
In today’s increasingly demanding landscape of high-precision manufacturing and surface processing, grinding and polishing operations must not only achieve dimensional accuracy but also ensure surface quality and optical performance.
However, in external cylindrical grinding, a pervasive and often difficult-to-ignore surface defect frequently arises: long wave marks.
Although these periodic wavy traces are not as obvious as surface roughness, they significantly impact optical reflection, appearance consistency, and even functional reliability.
To enhance machining stability and quality control, an in-depth understanding of the formation mechanisms, characteristics, and corresponding improvement strategies for long wave marks has become an indispensable part of grinding processes.
This article will systematically explore the causes and prevention methods of long wave marks, helping readers improve surface treatment quality and production efficiency.
Table of Contents
What Are Long Wave Marks in Grinding?
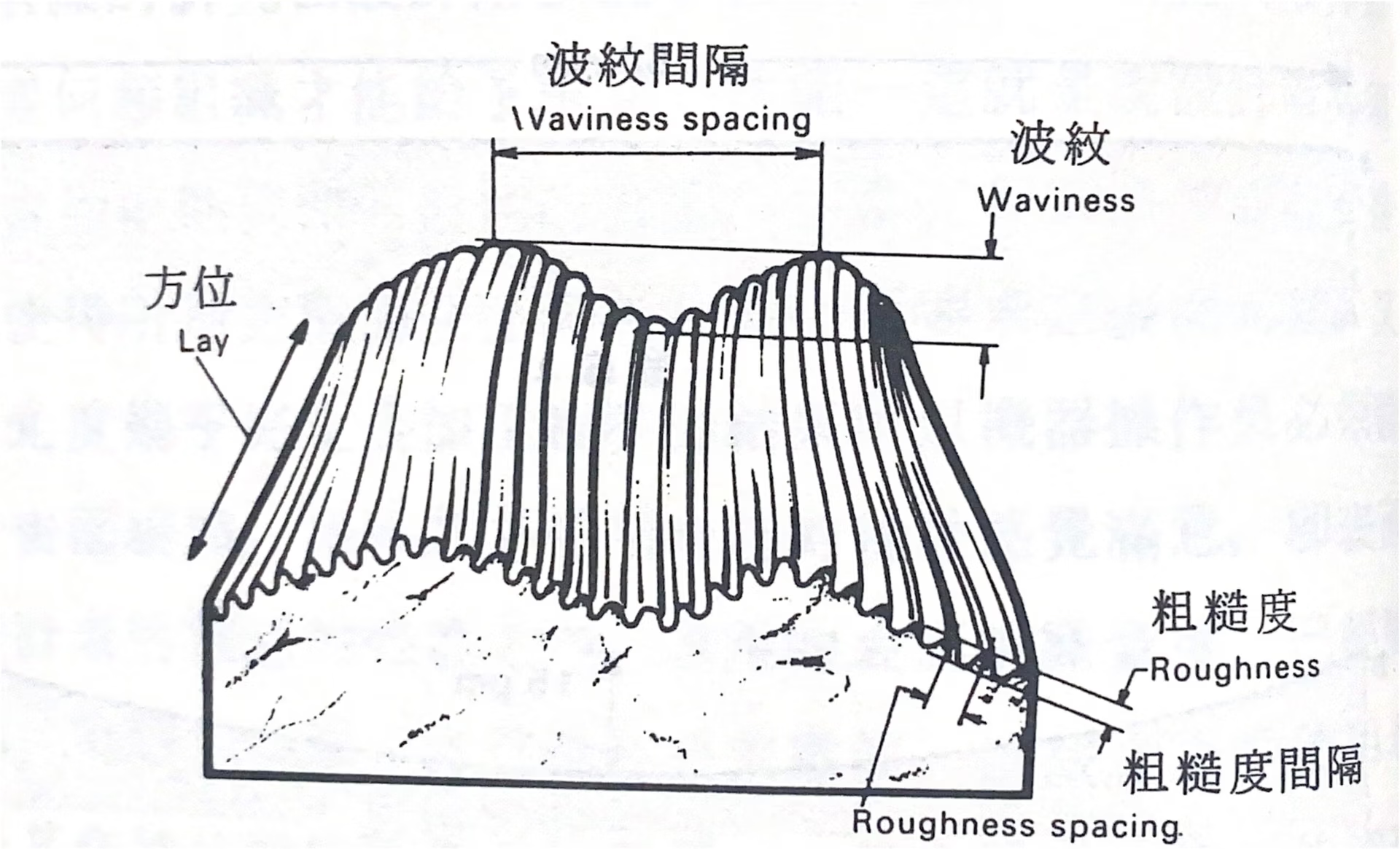
Long wave marks refer to a type of mesoscale geometric form error that appears on the workpiece surface during grinding or polishing. These marks manifest as gently undulating, periodic, or irregular striped traces, falling between microscopic roughness (subtle unevenness barely visible to the naked eye) and macroscopic shape errors (e.g., the entire surface being curved instead of flat). For example, long wave marks are like: a highway road surface, where some sections develop slow and noticeable undulations due to long-term vehicle traffic or uneven construction. When you drive over them, you feel the car gently moving up and down, but it doesn’t affect your driving direction. The feeling of long wave marks on a workpiece surface is similar to this “medium-scale” unevenness.
