
The lifespan of a grinding wheel is closely related to its wear. As long as no “abnormal conditions” occur, a grinding wheel can generally be deemed usable and continue its operation.
This article introduces several key aspects of grinding wheel wear, methods for calculation, and ways to address wear issues. If you’re interested, follow along for more insights.
In grinding operations, the lifespan of the grinding wheel significantly affects both machining efficiency and quality. The usable life of a grinding wheel is influenced by multiple factors, including: Bonding strength, workpiece speed, wheel rotational speed, depth of abrasive penetration.
Different grinding conditions can alter the rate of wheel wear. This explains why a grinding wheel may perform well under one set of conditions (Method A) but poorly under another (Method B).
Understanding how to calculate the grinding ratio and specific wear rate can help in selecting the right grinding wheel, which is crucial for improving production efficiency and reducing costs.
Table of Contents
Four Common Grinding Wheel Cutting Edge States
The cutting edges of a grinding wheel undergo various changes during operation, resulting in different edge states.
1. Fracture Type (Breakage): During grinding, when the abrasive cutting edges wear down, the grinding resistance increases. This heightened resistance causes abrasive particles to detach from the wheel, resulting in a rough surface on the grinding wheel with increased spacing between particles.
2. Normal Type (Self-Sharpening): As the abrasive cutting edges dull, grinding resistance rises. In this state, abrasives naturally fracture or split, exposing fresh, sharp edges. This process restores the wheel’s cutting ability and maintains efficient grinding performance.
3. Clogging Type: During this grinding state, chips and debris adhere to the wheel’s surface, obstructing further grinding. These chips often appear as torn or molten material and may even form protrusions that affect the cutting process.
4. Smoothing Type: The abrasives become overly dull, losing their grinding ability. This results in the wheel’s surface becoming smooth and coated, impairing its cutting function.
(Extended Reading: The Grinding Effect of the Grinding Wheel Particles)
Different Types of Wear of Grinding Wheels
Due to varying cutting edge states, the wear processes of grinding wheels change over time.
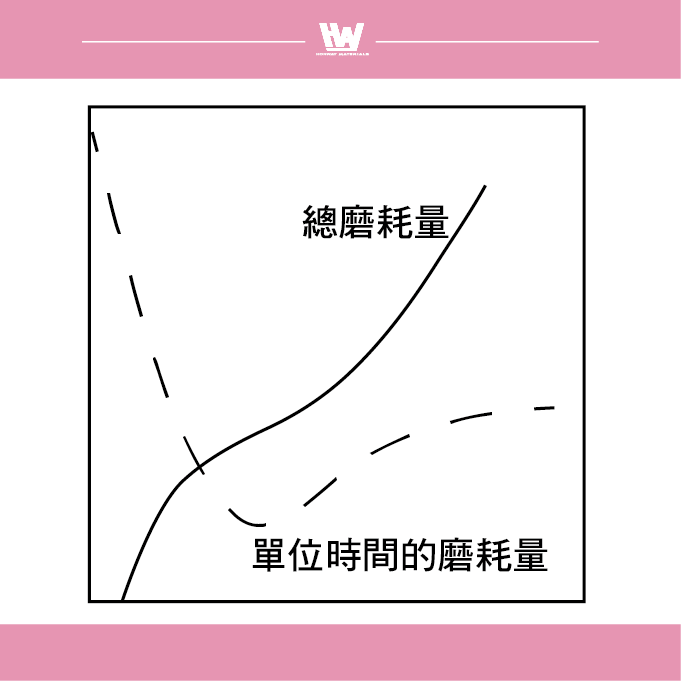
Fracture Type (Breakage)
Characteristics: Initial wear rate is very high, then decreases temporarily, followed by a gradual increase to a stable, high wear rate.
Causes:
- Initial high wear is caused by the effects of dressing, which quickly removes unstable abrasives.
- As the dressing effects diminish, the wear rate temporarily stabilizes at a lower level.
- Due to steady grinding forces, the wear rate eventually rises and stabilizes at a higher level.
Recommendations for Extending Wheel Life: Reduce initial wear and minimize dressing depth and speed to avoid excessive destruction of the wheel’s surface structure.
