
In precision machining, grinding wheels serve as the core tool for grinding operations, and their performance directly affects machining quality and efficiency. Truing and dressing of grinding wheels are crucial factors that influence grinding effectiveness.
Most people tend to focus more on factors such as abrasive materials and bonding agents, but in a grinding system, truing and dressing—topics introduced in this article—are often overlooked.
This article explores the fundamental concepts of dressing, the effects of insufficient or excessive dressing, and its application strategies in different production modes. It aims to help readers understand how to choose the appropriate dressing methods based on specific needs, thereby improving machining performance and economic benefits.
Table of Contents
Introduction to Truing
Truing refers to the process of reshaping the grinding wheel’s surface to achieve the required shape and flatness while ensuring concentricity with the wheel’s axis. A trued grinding wheel has a very smooth surface with relatively few protruding abrasive grains.
Simply put, truing ensures that an out-of-round grinding wheel is reshaped to be perfectly round so that it can rotate smoothly without uneven motion.
Q: Can I grind directly after truing?
A: If the grinding wheel is used immediately after truing, the following problems may occur:
1. Workpiece Burn: Since the wheel’s surface is too smooth, its cutting ability is weakened, resulting in excessive frictional heat during grinding. This can cause localized overheating of the workpiece, leading to burn marks.
2. Slippage: The wheel’s surface lacks enough protruding grains to effectively grip the workpiece, causing the wheel to slip instead of cutting properly. This reduces machining accuracy and efficiency.
Therefore, after truing, dressing is typically required to restore the cutting ability of the grinding wheel, allowing abrasive grains to be properly exposed for effective grinding.
Introduction to Dressing
Dressing refers to the process of removing the bonding material surrounding the abrasive grains on the grinding wheel’s surface, allowing the sharp edges of the abrasive to be properly exposed, thereby restoring or enhancing the wheel’s grinding ability.
Dressing improves the cutting performance of the grinding wheel, making it suitable for actual machining requirements.
After dressing, different types of grinding wheels exhibit different characteristics:
Superabrasive Grinding Wheels: When properly dressed, over 90% of the abrasive grains can continuously generate new sharp edges during the grinding process, maintaining their cutting ability.
Aluminum Oxide Grinding Wheels: Only about 30% or less of the abrasive grains contribute to the grinding process, as many grains may dislodge during dressing.
Truing and dressing are often performed together to ensure that the grinding wheel maintains both its correct shape and optimal cutting performance.
Different Conditions of Dressing
Dressing conditions can be classified into three types: proper dressing, under-dressing, and over-dressing. Each of these affects the performance of the grinding wheel and the grinding results differently.
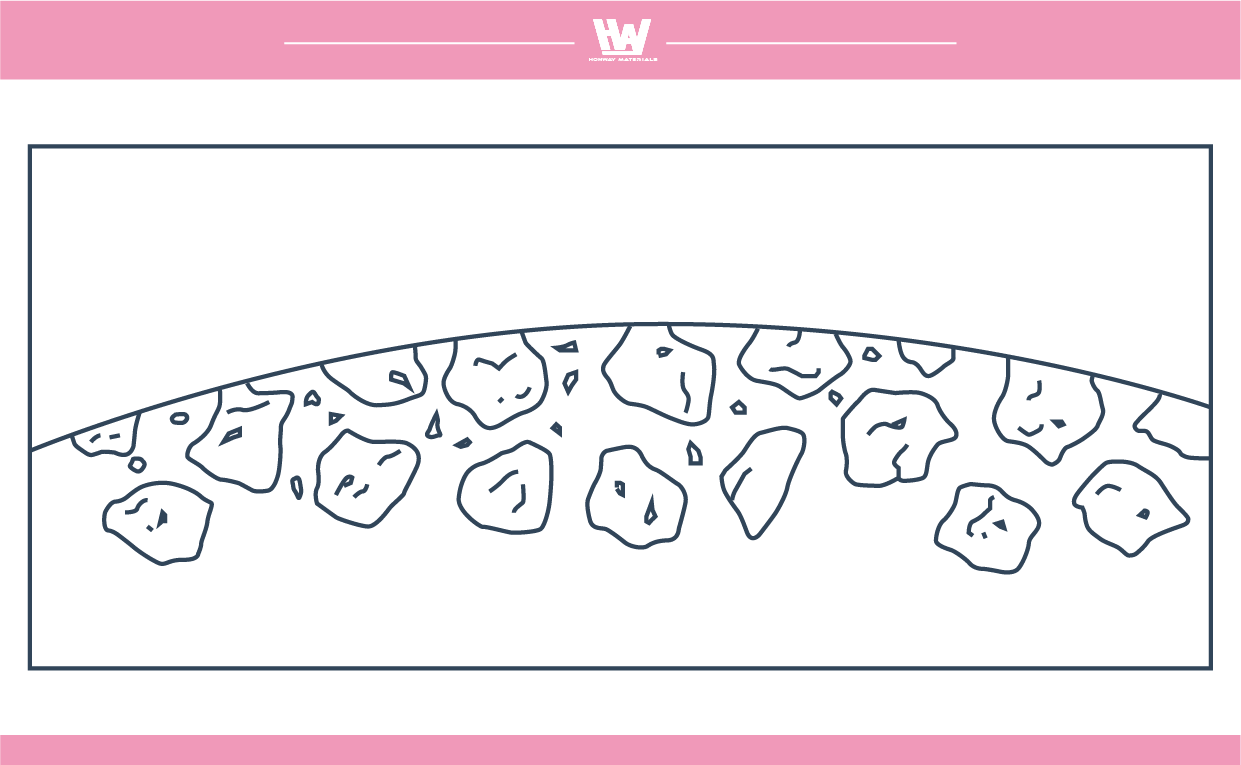
Proper Dressing Condition
Proper dressing means that, after the dressing process, the abrasive grains are exposed to an optimal degree, allowing the grinding wheel to maintain stable and efficient grinding performance. Ideally, a properly dressed grinding wheel will achieve a “stable state” in terms of grinding resistance (balanced resistance during grinding), grinding power (optimal energy consumption for operation), workpiece surface quality (smoothness and accuracy of the machined surface) and grinding wheel wear rate (controlled wear of abrasive grains).
