
As the core material in grinding processes, abrasives play a pivotal role in determining machining efficiency and quality. Selecting the appropriate abrasive based on material properties, machining requirements, and operating conditions can significantly improve performance, reduce energy consumption, and extend tool life. Common abrasives include aluminum oxide, silicon carbide, zirconia, and superabrasives (e.g., diamond, CBN), each with unique features in hardness, toughness, and wear resistance. They find broad application across industries and various workpiece materials.
This article will analyze the properties and applications of abrasives, providing insights into their selection for machining different materials.
Table of Contents
Classification and Designation of Abrasives
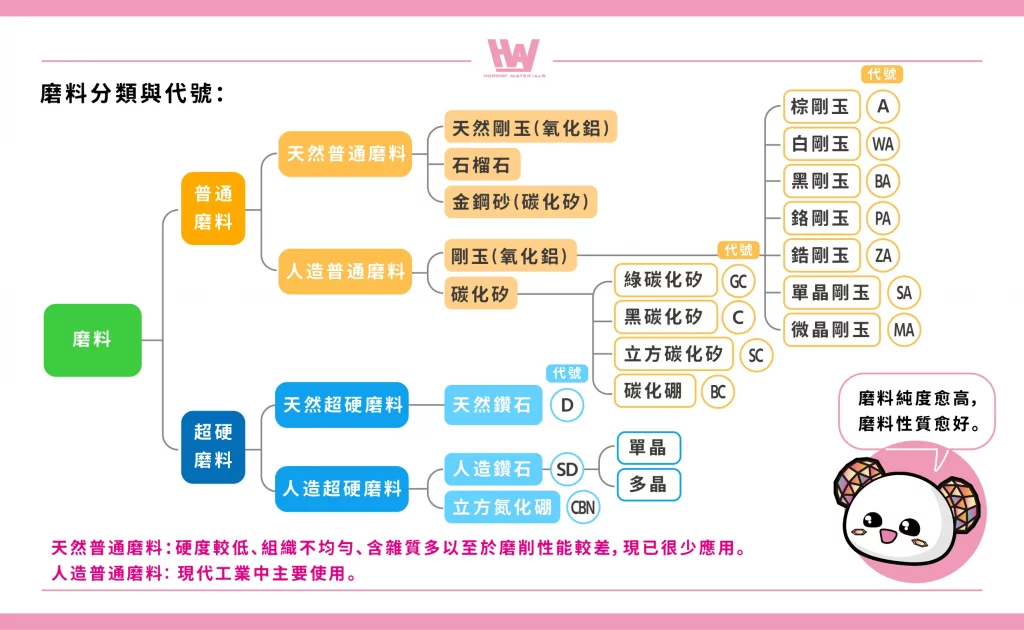
Natural Common Abrasives: Historically, these were used more frequently. However, due to their lower hardness, uneven structure, and high impurity content, which result in poor grinding performance, they are now rarely used.
Conventional Synthetic Abrasives: These are the primary abrasives used in modern industry and mainly include aluminum oxide and silicon carbide abrasives.
Superabrasives: Superabrasives feature extremely high hardness and wear resistance, making them suitable for high-precision grinding and cutting of hard-to-machine materials. The main types are diamond and cubic boron nitride (CBN).
(Further Reading: Grinding-Abrasives Introduction)
※This article primarily discusses the applications of aluminum oxide and silicon carbide abrasives.
Structure of Aluminum Oxide Abrasives
Aluminum oxide abrasives (e.g., A and WA abrasives) have cleavage lines with specific orientations, making them prone to crack along these lines. However, the cleavage is often incomplete, resulting in fracture surfaces with a shell-like appearance. As the cutting edges dull, the grinding resistance on the abrasive particles increases, leading to further fracturing of the abrasives and the formation of new cutting edges. Simultaneously, some of the bonding material and broken abrasive fragments are removed, creating fresh chip clearance spaces.
Due to the self-sharpening process during the abrasive’s fracturing, the grinding wheel continuously maintains its cutting capability. This property makes aluminum oxide abrasives highly effective for grinding, particularly in applications requiring self-renewing sharp cutting edges to ensure consistent grinding performance.
Structure of Silicon Carbide Abrasives
In silicon carbide abrasives (e.g., C and GC abrasives), the mechanism of edge fracturing is similar to that of aluminum oxide abrasives, where increased grinding resistance causes particle fracturing, producing new cutting edges. However, the fracturing characteristics of silicon carbide differ significantly: it undergoes complete cleavage upon fracturing, creating sharper cutting edges rather than shell-like fracture surfaces.
This complete cleavage property enables silicon carbide abrasives to generate extremely sharp grinding edges rapidly, making them particularly suitable for materials with low tensile strength.
Toughness Ranking of Abrasives
Abrasives reveal new grinding edges through fracturing, but the ease of fracturing depends on the toughness of the material. The toughness of abrasives, ranked from highest to lowest, is: A abrasive > WA abrasive > C abrasive > GC abrasive. Conversely, the ease of generating new grinding edges follows the opposite order: GC abrasive (easiest), followed by C abrasive, WA abrasive, and finally A abrasive.
