
Grinding processing is an indispensable part of manufacturing, as a surface processing technology, grinding not only requires achieving precise shapes and dimensions but also demands consideration of surface smoothness and stability of surface properties. However, during the grinding process, thermal loads and mechanical stresses can lead to a series of issues, such as processing deterioration, residual stress, and poor surface roughness. These issues directly impact the performance and lifespan of components.
Therefore, this chapter delves into the core issues of grinding processing and proposes effective solutions.
The primary goal of grinding is to achieve the desired processed surface. However, there are three major challenges in grinding processing:
- Accuracy of the Processed Surface: This refers to whether the processed surface is positioned as intended, involving the generation of shape and dimensions.
- Smoothness of the Processed Surface: This pertains to the control of surface roughness and how well the surface achieves the required smooth appearance.
- Stability of the Surface Layer: This relates to whether the surface layer undergoes deterioration due to mechanical effects or thermal loads during the grinding process.
※This chapter focuses on the stability of the surface layer.
Table of Contents
Deterioration During Grinding Processing
Due to high temperatures, high-speed cutting, and friction effects, grinding subjects the workpiece surface to harsher deterioration compared to cutting processes, with depths reaching several hundred micrometers. These deteriorations include:
- Work Hardening (Caused by Mechanical Stress): Commonly observed in annealed materials.
- Quenching Hardening (Caused by Grinding Heat): Common in annealed materials, leading to increased surface hardness but potentially causing cracks and brittleness.
- Tempering Softening (Caused by Grinding Heat): Common in quenched materials, resulting in softened surfaces and reduced surface hardness.
These combined effects, such as hardness changes, thermal stresses, and transformation stresses, may lead to issues like residual stress, surface burning, and grinding cracks. The following sections will explore these problems in depth.
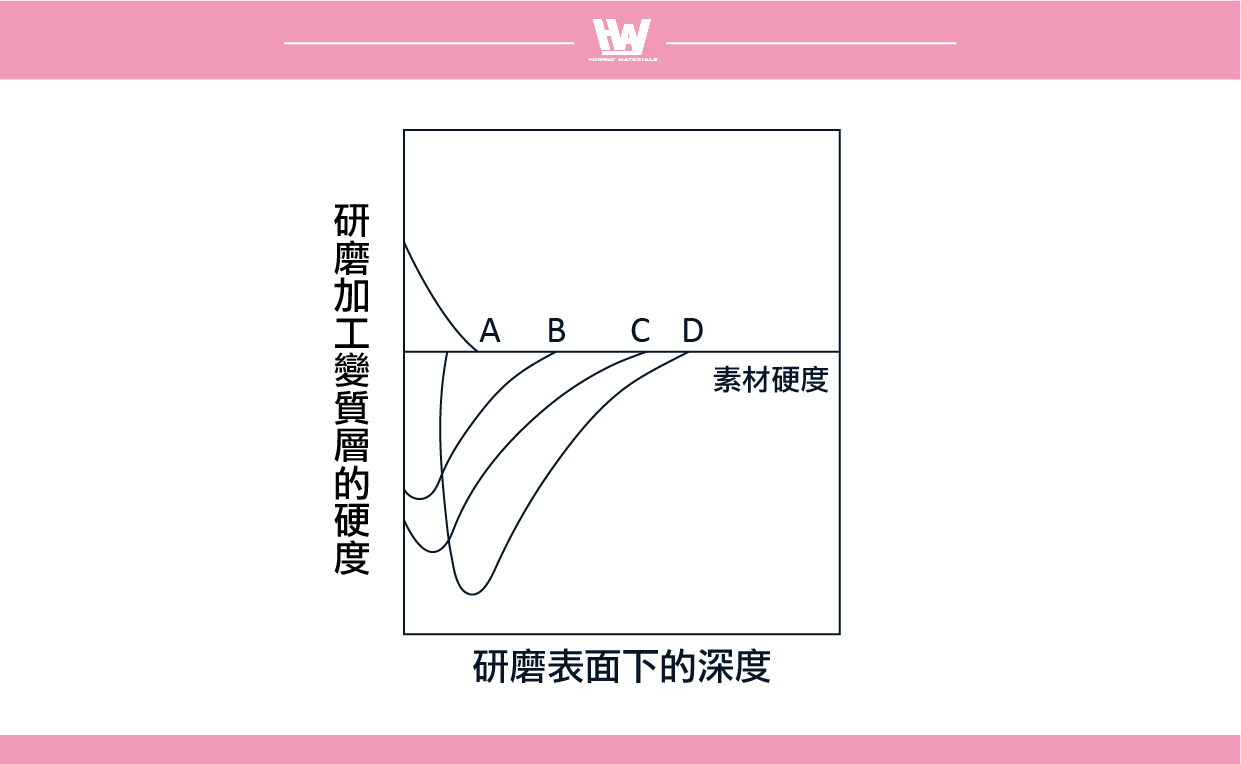
Four Types of Surface Hardness Changes
Surface hardness changes can be categorized into four main types, often associated with cutting force, depth of cut, and heat generation during the grinding process:
Type A: Fine Grinding with Poor Cutting Force
- Characteristics: The cutting force of the grinding wheel is weak, and the process is in a fine grinding state. In this condition, chip formation is minimal, and frictional mechanics dominate over grinding heat.