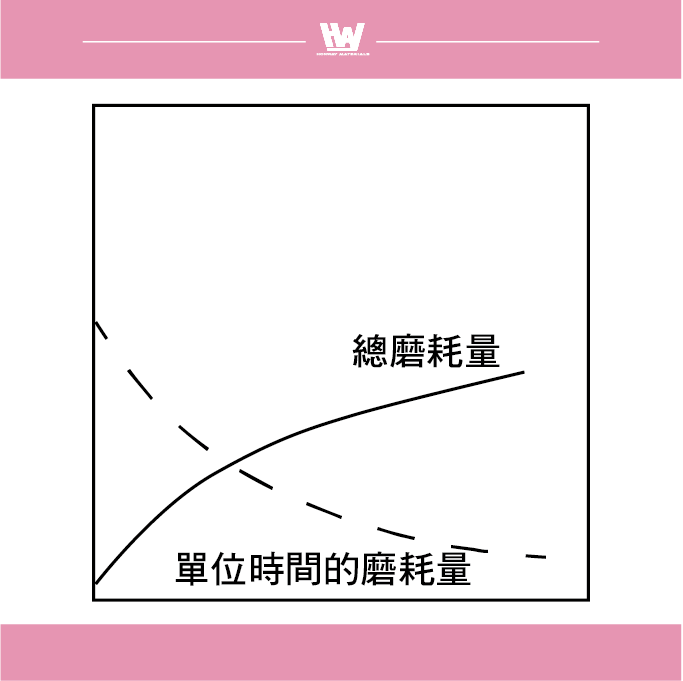
Self-Sharpening Type (Ideal State)
Characteristics: Initial wear rate is relatively high, but quickly decreases and stabilizes at a low wear rate.
Causes:
- Causes: Initially high wear rate is caused by dressing, but quickly decrease.
- Following moderate wear, self-sharpening occurs, exposing fresh, sharp abrasives. This enhances grinding efficiency and maintains a stable, low wear rate.
Recommendations for Extending Wheel Life
- Increase grinding speed and pressure moderately to encourage the self-sharpening effect, also avoid excessive grinding force to prevent surface dullness.
- Use abrasives and bonding materials that promote self-sharpening.
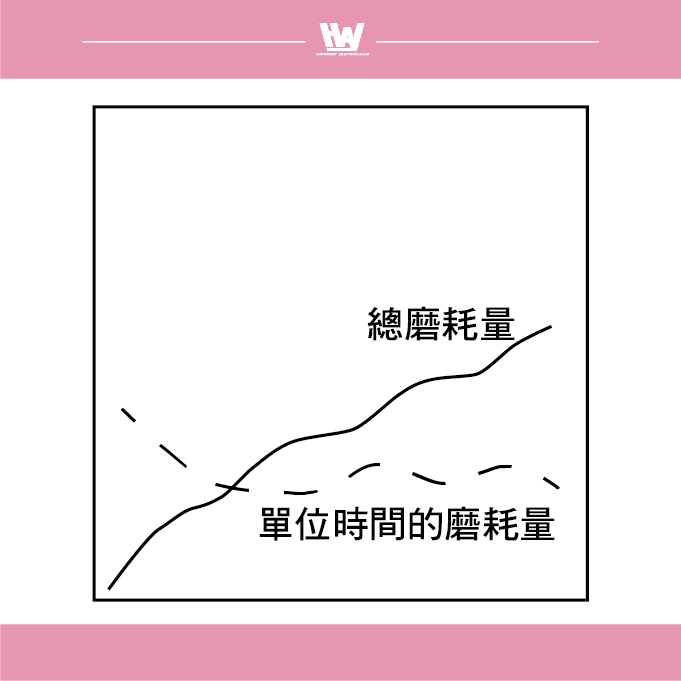
Clogging Type
Characteristics: The initial wear rate does not decrease quickly. Instead, wear decreases temporarily due to clogging but later increases as abrasives dislodge, resulting in a fluctuating wear curve.
Causes:
- The wheel surface becomes clogged with chips, reducing wear but increasing grinding resistance.
- When the resistance becomes too high, abrasives, along with chips, break away from the wheel, causing wear to increase again. This leads to a repetitive fluctuation in the wear curve.