Main Characteristics of Grinding Long Wave Marks
- Wavelength falls between roughness and overall shape error, typically greater than 10 mm, belonging to low-frequency, long-period undulations.
- Visible to the naked eye under natural or oblique light, but surface changes are gradual, making them difficult to detect by touch.
- Significantly impact surface reflectivity and optical quality, potentially causing blurry imaging, uneven reflection, or aesthetic defects.
- Mostly related to equipment motion trajectories, uneven grinding pressure, improper workpiece clamping, or grinding wheel deformation.
Causes and Solutions for Long Wave Marks
Cause One: New Grinding Wheel Is Unbalanced
When a new grinding wheel is not properly trued and dynamically balanced, it can lead to eccentric rotation or unstable vibration during the grinding wheel’s rotation. This, in turn, forms low-frequency, periodic wavy traces on the workpiece surface, known as long wave marks.
Correct Handling Steps:
- Preliminary Inspection: If long wave marks are suspected to be related to grinding wheel imbalance, first remove the grinding wheel and sleeve together from the grinder and place them on a balancing stand for a static balance test. ※ Note: If it appears balanced on the balancing stand, the problem may not be the sleeve or the spindle itself.
- Initial Mounting and Dressing Recommendations: For new grinding wheels, before formal balancing, they should not be directly used for precision grinding. Instead, the following steps should be taken: First, mount the grinding wheel on the grinder’s spindle.
- First, mount the grinding wheel on the grinder’s spindle.
- Perform a “rough dressing” to correct the grinding wheel’s initial shape and dynamic runout.
- Then perform dynamic balancing (using balance weights).
- Finally, perform precision dressing to bring it to a truly usable state.
- Precautions for Balance Weights: During the rough dressing stage, weights should be balanced:
- Either completely removed or placed at diagonally opposite ends to avoid interfering with dressing accuracy.
Cause Two: Improper Center Pressure
In external cylindrical grinding or other grinding operations where the workpiece is supported by center holes at both ends (centers), improper pressure setting of the tailstock center can cause subtle wobbling or deformation of the workpiece during machining. This then forms low-frequency, periodically undulating wavy marks on the ground surface, known as long wave marks.
Impacts Caused by Improper Center Pressure:
- Excessive Pressure: May lead to axial bending deformation of the workpiece, especially slender workpieces, causing asymmetrical waveforms or medium-frequency ripples along the axis during machining.
- Insufficient Pressure: The workpiece will experience slight sliding or wobbling during rotation, leading to unstable contact with the grinding wheel and regular wavy machining marks.
- Uneven Pressure or Eccentricity: Unstable workpiece support may cause trajectory drift and machining jitter, forming irregular long wave marks.
Cause Three: Stopping the Grinding Wheel Before Turning Off the Grinding Fluid

In grinding operations, if the grinding wheel is stopped immediately while the grinding fluid is still flowing, it can cause the grinding wheel to absorb too much liquid, resulting in localized imbalance of the grinding wheel. This can then lead to vibration or eccentric rotation during the next startup, forming long wave marks on the workpiece surface.