We can choose suitable abrasives according to the material toughness of the workpiece to obtain better grinding efficiency.
- GC Abrasives (Lowest Toughness): Ideal for grinding hard and brittle materials such as glass, ceramics, and hard alloys. Their ability to form sharp cutting edges quickly ensures high-efficiency grinding.
- C Abrasives: Suitable for slightly tougher but still hard materials, such as certain metals and non-metallic materials.
- WA Abrasives: Best for materials with greater toughness and medium hardness, such as common alloy steels or tool steels.
- A Abrasives (Highest Toughness): Designed for materials with high toughness, such as carbon steels and stainless steels. Their resistance to fracturing ensures a stable cutting life.
Differences Between A and C Abrasives When Grinding Different Metals
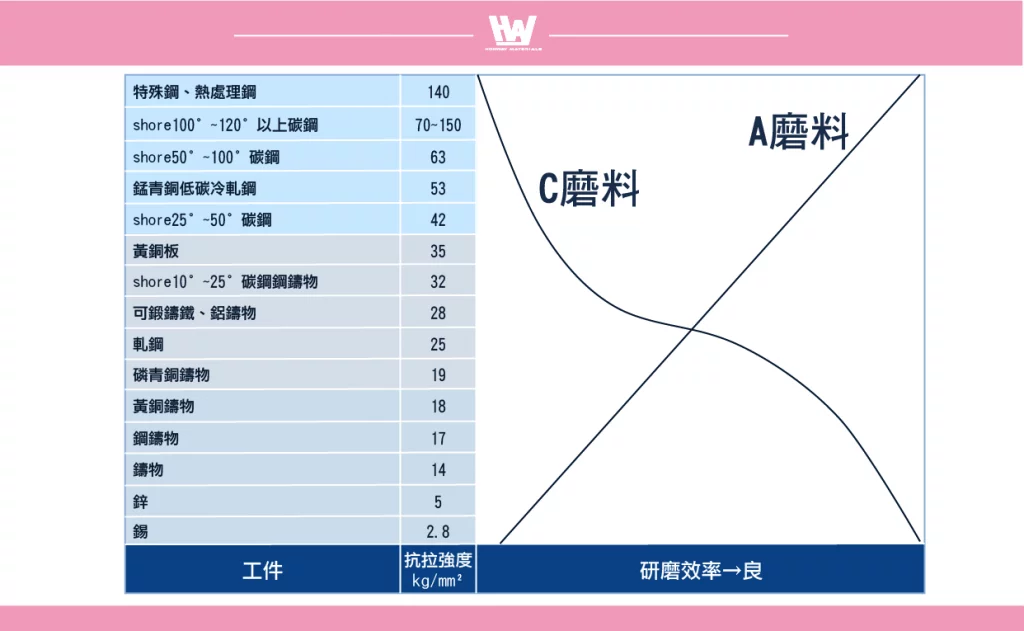
Using A and C abrasives for grinding soft steel and cast iron:
Advantage of Using A Abrasives for Soft Steel:
- Soft steel has high tensile strength, making A abrasives, with their high toughness, ideal to prevent edge failure due to brittle fracturing.
- The cutting edges of A abrasives are more durable and less prone to breakage, allowing them to penetrate the workpiece more stably and fully utilize their grinding capability.
Advantage of Using C Abrasives for Cast Iron:
- Cast iron has low tensile strength and is brittle, which makes C abrasives (high brittleness) effective in generating sharp new cutting edges.
- The cutting edges of C abrasives can penetrate the workpiece material efficiently, fracture quickly, and regenerate new edges, enhancing grinding efficiency.
Conclusion
For materials with high tensile strength (e.g., soft steel): Use A abrasives.
- C abrasives’ brittle cutting edges tend to break prematurely, resulting in unstable penetration and lower grinding efficiency.
- A abrasives leverage their high toughness, ensuring the cutting edges penetrate stably and fully utilize their grinding capability.
For materials with low tensile strength (e.g., cast iron): Use C abrasives.
- C abrasives generate sharp, new cutting edges quickly, improving grinding efficiency.
- A abrasives, due to their resistance to fracturing, struggle to regenerate cutting edges promptly, making them less efficient for these materials.
For intermediate materials (e.g., rolled steel): Neither A nor C abrasives provide optimal cutting efficiency. In such cases, cost-effective A abrasives are a more economical and practical choice.
Applications of WA Abrasives (Lower Toughness than A Abrasives)
- Enhanced Edge Regeneration: Compared to A abrasives, WA abrasives form new cutting edges more readily, improving their cutting efficiency.
- Suitable for Large Contact Areas: WA abrasives perform well in large contact areas where grinding performance often declines due to increased contact size. For example, when grinding internal surfaces of high-tensile materials like steel using small grinding wheels (diameter below 6 mm), WA abrasives are preferable as wheel diameter increases and contact area grows.
