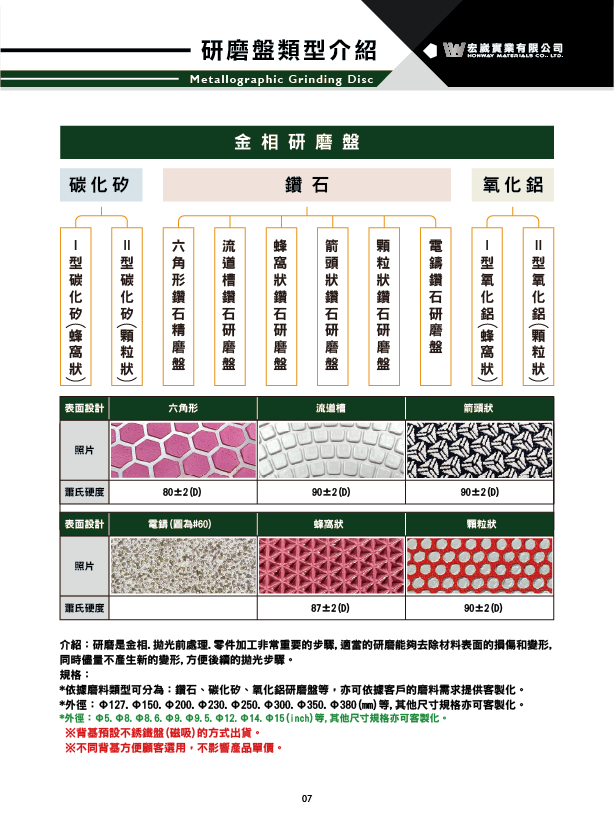

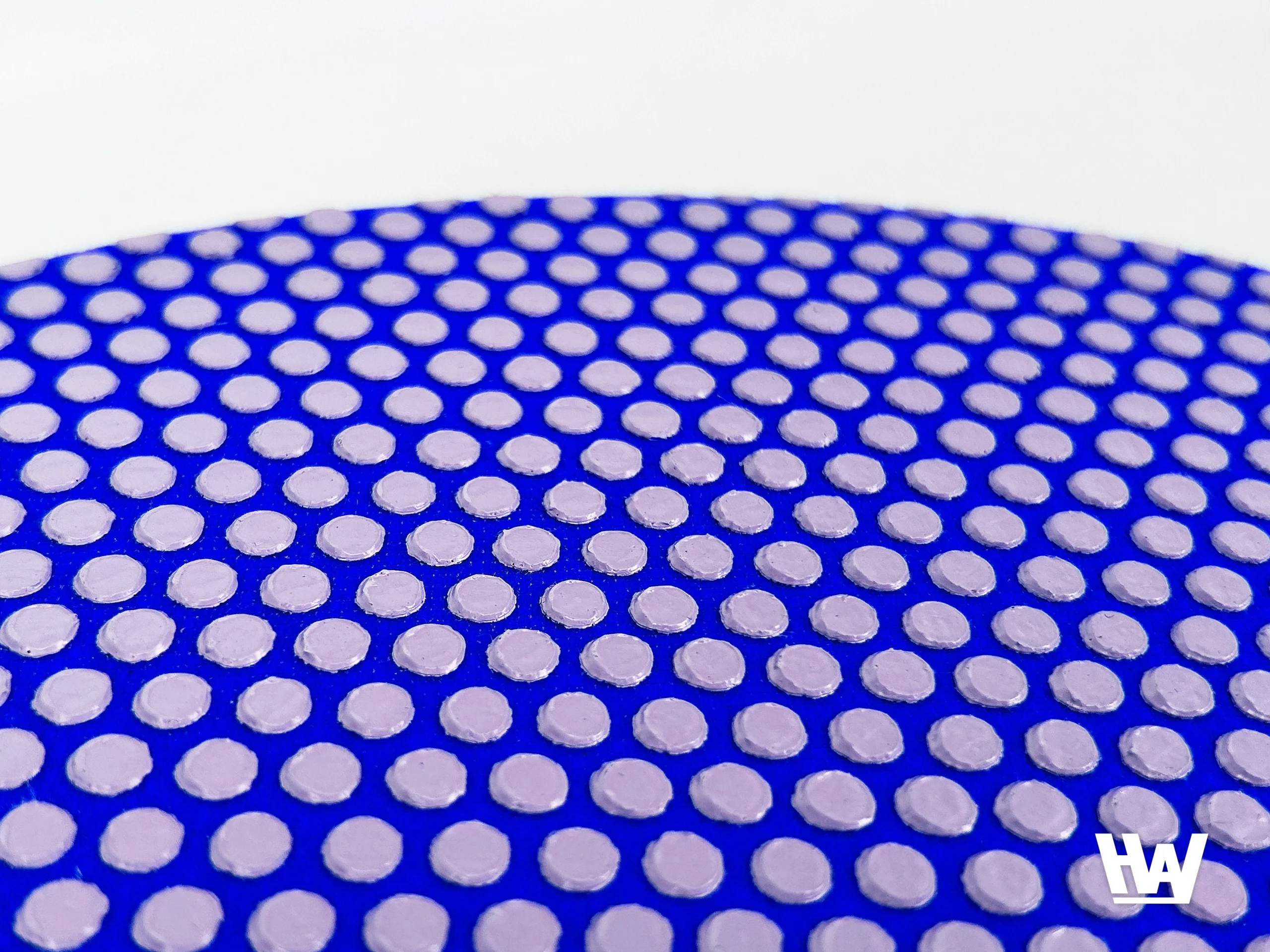


HW-SiC-II(Granular)-Metallographic grinding disc Product features
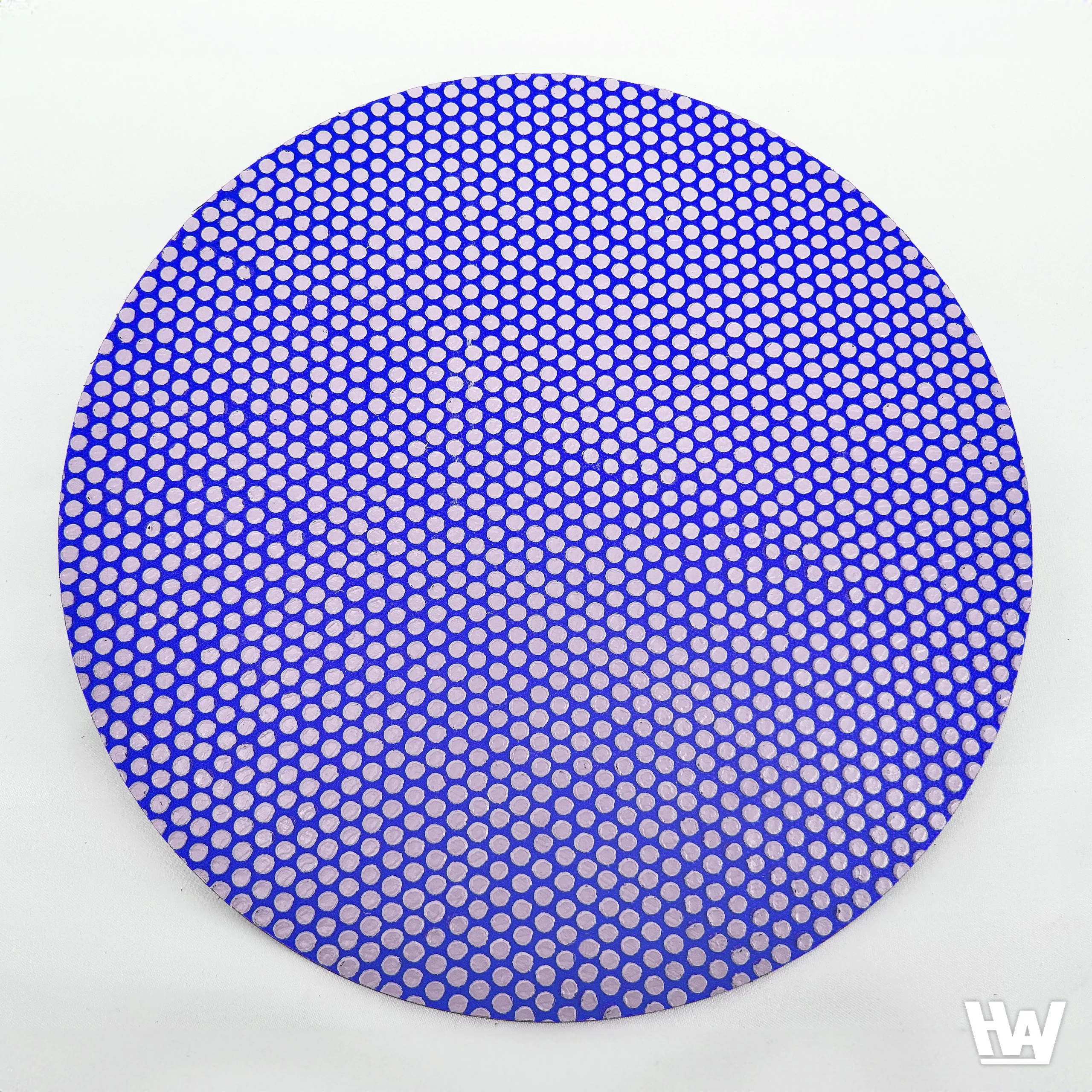
This lapping process can replace metallographic sandpaper. Due to the continuous supply of lubricants, the working layer of the grinding disc optimizes the working method of silicon carbide particles. The surface structure ensures better flatness for all samples.