Common Incorrect Operations:
- Turning off the machine before turning off the grinding fluid: Grinding fluid remains on the grinding wheel surface and in its pores, forming uneven wet areas.
- Stopping the grinding wheel without drying it: Uneven liquid distribution leads to unbalanced mass distribution of the grinding wheel.
- Not re-balancing after restarting: Exacerbates initial vibration, causing periodic contact changes that lead to long wave marks.
Correct Operating Procedure
Correct Operating Procedure Before Stopping:
- Before preparing to shut down, first turn off the grinding fluid supply.
- Allow the grinding wheel to idle for tens of seconds to several minutes, so that centrifugal force can expel residual liquid.
- Then stop the grinding wheel.
If an operation error has already occurred, try the following:
- Perform a grinding wheel balance test again (using a balancing stand or spindle rotation inspection).
- If necessary, re-dress the grinding wheel and perform dynamic balancing again.
Cause Four: Grinding Wheel Soaked in Oil on One Side
When a grinding wheel, during storage or use, comes into prolonged contact with oil (e.g., lubricating oil, polishing liquid) on one side, it will cause that side of the grinding wheel to absorb oil and moisture, changing its density unevenly. This leads to mass imbalance in the grinding wheel, inducing eccentric motion or unstable contact during rotation, ultimately forming long wave marks on the workpiece surface.
How to Prevent and Handle a Grinding Wheel Soaked in Oil on One Side
- Avoid Grinding Wheel Being Soaked in Oil or Wet
- When storing grinding wheels, keep them dry and flat, and do not allow one side to come into prolonged contact with liquid.
- Do not place grinding wheels on the edge of an oil pan, on a wet cloth, or near a coolant return area.
- Replace Grinding Wheel
- If one side of the grinding wheel has absorbed oil or changed color, even if it has not been used, it is not recommended for precision grinding operations requiring surface finish.
- It is advisable to directly replace with a new grinding wheel to avoid subsequent quality problems.
- Pre-use Inspection and Balancing
- Before each grinding wheel installation, confirm its dryness, absence of oil stains, and consistent appearance.
- After installation, dressing and dynamic balancing operations should be performed.
Cause Five: Grinding Wheel Stored Vertically on Damp Ground
When a grinding wheel is stored upright on damp ground (e.g., concrete floor) for a long time, its bottom or one side will absorb ground moisture, causing localized changes in the grinding wheel’s weight and density. This will lead to mass imbalance when used for rotation, causing the grinding wheel to vibrate or become eccentric, and ultimately producing low-frequency, periodic wavy marks on the machined surface, i.e., long wave marks.
How to Store Grinding Wheels
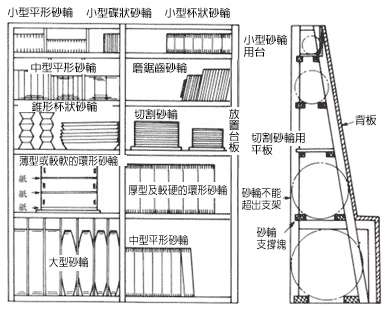
Grinding wheels should be stored in a dry place at room temperature with stable temperature and humidity, avoiding environments with drastic changes that could affect their performance. It is recommended to set up dedicated storage frames or racks for easy classification and safe storage.
- They should be arranged vertically to avoid deformation.
- For thin grinding wheels like cut-off wheels, it is recommended to stack multiple pieces horizontally on a flat surface to maintain shape stability.
- Avoid stacking pressure on other grinding wheels to prevent cracks, damage, or impacts on their balance and machining quality.
※Note: Materials such as resin-bonded grinding wheels, rubber-bonded grinding wheels, and magnesia abrasive grinding wheels are hygroscopic. If they absorb moisture or humidity, their body strength will decrease, affecting machining safety and performance. Therefore, moisture-proof measures for these types of grinding wheels should be strengthened during storage to ensure their quality stability and safe use.