Recommendations for Extending Wheel Life
- Use appropriate coolant: Enhance chips removal to minimize clogging.
- Increase bonding strength and abrasive hardness: Reduce the likelihood of chips embedding into the wheel surface.
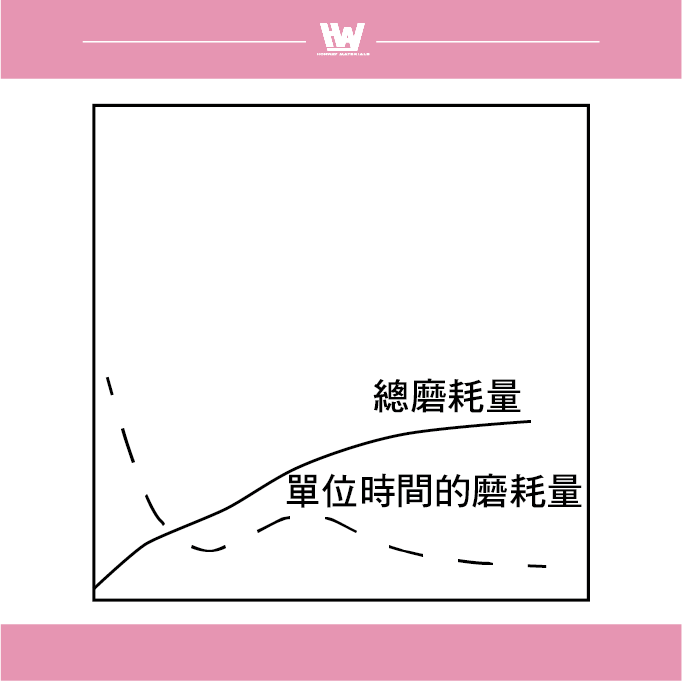
Smoothing Type
Characteristics: Commonly observed in wheels with excessive bonding strength, resulting in minimal wear. The wear curve fluctuates slightly but remains low overall.
Causes:
- Dulling of chips on the wheel surface leads to a reduction in wear.
- Similar to clogging type, when resistance becomes unmanageable, the abrasives break away, slightly increasing wear, though the overall wear rate remains low.
Recommendations for extending wheel life: Use wheels with lower bonding strength: Facilitate abrasive detachment to restore self-sharpening ability.
General Recommendations
- Choose suitable grinding wheels: Select the appropriate bonding agent, abrasive type, and structure based on the material and grinding conditions.
- Apply coolant: Effectively reduce heat buildup during grinding and minimize excessive wear on both the wheel and the workpiece.
- Maintain machine stability: Ensure equipment stability to prevent vibrations or instability that may cause unnecessary wear.
- Perform regular inspections and maintenance: Periodically check the wheel’s surface condition and perform dressing or replacement when necessary.
Grinding Ratio and Specific Wear Rate
Specific Wear Rate
Definition: Indicates the wear rate on the grinding wheel.
Formula:: Ss is the value obtained by dividing the volume of the workpiece being ground (grinding amount) in Tmm³ by the grinding wheel wear amount Smm³.
Calculation Results:
- Higher value: Indicates more wear on the grinding wheel, and relatively less material is removed from the workpiece, meaning lower wheel efficiency.
- Lower value: Indicates less wear on the grinding wheel, with higher material removal efficiency, indicating better wheel performance.
Grinding ratio
Definition: Represents the efficiency of the grinding wheel in the grinding process.
Formula: The reciprocal G of the specific wear rate (the inverse of the wear amount) is called the grinding ratio.
Calculation Results:
- Higher value: Indicates less wear on the grinding wheel but more material removed from the workpiece, indicating high grinding efficiency and longer wheel life.
- Lower value: Indicates more wear on the grinding wheel with less material removed from the workpiece, indicating lower grinding efficiency.
Relationship Between Grinding Ratio and Specific Wear Rate
These two are inversely related:
- When the grinding wheel wears less (lower specific wear rate), the grinding ratio is high, indicating better efficiency.
- When the grinding wheel wears more (higher specific wear rate), the grinding ratio is low, indicating lower efficiency.