- Deterioration: There is no significant thermal effect on the surface. The primary influence is mechanical stress, resulting in minimal changes to surface hardness.
Type B: Medium Grinding with Poor Cutting Force
- Characteristics: The cutting force is insufficient, and the depth of cut is slightly larger, leading to a moderate amount of heat generation during the grinding process.
- Deterioration: The thermal effect may cause tempering phenomena on the surface, reducing surface hardness.
Type C: Proper Grinding
- Characteristics: During grinding, high temperatures and friction lead to tempering effects that dominate surface deterioration.
- Deterioration: This process causes a decrease in surface hardness, forming a tempered layer that softens the surface.
Type D: Excessive Grinding Heat
- Characteristics: When grinding heat becomes excessive, a re-quenching layer forms on the surface, resulting in significant changes to surface hardness.
- Deterioration: Excessive heat generates a re-quenching layer, increasing surface hardness but also introducing brittleness, cracks, or other damages.
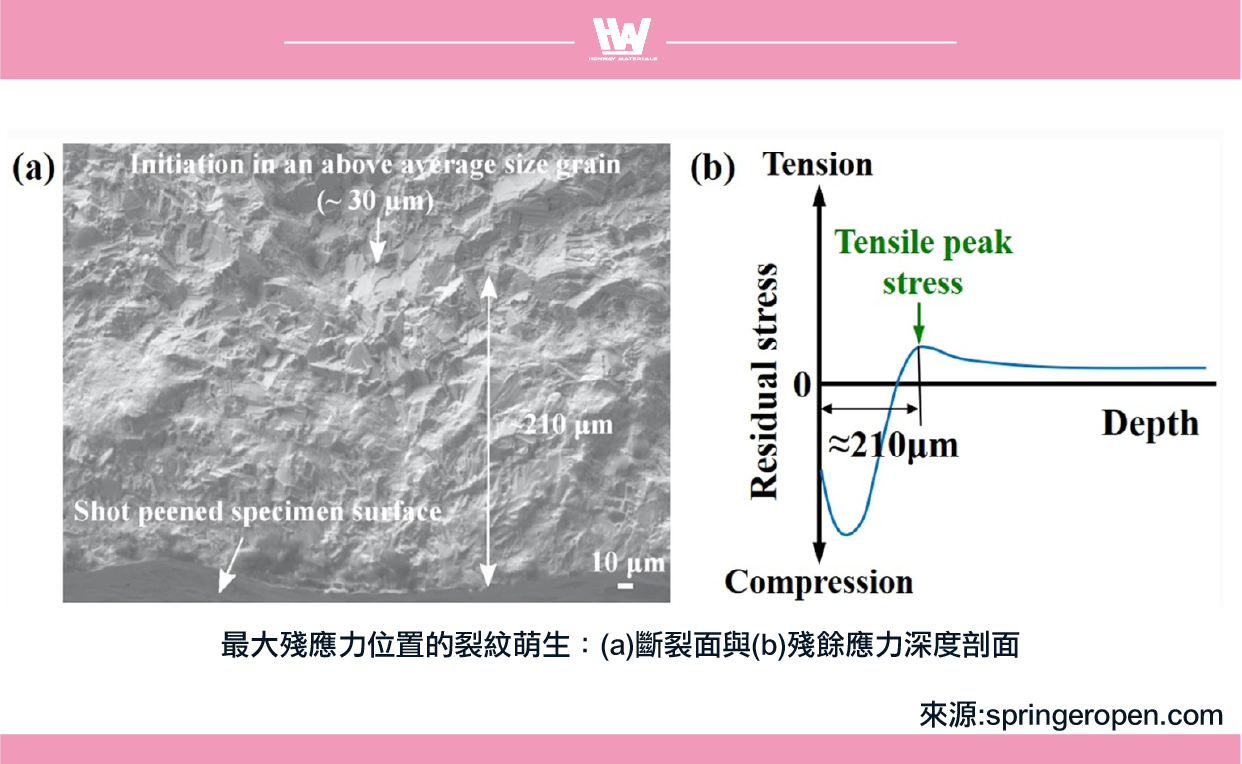
The Effects and Mitigation of Residual Stress
Formation of Residual Stress
During the grinding process, residual stress is generated on the workpiece surface due to high temperatures and intense plastic deformation. These stresses are the result of combined effects from grinding heat and grinding force, accumulating within the surface and subsurface layers of the material. The magnitude of these stresses is significant and cannot be ignored.