Inspecting Grinding Wheels
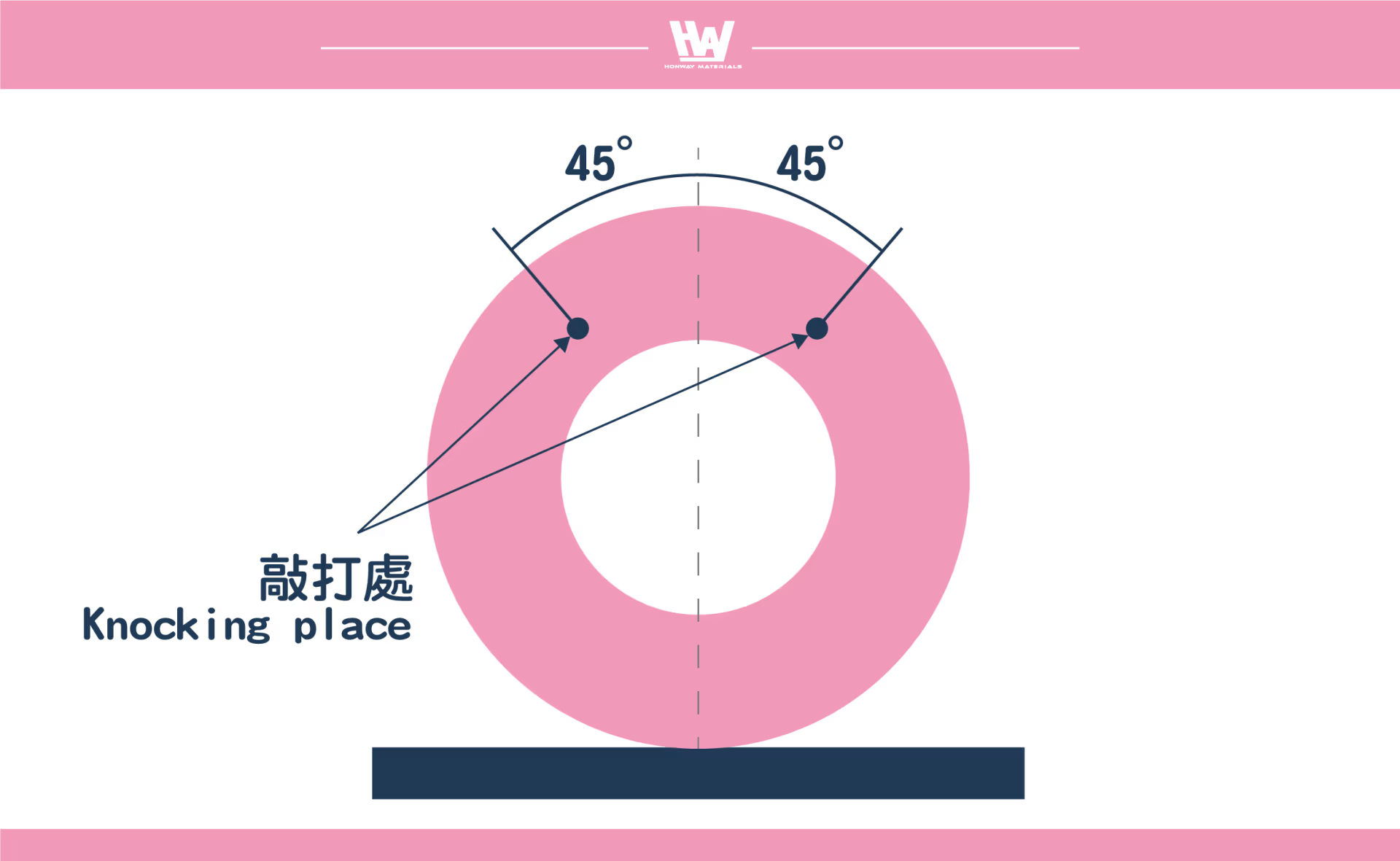
Before use, grinding wheels should undergo visual inspection and sound testing to ensure their structural integrity and safe use. For sound testing, a wooden-handled screwdriver or wooden mallet should be used, depending on the grinding wheel size, to lightly tap the grinding wheel. The tapping position should be approximately 45 degrees from either side of the vertical center line, and about 25-50 mm from the outer edge. After tapping, rotate the grinding wheel about 45 degrees and repeat the inspection for each section.
