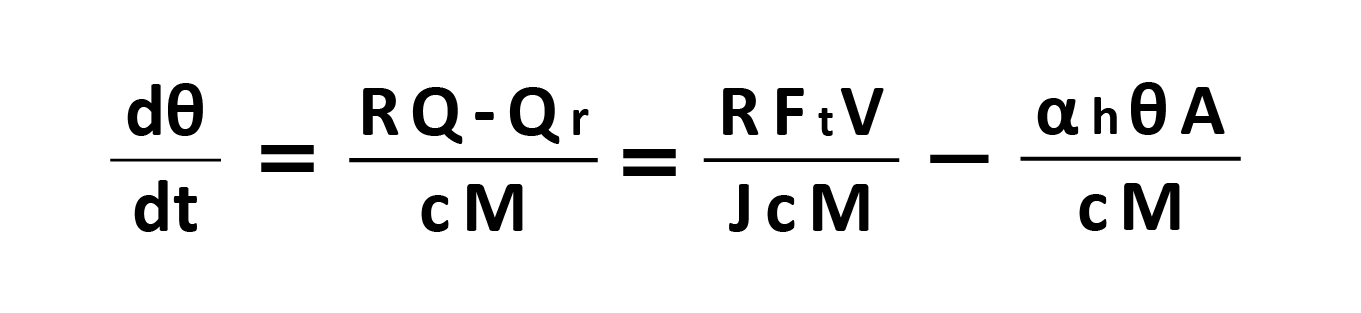
Thereinto:
V: Grinding speed
Ft: tangential grinding resistance
R: Heat inflow rate (proportion of heat flowing into the workpiece)
Q: Total grinding heat generated per unit time (grinding resistance ⋅ grinding speed)
Qr: The amount of heat lost on the surface of the workpiece per unit of time
M: Workpiece quality
A: Exothermic area
C: Specific heat
J: Thermal work equivalent
αh: Heat transfer rate on the surface of the workpiece (depending on cooling conditions)
When t=0, the temperature rise of the workpiece θ=0. The average temperature θ of the workpiece can be obtained by the following formula as time t increases:
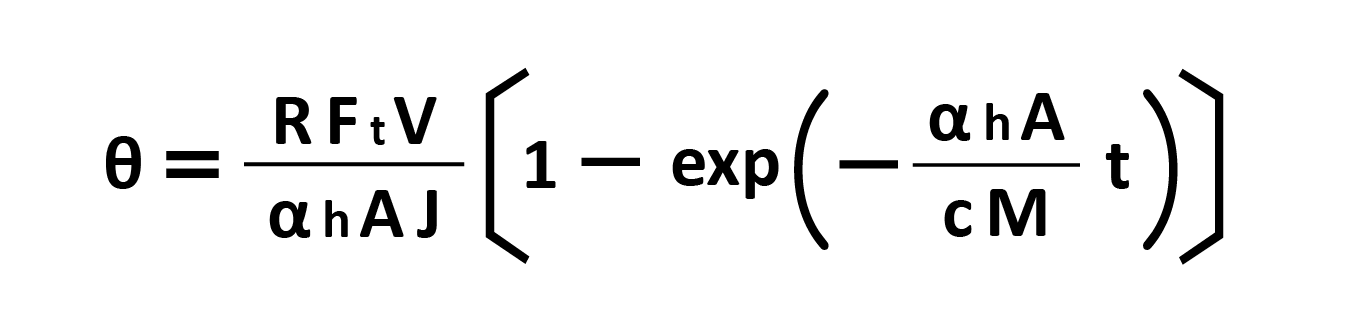
This equation shows:
- At the initial moment (t→0), the temperature rise of the workpiece is faster.
- As time increases, the heat inflow into the workpiece balances with the heat dissipation, and finally stabilizes at the equilibrium temperature.
Characteristics of heat inflow rate R
- 乾式研磨 : 0.7~1.0 (most of the heat enters the workpiece).
- 水溶性研磨油: Significantly reduced to less than 0.2 (significant cooldown).