Over time, residual stress may gradually dissipate. However, this process often compromises the dimensional stability of the workpiece, affecting the production of precision components.
Impacts of Residual Stress
- High Temperature and Plastic Deformation: The workpiece surface endures extremely high temperatures during grinding, leading to material plastic deformation and inducing stress.
- Dimensional Changes: Residual stress can cause dimensional variations in the workpiece post-grinding. This negatively impacts the accuracy of precision components, especially in high-demand applications.
- Aging Cracks: Excessive residual stress can result in aging cracks. Over extended periods, the material may experience fatigue, ultimately leading to fracture or brittle failure.
How to Reduce Residual Stress?
1.Select Grinding Techniques with Low Residual Stress: Optimize grinding conditions, choose appropriate grinding wheel types, and perform proper dressing to minimize residual stress during processing.
2. Post-Processing Methods:
- Cryogenic Treatment: Cool the workpiece to extremely low temperatures to release internal stresses within the material, thereby reducing residual stress.
- Artificial Aging: Heat the workpiece to a specific temperature and gradually cool it to relieve internal stresses.
- Annealing Treatment: Heat the workpiece to a high temperature and allow it to cool slowly. This promotes rearrangement of the material’s lattice structure, helping to eliminate residual stress and improve mechanical properties.
Grinding Burn
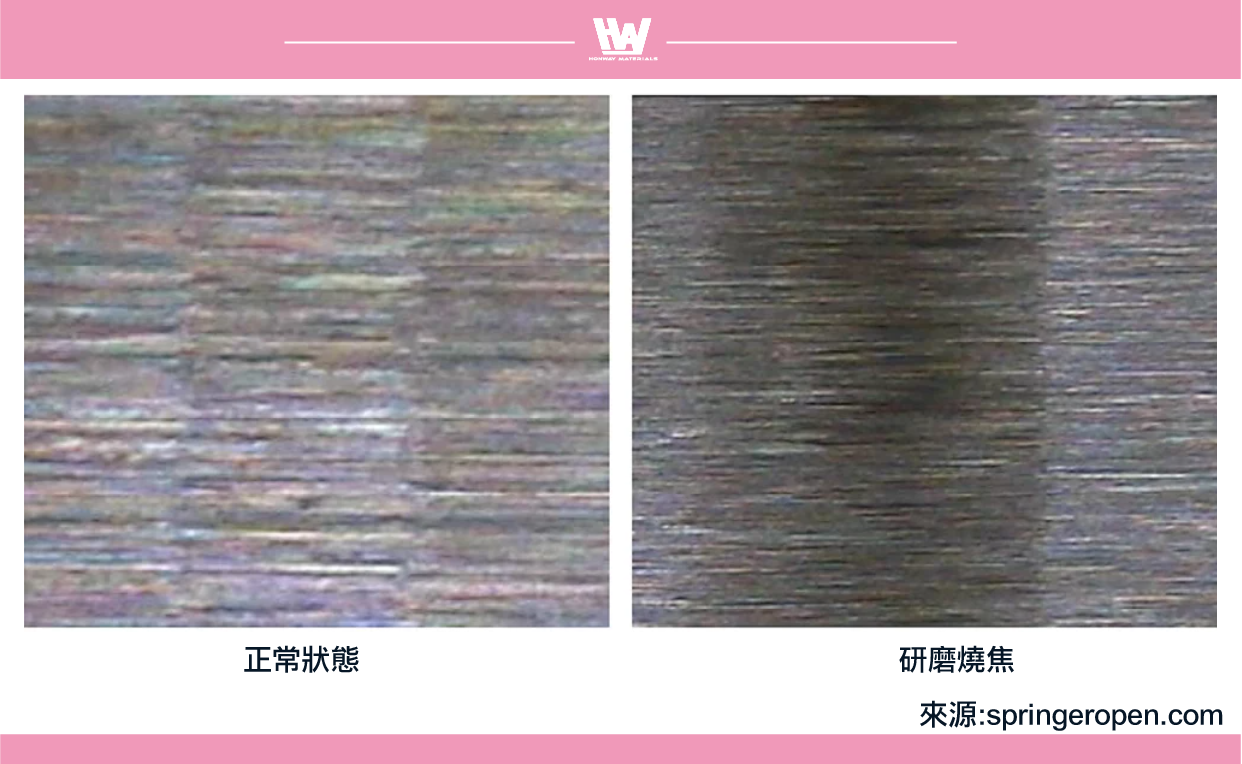
Grinding burn is a phenomenon during the grinding process where excessive grinding heat (surface temperatures approaching 1000°C) leads to localized overheating of the workpiece surface. This causes material degradation or surface burn marks, which are often visible as changes in surface color (e.g., darkening or blackening), reduction in surface hardness, micro-crack formation, and even material deformation. This not only affects the appearance of the workpiece but also significantly degrades its mechanical properties.