For a given workpiece material, the choice of grinding wheel and processing conditions will influence the changes in wear, grinding volume, and specific wear rate.
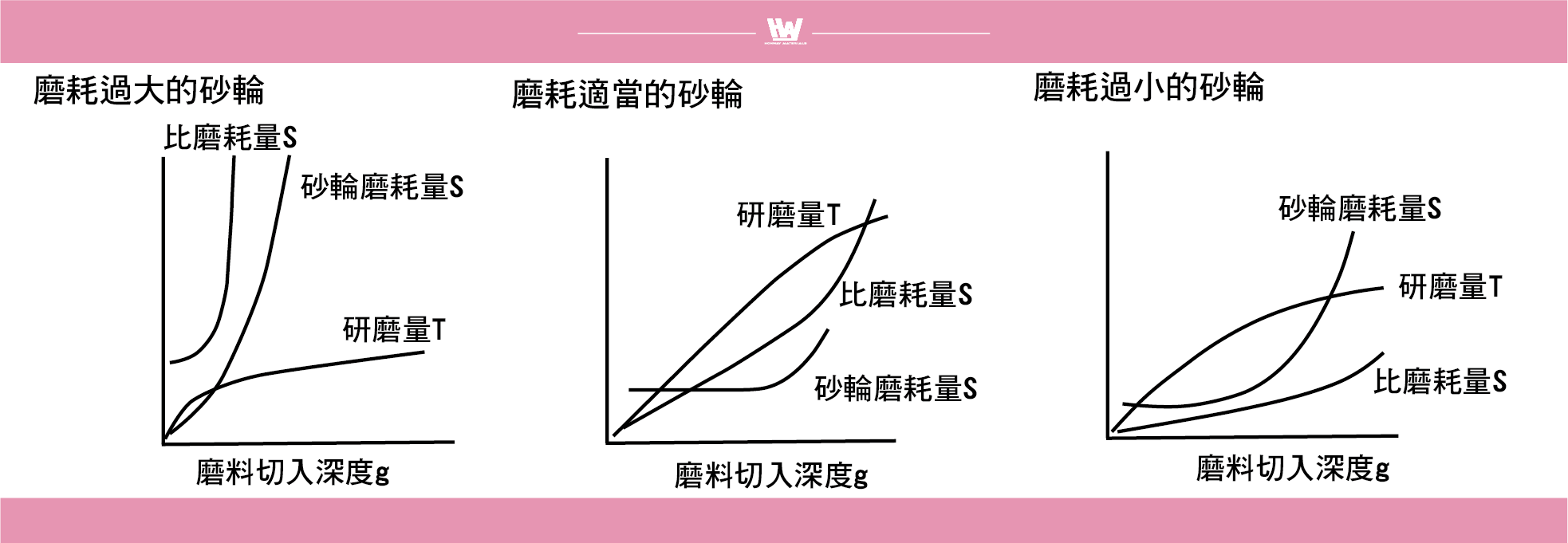
The grinding wheel wear amount is usually proportional to the depth of the abrasive cutting edge. When the cutting depth is small, both wear amount and grinding volume increase linearly; however, when the wear amount becomes too large, a slight increase in cutting depth causes a drastic increase in wear.
Grinding wheels with moderate wear can maintain self-sharpening, causing grinding volume to increase steadily and linearly until the cutting depth is very large. On the other hand, grinding wheels with minimal wear may experience stagnation in grinding volume due to clogging when the cutting depth increases.
The linear section of the specific wear rate represents the optimal practical range of the grinding wheel, and the wider the range, the more stable the wheel performance.
Choosing the Right Grinding Wheel under Identical Conditions
Under the same conditions and with the desired final quality requirements, after calculations:
If you require fast and efficient processing due to time constraints, you should choose a grinding wheel with a higher grinding ratio from the available wheels.
If cost-saving is the priority, then you should select a grinding wheel with a higher specific wear rate from the available wheels.
Reminder: During the evaluation process, it is also recommended to factor in time and labor to achieve the most effective solution!
Determining the Optimal Dressing Time
The grinding wheel dressing interval refers to the time interval at which the grinding wheel needs to be dressed during use, or the frequency of dressing based on the grinding volume completed by the wheel.