- If a clear, uniform metallic sound is produced when tapped, it indicates that the grinding wheel’s internal structure is sound and it can be used normally.
- If a dull or muffled sound is heard, there may be cracks or damage, and the grinding wheel should not be used further; it should be replaced immediately.
※ If you would like to replace the grinding wheel, we recommend that you provide us with the material of your current workpiece for evaluation so that we can recommend the most suitable option for you.
If you don’t know how to provide the model number, you are welcome to contact our service personnel and send the grinding wheel to us for inspection.
Conclusion
From the above analysis, it can be concluded that long wave marks in grinding are a common but significant surface defect. Their causes are often related to grinding wheel imbalance, incorrect operating procedures, abnormal center pressure, improper storage methods, and other factors. These seemingly minor operational aspects actually have a profound impact on machining quality, potentially leading to uneven product reflection, poor appearance, and even affecting functionality or optical performance.
Therefore, to effectively prevent the generation of long wave marks, strict control must be exercised throughout the entire process, from grinding wheel selection, storage, installation, and inspection to operation. Establishing good equipment maintenance and operating habits is also crucial. Only then can grinding quality be consistently ensured, workpiece machining accuracy and surface quality improved, and both production efficiency and product value enhanced.
Action
- How to choose grinding wheel>>>How to Choose Between Diamond Wheels and CBN Wheels?
- Correctly understand the situation of grinding abnormality>>Causes of Grinding Abnormalities? How to Address Them?
- How to choose tools for cutting bonded grinding wheels>>How to Dress Grinding Wheels with Different Bond Type
- Is the current grinding wheel wear normally>>>What is the current status of the grinding wheel? – Electroplated Grinding Wheel Section
- How to dress a grinding wheel>>Grinding Wheel Dressing and Sharpening Methods
- Grinding wheel dressing in two stages>>What Are Truing and Dressing of Grinding Wheels?
- How to choose tools for cutting bonded grinding wheels>>How to Choose Grinding Wheel Dressing Tools
- Different grinding states of cutting edge>>In-depth understanding of grinding wheel cutting edge shapes, variations, and self-sharpening mechanisms
- What is the difference in the grinding of bonded grinding wheels?>>How to Dress Grinding Wheels with Different Bond Type
- What should I do if scratches and burns appear on the grinding surface?>>Scratches and Burns on the Ground Surface? Causes and Improvement Methods!
- What to do if chatter lines appear>>What to Do When Chatter Marks Appear in External Cylindrical Grinding? A Comprehensive Analysis of Causes and Solutions
- What to do if short waves appear>>What to Do When Short Wave Marks Appear in External Cylindrical Grinding? A Comprehensive Guide to Common Causes and Practical Solutions
- Grinding anomalies such as wheel packing, smoothing and workpiece cracking>>Avoiding Grinding Wheel Clogging, Glazing, and Workpiece Cracking: Understanding Common Pitfalls and Improvement Solutions in Grinding
- What is bonding?>>What is Bonding Degree and How Do I Choose?
- Implement>>Diamond and boron nitride grinding wheels, polishing abrasives, polishing equipment, polishing tools, diamond dressing tools
- How to dress different bonding agents>>How to Dress Grinding Wheels with Different Bond Types
- Review
We offer customized adjustments to the grinding process, tailored to meet processing requirements for maximum efficiency.
After reading the content, if you still don’t know how to select the most suitable option,
Feel free to contact us and we will have specialist available to answer your questions.
If you need customized quotations, you’re also welcome to contact us.
Customer Service Hours: Monday to Friday 09:00~18:00 (GMT+8)
Phone: +8867 223 1058
If you have a subject that you want to know or a phone call that is not clear, you are welcome to send a private message to Facebook~~
Honway Facebook: https://www.facebook.com/honwaygroup
You may be interested in…
[wpb-random-posts]