Causes of Grinding Burn
- Excessive Grinding Heat: The friction between abrasive grains and the workpiece generates substantial heat. If this heat is not effectively dissipated, localized temperature spikes occur, causing surface burn. This is especially common when grinding high-hardness materials such as steel and alloys.
- High Grinding Speed: Excessive grinding speed increases friction and heat generation, raising the risk of burning. If the grinding process is overly aggressive, heat dissipation becomes insufficient, leading to burn marks.
- Low Feed Rate: A low feed rate increases the contact time between abrasive grains and the workpiece surface, causing heat accumulation and localized overheating, resulting in burns.
- Insufficient or Improper Coolant Use: Coolants help reduce the workpiece temperature and prevent excessive heat buildup. If the coolant flow is insufficient, unevenly distributed, or unsuitable for the material and grinding conditions, the risk of grinding burn increases.
- Worn or Blunt Abrasives: Dull or excessively worn grinding tools reduce cutting efficiency, leading to increased frictional heat and a higher likelihood of burn marks.
- Material Characteristics: Certain materials (e.g., hardened steel, tool steel, and alloys) are highly sensitive to heat and prone to structural changes or burning under high temperatures.
Effects of Grinding Burn
- Reduction in Surface Hardness: Grinding burn alters the metal’s structure, particularly damaging hardened layers. This results in reduced surface hardness, adversely affecting wear resistance and service life.
- Micro-Cracks and Increased Brittleness: Structural changes in the burnt areas lead to micro-cracks and decreased toughness, increasing the risk of fractures or failures.
- Appearance Issues: Burn marks often manifest as darkened or blackened areas, compromising the aesthetic quality of the workpiece, particularly for precision or high-end products.
- Impact on Dimensional Accuracy: Grinding burn can cause deformation or hardness changes, affecting dimensional accuracy and overall machining quality.
How to Mitigate the Risk of Grinding Burn
- Optimize Grinding Parameters: Reduce grinding speed, increase feed rate or select lower cutting depths to minimize heat accumulation and overheating risks.
- Enhance Cooling Measures: Ensure adequate coolant flow and apply effective cooling techniques to lower the workpiece temperature, select coolants tailored to the material and grinding conditions.
- Choose Appropriate Abrasives: Use abrasives suitable for the material, ensuring strong cutting performance to reduce overheating caused by dull grains.
- Maintain and Replace Grinding Tools: Regularly inspect and replace worn or dull grinding tools to maintain cutting efficiency and minimize frictional heat.
- Optimize Process Design: Develop a well-designed grinding process to avoid excessive grinding, select appropriate machining methods based on the material properties.
Grinding Cracking
Grinding cracking refers to the surface damage caused during the grinding process due to grinding forces, heat, and other factors. It manifests as surface cracks, fractures, or micro-cracks in the material, which negatively impact the quality and precision of the workpiece.
This issue is commonly observed in materials such as carburized steel, bearing steel, and roll steel. It is especially prevalent when grinding materials that have undergone quench-hardening treatment.
Causes of Grinding Cracking
- Excessive Grinding Heat: The friction between abrasive grains and the workpiece surface generates significant heat. If this heat is not effectively dissipated, localized overheating can occur, causing surface cracks or fractures.
- Excessive Grinding Force: Excessive grinding forces can exert undue stress on the workpiece, surpassing its material strength and causing cracks. This is particularly critical for hard or brittle materials.
- Dull or Worn Grinding Tools: When grinding tools become blunt or worn, their cutting efficiency decreases, generating more frictional heat and increasing the risk of cracks.