Effect of surface heat transfer rate αh
- 水溶性研磨油: The heat transfer rate is about 0.1~0.5 cal/°C·cm²·sec.
- 無空氣流通 : The heat transfer rate is reduced to 1/10 (the cooling effect is significantly reduced).
In grinding processes cooled by a large amount of grinding oil, the average temperature rise of the workpiece can be effectively controlled within 10°C.
Control of grinding temperature
1.使用大量冷卻能力高的研磨液Since some of the grinding heat is carried away by abrasive chips and machining fluids, the use of slurries with high cooling capacity can help to disperse the high temperature during grinding and reduce the heat of the workpiece and grinding wheel.
2.砂輪使用粒度大、結合度小、組織粗者The combination and density of the grinding wheel will affect the generation of heat, too dense abrasives will lead to heat accumulation and make the grinding process easy to produce high temperatures, choosing the right material or adjusting the right pores can help reduce the heat and achieve high-efficiency processing at the same time.
3. Reduce the rotation speed of the grinding wheel
4.減小切入量: Excessive plunge is also easy to cause grinding wheel chips, which can cause burns on the grinding surface and damage to the grinding wheel
5.增大進給量(橫送速度) : Reducing the dwell rate at a single point helps to dissipate heat from the workpiece
6.發生平滑、填塞的砂輪請立即修整: If you have been maintaining the original machining method, but you find that it is smooth or clogged, you can try the first step “increase the rotation speed” to see if the grinding wheel can metabolize automatically, and if it still does not work, it is recommended to trim it.
7. When converting the traditional grinding wheel to the super grinding wheel, if your grinding wheel is too wide, it is recommended to give priority to reducing the width conversion.
Honway Replenishment Station: When the contact area between the grinding wheel and the workpiece is large (such as internal grinding), it will cause more heat generated by grinding, which will increase the grinding temperature. In this case, special attention should be paid to the temperature rise of the workpiece to prevent dimensional errors, surface burns, or other thermal damage due to overheating.
Conclusion
Grinding heat is a phenomenon generated by the conversion of mechanical energy into heat energy during the grinding process, which is mainly caused by high-speed friction between the abrasive and the workpiece.
In order to effectively control the grinding heat, it is necessary to take reasonable countermeasures to reduce the generation of grinding heat, such as using slurry with good cooling effect, selecting suitable grinding wheels, reducing grinding wheel turnover speed, reducing the amount of plunge, increasing the feed and dressing the grinding wheel in time. In addition, for grinding operations with a large contact area, such as internal grinding, cooling and heat dissipation measures should be strengthened. By effectively managing the grinding heat, the surface quality and dimensional accuracy of the workpiece can be ensured, and the machining stability and service life of the grinding wheel can be improved.
Action
- How to choose grinding wheel>>>How to Choose Between Diamond Wheels and CBN Wheels?
- The basic knowledge of abrasives that must be known>>>Grinding-Abrasive Introduction
- The Key Role of Grinding Wheel Performance>>Bond
- Various aspects of grinding wheel abrasive grains>>The Grinding Effect of the Grinding Wheel Particles
- Whether the current measured surface roughness meets your expected goals>>>Comparison Chart of Grinding Polishing and Surface Roughness
- Is the current grinding wheel wear normally>>>What is the current status of the grinding wheel? – Electroplated Grinding Wheel Section
- Action>>>Diamond and CBN grinding wheel, Polishing abrasive, Polishing Equipment, Polishing Tools
- Review
We offer customized adjustments to the grinding process, tailored to meet processing requirements for maximum efficiency.
After reading the content, if you still don’t know how to select the most suitable option,
Feel free to contact us and we will have specialist available to answer your questions.
If you need customized quotations, you’re also welcome to contact us.
Customer Service Hours: Monday to Friday 09:00~18:00 (GMT+8)
Phone: +8867 223 1058
If you have a subject that you want to know or a phone call that is not clear, you are welcome to send a private message to Facebook~~
Honway Facebook: https://www.facebook.com/honwaygroup