Ideally, the grinding wheel should maintain its cutting ability through self-sharpening. However, in actual processing, the wheel may become unusable due to issues like shape deformation, vibration, noise, and so on.
Grinding Wheel Life Standards
- Fracture Type (Breakage) Wear: The wheel’s life ends when the diameter has been reduced to a certain degree or after reaching a specific wear volume.
- Smoothing Type Wear: When the cutting edge area ratio (the ratio of worn cutting edge area to total area) reaches 8–10%, cutting force sharply increases, and grinding resistance leads to burning. The life ends, or when grinding tough materials, if the wheel loses its cutting ability due to smoothing, continuing grinding causes degradation of the surface, such as increased vibration or reduced surface quality. At this point, the wheel can be considered at the end of its life.
Ultimately, in the industrial field, the definition of the grinding wheel’s life ends when it is no longer capable of grinding.
Another criterion for determining the grinding wheel’s life is the point when the processing surface shows “certain anomalies” before the wheel’s use is considered complete.
Anomalies include: surface burning, deterioration of processing accuracy, grinding force, grinding power, grinding noise, or abnormal vibration of the grinding machine, which can all be seen as indicators of the wheel’s end of life.
Effect of Grinding Conditions on Wheel Lifespan
1. Cutting Edge Area Ratio Benchmark: When the cutting edge area ratio reaches 8% ,which is also the accumulated grinding distance of the abrasive, when combined with lower bonding strength or higher workpiece peripheral speed, leads to greater abrasive cutting depth. In such cases, abrasives are more likely to fall off or break, resulting in a smaller wear area, which ultimately leads to a longer lifespan.
2. Certain Wear Rate Benchmark: The life is defined by the reduction in the grinding wheel diameter until the workpiece exhibits signs of chatter. The grinding time required to reach this wear rate serves as the lifespan. As the abrasive cutting depth (representing abrasive load) increases, the lifespan decreases.
Practical Considerations for Maximizing Wheel Life
- Industrial Definition: The definition of the grinding wheel’s lifespan is more convenient when based on the time or grinding ratio at which the wheel can no longer cut.
- Engineering Analysis: Focuses on analyzing how well each cutting edge maintains its grinding capability over a specific time or distance.
Conclusion
The lifespan of the grinding wheel depends on the grinding conditions and lifespan definition criteria. Using the cutting edge area ratio as a benchmark, lower bonding strength and appropriate workpiece speed help extend the lifespan. When using a specific wear rate benchmark, excessive workpiece speed, cutting depth, and abrasive load shorten the lifespan. Proper selection of wheel parameters and adjustment of grinding conditions can effectively improve processing efficiency and extend the grinding wheel’s life.
Action
- How to choose grinding wheel>>>How to Choose Between Diamond Wheels and CBN Wheels?
- The basic knowledge of abrasives that must be known>>>Grinding-Abrasive Introduction
- The Key Role of Grinding Wheel Performance>>Bond
- Whether the current measured surface roughness meets your expected goals>>>Comparison Chart of Grinding Polishing and Surface Roughness
- Various aspects of grinding wheel abrasive grains>>The Grinding Effect of the Grinding Wheel Particles
- Is the current grinding wheel wear normally>>>What is the current status of the grinding wheel? – Electroplated Grinding Wheel Section
- How to dress a grinding wheel>>Grinding Wheel Dressing and Sharpening Methods
- Different grinding states of cutting edge>>In-depth understanding of grinding wheel cutting edge shapes, variations, and self-sharpening mechanisms
- Action>>>Diamond and CBN grinding wheel, Polishing abrasive, Polishing Equipment, Polishing Tools
- Review
We offer customized adjustments to the grinding process, tailored to meet processing requirements for maximum efficiency.
After reading the content, if you still don’t know how to select the most suitable option,
Feel free to contact us and we will have specialist available to answer your questions.
If you need customized quotations, you’re also welcome to contact us.
Customer Service Hours: Monday to Friday 09:00~18:00 (GMT+8)
Phone: +8867 223 1058
If you have a subject that you want to know or a phone call that is not clear, you are welcome to send a private message to Facebook~~
Honway Facebook: https://www.facebook.com/honwaygroup