- Improper Cooling: Inadequate or poorly applied coolant can lead to excessive heat buildup in the material, exacerbating surface damage and cracking.
- Low Feed Rate: A low feed rate prolongs the contact time between the abrasive grains and the workpiece surface, leading to heat accumulation and a higher likelihood of overheating and cracking.
- Material Brittleness: Certain materials (e.g., hardened steel, ceramics) are inherently brittle and sensitive to external stress, making them more prone to cracking during grinding.
Impacts of Grinding Cracking
- Reduced Fatigue Life of Mechanical Components: Cracks caused by grinding often emerge hours or days after the process is completed. These micro-cracks significantly reduce the fatigue life of mechanical components, affecting their reliability and durability.
- Dimensional Accuracy Issues: Cracking can lead to deviations in the workpiece dimensions, compromising machining precision.
- Increased Brittleness and Fracture Risk: Cracking makes materials more brittle and prone to breaking or failing during use.
- Decreased Corrosion Resistance: Cracks disrupt surface protection layers, increasing susceptibility to corrosion in affected areas.
How to Reduce Grinding Cracking
- Select Appropriate Abrasives and Tools: Choose suitable abrasives and grain sizes based on the material properties to avoid excessive stress.
- Optimize Grinding Parameters: Reduce grinding pressure and rotational speed, adjust feed rates to avoid overloading the material.
- Cooling and Lubrication: Use adequate and evenly distributed coolant to lower the workpiece temperature and prevent overheating.
- Gradual Material Removal: Adopt layered or incremental grinding approaches to avoid removing too much material in a single pass.
- Equipment Maintenance and Inspection: Ensure grinding equipment operates stably and regularly check the wear condition of grinding tools.
- Operator Training: Train operators to use proper grinding techniques and set appropriate process parameters.
- Material Selection: Choose materials with suitable toughness to minimize the risk of cracking during grinding.
Prevention Strategies:
The key to preventing grinding cracking is selecting grinding conditions that minimize grinding temperatures and adjusting the heat treatment process of the workpiece to reduce cracking risks. However, accurately predicting and controlling these factors in advance often poses challenges. Continuous improvement in grinding technology and process monitoring remains essential for minimizing grinding cracking risks.
Conclusion
Grinding is a high-precision and demanding machining process with multifaceted and complex impacts on the surface performance of workpieces. During grinding, the combined effects of high temperatures, friction, and plastic deformation can result in various surface alterations, including work hardening, quench hardening, temper softening, and their composite effects. These alterations not only change the surface hardness distribution of the workpiece but may also lead to residual stress, dimensional changes, and reduced fatigue life of components.
To enhance grinding quality and mitigate adverse effects, it is crucial to select suitable grinding parameters based on the material properties, adopt grinding techniques that minimize residual stress, and implement appropriate post-treatment methods such as cryogenic treatment, artificial aging, or annealing to relieve residual stress. Additionally, controlling the generation and dissipation of heat during grinding to prevent grinding burns and cracks is essential to ensure the stability of workpiece performance.
Action
- How to choose grinding wheel>>>How to Choose Between Diamond Wheels and CBN Wheels?
- The basic knowledge of abrasives that must be known>>>Grinding-Abrasive Introduction
- The Key Role of Grinding Wheel Performance>>Bond
- Various aspects of grinding wheel abrasive grains>>The Grinding Effect of the Grinding Wheel Particles
- Coarseness measurement – line vs. surface>>Differences Between RA and SA
- Differences in various measurements>>Terminology and definition of surface roughness
- The surface is not rough, the light is not smooth>>What is surface roughness?
- Whether the current measured surface roughness meets your expected goals>>>Comparison Chart of Grinding Polishing and Surface Roughness
- How to determine the causes affecting surface roughness>>How to Control the Surface Roughness of Grinding Processing? Improve Surface Quality
- Is the current grinding wheel wear normally>>>What is the current status of the grinding wheel? – Electroplated Grinding Wheel Section
- Action>>>Diamond and CBN grinding wheel, Polishing abrasive, Polishing Equipment, Polishing Tools
- Review
We offer customized adjustments to the grinding process, tailored to meet processing requirements for maximum efficiency.
After reading the content, if you still don’t know how to select the most suitable option,
Feel free to contact us and we will have specialist available to answer your questions.
If you need customized quotations, you’re also welcome to contact us.
Customer Service Hours: Monday to Friday 09:00~18:00 (GMT+8)
Phone: +8867 223 1058
If you have a subject that you want to know or a phone call that is not clear, you are welcome to send a private message to Facebook~~
Honway Facebook: https://www.facebook.com/honwaygroup