- Reduced Grinding Heat: The ease of edge regeneration minimizes heat generation during grinding, making WA abrasives suitable for applications where excessive heat needs to be avoided.
Applications of GC Abrasives
- For Hard and Brittle Materials: The selection criteria for workpieces are similar to those for C abrasives.
- For Large Contact Areas and Heat-Sensitive Applications: Due to their higher brittleness, GC abrasives fracture and regenerate new cutting edges even faster after dulling, effectively reducing heat generation during grinding and minimizing the risk of cracking.
Comparison to C Abrasives: GC abrasives share similar applications to C abrasives but offer the added benefit of reduced grinding heat, this makes GC abrasives a better choice for hard, brittle materials that are also heat-sensitive, as they help prevent material cracking. For heat-resistant materials, C abrasives remain a suitable option.
How to Choose Abrasives?
1. Alumina-Based Abrasives (A, WA):
- Suitable for materials with high tensile strength (e.g., soft steel, stainless steel).
- WA abrasives are especially suited for large-area processing and heat-sensitive applications due to their enhanced properties.
2. Silicon Carbide-Based Abrasives (C, GC):
- Suitable for materials with low tensile strength (e.g., cast iron, hard brittle materials).
- Ideal for hard and brittle materials (e.g., ceramics, glass).
- For large contact areas and low-temperature operations, GC abrasives deliver superior performance.
3. Zirconia Alumina and Zirconia Abrasives:
- High heat resistance, wear resistance, excellent grinding performance, and high toughness, making them suitable for high-strength loads.
- Offer higher grinding ratios compared to alumina abrasives, ideal for grinding materials such as steel, cast iron, heat-resistant steel, titanium, nickel alloys, aluminum alloys, tungsten, and titanium alloys.
- Especially effective for grinding austenitic stainless steel and other high-toughness materials.
Austenitic stainless steel: Known for its lower strength but excellent machinability, plasticity, toughness, and stable mechanical properties across high and low temperatures. It also exhibits superior corrosion resistance, making it widely used in industrial equipment, energy power, and medical applications.
4. Superabrasives (Diamond, Cubic Boron Nitride/CBN):
- Diamond abrasives: Ideal for ultra-hard alloys, ceramics, and other hard brittle materials. However, they are prone to heat wear when grinding steels, particularly ferrous materials.
- CBN abrasives: Suitable for metal materials containing hard particles, such as high-speed steel and hard-to-machine steels. They provide extremely high grinding efficiency, with grinding ratios exceeding 1000.
Choose the appropriate abrasive according to the characteristics of the following materials:
- Soft and Tough Materials (e.g., soft steel, stainless steel): Use A or WA abrasives.
- Hard and Brittle Materials (e.g., cast iron, ceramics): Use C or GC abrasives.
- Special Hard-to-Machine Materials (e.g., high-speed steel, ultra-hard alloys): Use diamond or CBN abrasives.
- Large Contact Areas and Heat-Sensitive Operations: Prioritize WA or GC abrasives.
- High Grinding Ratio Requirements: Choose zirconia abrasives or CBN abrasives for greater efficiency.
Conclusion
Different abrasives offer distinct advantages based on their characteristics and applications. Aluminum oxide abrasives (A, WA), known for their toughness and stability, are suitable for machining materials with high tensile strength, such as mild steel and stainless steel. Silicon carbide abrasives (C, GC), with their high brittleness, excel in processing hard and brittle materials like cast iron and ceramics, especially in operations involving large contact areas. Zirconia abrasives, due to their high toughness, perform exceptionally well under heavy grinding loads, making them ideal for tough austenitic stainless steels. Superabrasives (diamond and CBN), with their extreme hardness, are the optimal choice for machining ultra-hard alloys, ceramics, and difficult-to-machine materials. Choosing the right abrasive not only enhances grinding efficiency but also reduces processing costs and meets diverse machining requirements.
Action
- How to choose grinding wheel>>>How to Choose Between Diamond Wheels and CBN Wheels?
- The basic knowledge of abrasives that must be known>>>Grinding-Abrasive Introduction
- The Key Role of Grinding Wheel Performance>>Bond
- Various aspects of grinding wheel abrasive grains>>The Grinding Effect of the Grinding Wheel Particles
- How to choose the right bond strength>>What is Bond Strength and How Do I Choose?
- Action>>>Diamond and CBN grinding wheel, Polishing abrasive, Polishing Equipment, Polishing Tools
- Review
We offer customized adjustments to the grinding process, tailored to meet processing requirements for maximum efficiency.
After reading the content, if you still don’t know how to select the most suitable option,
Feel free to contact us and we will have specialist available to answer your questions.
If you need customized quotations, you’re also welcome to contact us.
Customer Service Hours: Monday to Friday 09:00~18:00 (GMT+8)
Phone: +8867 223 1058
If you have a subject that you want to know or a phone call that is not clear, you are welcome to send a private message to Facebook~~
Honway Facebook: https://www.facebook.com/honwaygroup
You may be interested in…
[wpb-random-posts]