The stable state usually occurs after the grinding process has been running for a while. At this point, the wheel performs at its most stable and is suitable for continuous high-efficiency machining and automated production.
Under-Dressed Condition
Under-dressing occurs when the dressing process does not sufficiently remove the bonding material around the abrasive grains, preventing them from being adequately exposed on the wheel’s surface.
Condition of grinding wheel:
- Feels harder, with excessive bonding material covering the abrasive grains.
- Cutting ability is limited, leading to lower material removal rates.
Grinding conditions:
- Grinding power: Requires higher power to drive the wheel.
- Grinding efficiency: Slower cutting speed, reducing overall productivity.
- Workpiece surface quality: Produces smoother surfaces than expected but takes longer to process. If excessive feed rates are used, surface burns may occur.
Although under-dressing initially reduces grinding performance, as the wheel continues to be used, the bonding material gradually wears away, exposing the abrasive grains and eventually reaching a stable state. This transition may take several minutes to hours, but once the stable state is reached, it remains consistent.
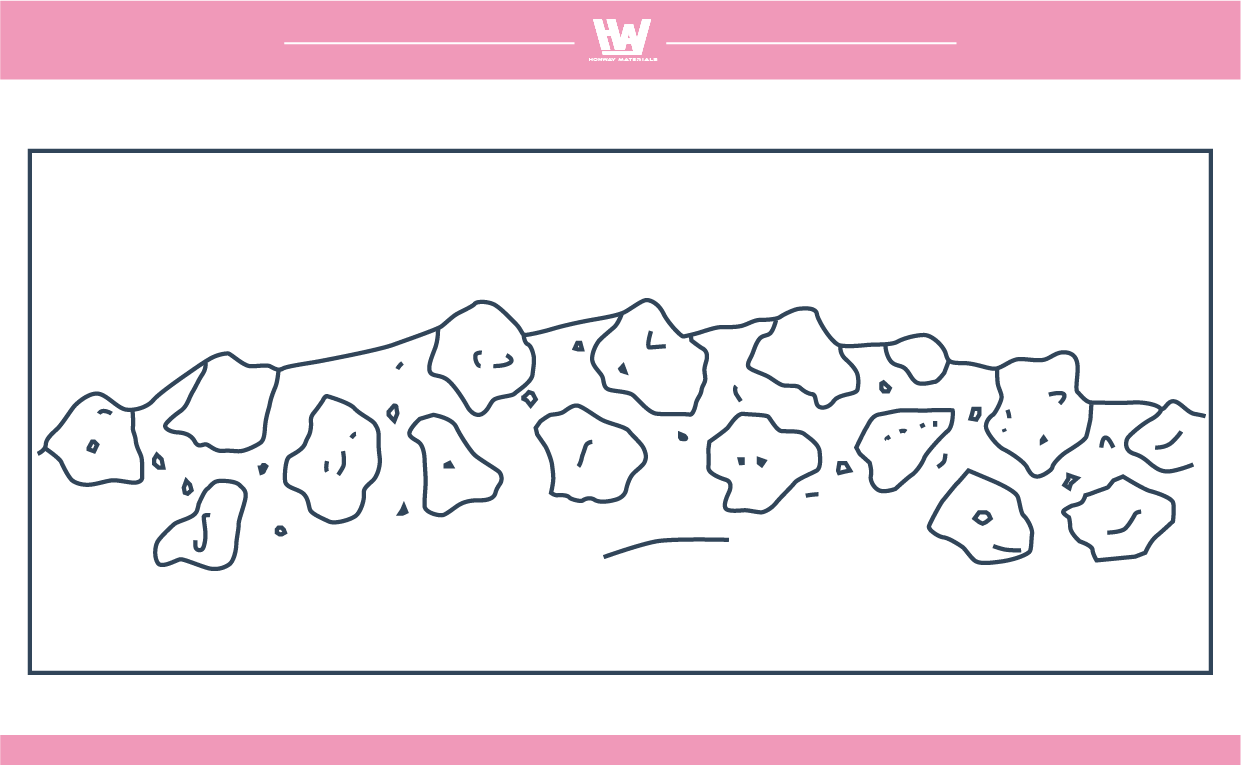
Over-Dressed Condition
Over-dressing happens when too much bonding material is removed during the dressing process, causing excessive exposure of the abrasive grains. This makes the grinding wheel surface too rough and negatively impacts grinding performance.
Condition of grinding wheel:
- Feels softer, as the bonding material provides insufficient support to the abrasive grains.
- Excessively exposed abrasive grains, resulting in a rough surface.
Grinding conditions:
- Workpiece surface quality: Produces rougher surfaces with lower precision.
- Grinding power: Requires less power due to reduced grinding resistance.
- Wheel wear rate: Abrasive grains fall off quickly, causing the wheel to wear out faster than normal.
Although over-dressing initially affects grinding performance, the wheel can still gradually reach a stable state during grinding. Generally, over-dressed wheels reach stability faster than under-dressed ones.
Q: What should I do if I use an over-dressed grinding wheel?
A: Using an over-dressed grinding wheel may lead to the following issues:
1. Poor initial workpiece surface quality, requiring extra time for finishing or reworking.
2. Reduced wheel lifespan due to the rapid detachment of abrasive grains, leading to frequent replacements or re-dressing.
Solution: If using an over-dressed grinding wheel is unavoidable, you can mitigate its effects by shortening the machining cycle or adding a pre-grinding step.
Q: Why would someone intentionally under-dress a grinding wheel?
A1. To improve workpiece surface quality
During the dressing process, under-dressing is sometimes intentionally applied as a strategy to enhance surface quality. A grinding wheel with insufficient dressing has a smoother surface and less exposed abrasive grain edges, allowing for a finer surface finish compared to a normally dressed wheel.
This approach gives the effect of a finer-grit wheel while still retaining the advantages of a coarser-grit wheel, particularly in terms of extended wheel lifespan.
Example: A 600-grit grinding wheel can be intentionally under-dressed to achieve a surface finish similar to an 800-grit or even 1200-grit wheel.
A2: To reduce abrasive grain consumption
Since the bonding material is not fully removed, the abrasive grains receive more support, leading to slower wheel wear and an extended service life.
The under-dressing strategy is suitable for small-batch or manual grinding operations, where operators can adjust feed rate, pressure, and coolant supply in real-time to compensate for the lower initial grinding efficiency caused by under-dressing.
※Note: Under-dressed grinding wheels are not recommended for automated production.
In automated manufacturing, maintaining a stable material removal rate, power requirements, and surface roughness is crucial for production efficiency and product quality. Therefore, the dressing state must be carefully balanced to avoid excessive or insufficient dressing, ensuring the grinding wheel maintains stable and consistent performance.
In summary, the dressing strategy needs to be adjusted according to the specific application scenario. We can judge what kind of grinding wheel to use according to the actual situation. Dressing the appropriate grinding wheel is not necessarily the only option.
Conclusion
Truing and dressing are complementary processes that ensure the proper functioning of a grinding wheel.
Depending on specific application requirements, dressing can be used as a strategic adjustment tool:
Intentionally under-dressing can extend wheel life and provide a finer surface finish in manual grinding; Proper dressing is essential for automated production, ensuring consistent material removal, stable power consumption, and high-quality surface finishing. Therefore, the optimal dressing strategy should be selected based on machining needs, equipment characteristics, and production methods, in order to achieve the best working performance and economic benefits.
Action
- How to choose grinding wheel>>>How to Choose Between Diamond Wheels and CBN Wheels?
- The basic knowledge of abrasives that must be known>>>Grinding-Abrasive Introduction
- The Key Role of Grinding Wheel Performance>>Bond
- Various aspects of grinding wheel abrasive grains>>The Grinding Effect of the Grinding Wheel Particles
- Is the current grinding wheel wear normally>>>What is the current status of the grinding wheel? – Electroplated Grinding Wheel Section
- How to dress a grinding wheel>>Grinding Wheel Dressing and Sharpening Methods
- Grinding wheel dressing in two stages >> What is grinding wheel dressing and sharpening
- Different grinding states of cutting edge>>In-depth understanding of grinding wheel cutting edge shapes, variations, and self-sharpening mechanisms
- Action>>>Diamond and CBN grinding wheel, Polishing abrasive, Polishing Equipment, Polishing Tools
- Review
We offer customized adjustments to the grinding process, tailored to meet processing requirements for maximum efficiency.
After reading the content, if you still don’t know how to select the most suitable option,
Feel free to contact us and we will have specialist available to answer your questions.
If you need customized quotations, you’re also welcome to contact us.
Customer Service Hours: Monday to Friday 09:00~18:00 (GMT+8)
Phone: +8867 223 1058
If you have a subject that you want to know or a phone call that is not clear, you are welcome to send a private message to Facebook~~
Honway Facebook: https://www.facebook.com/honwaygroup
You may be interested in…
[wpb-random-posts]