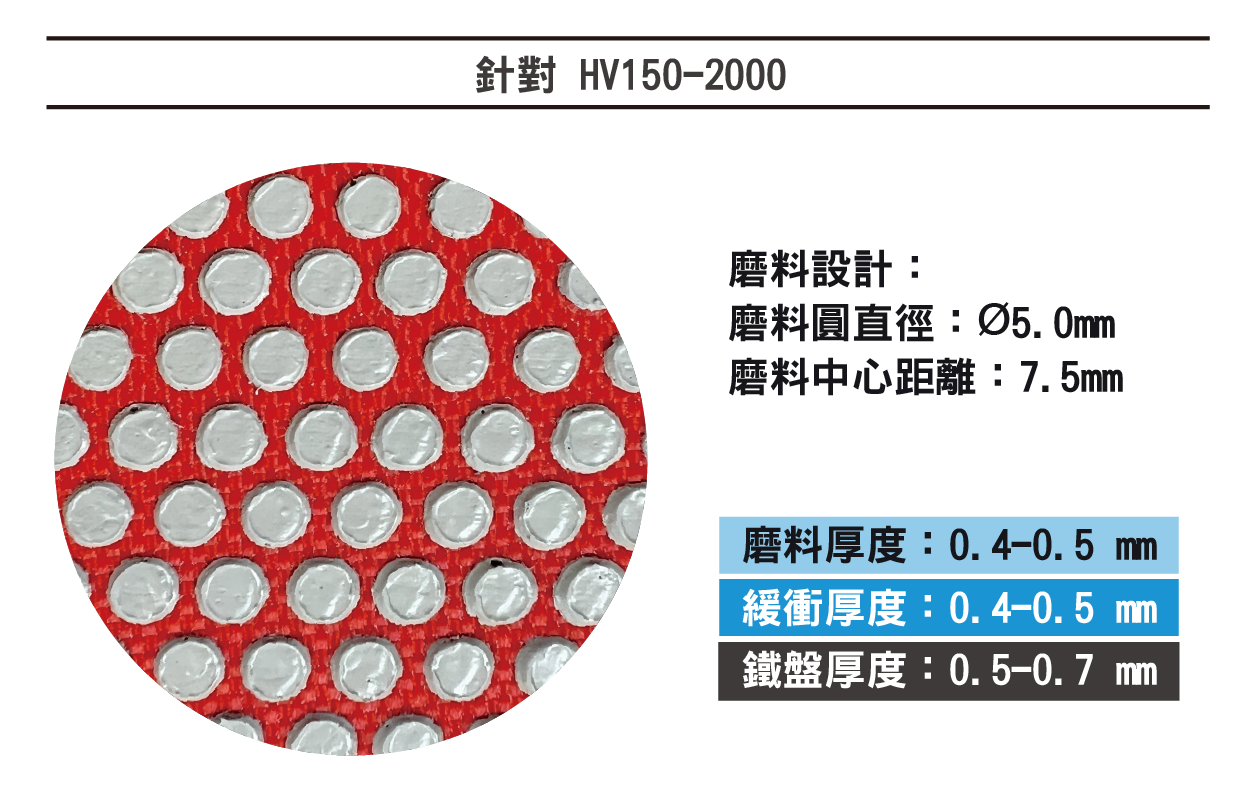
- The main abrasive material is modified silicon carbide, designed specifically to replace silicon carbide sandpaper. One grinding disc can replace 200-300 sheets of silicon carbide sandpaper of the same specification.
- The product is available in three types: stainless steel plate (magnetic), rubber-backed magnetic (magnetic), and PSA adhesive backing (adhesive).
- Product Features: Simple and Low Cost: One grinding disc can replace 200-300 sheets of silicon carbide sandpaper of the same specification.
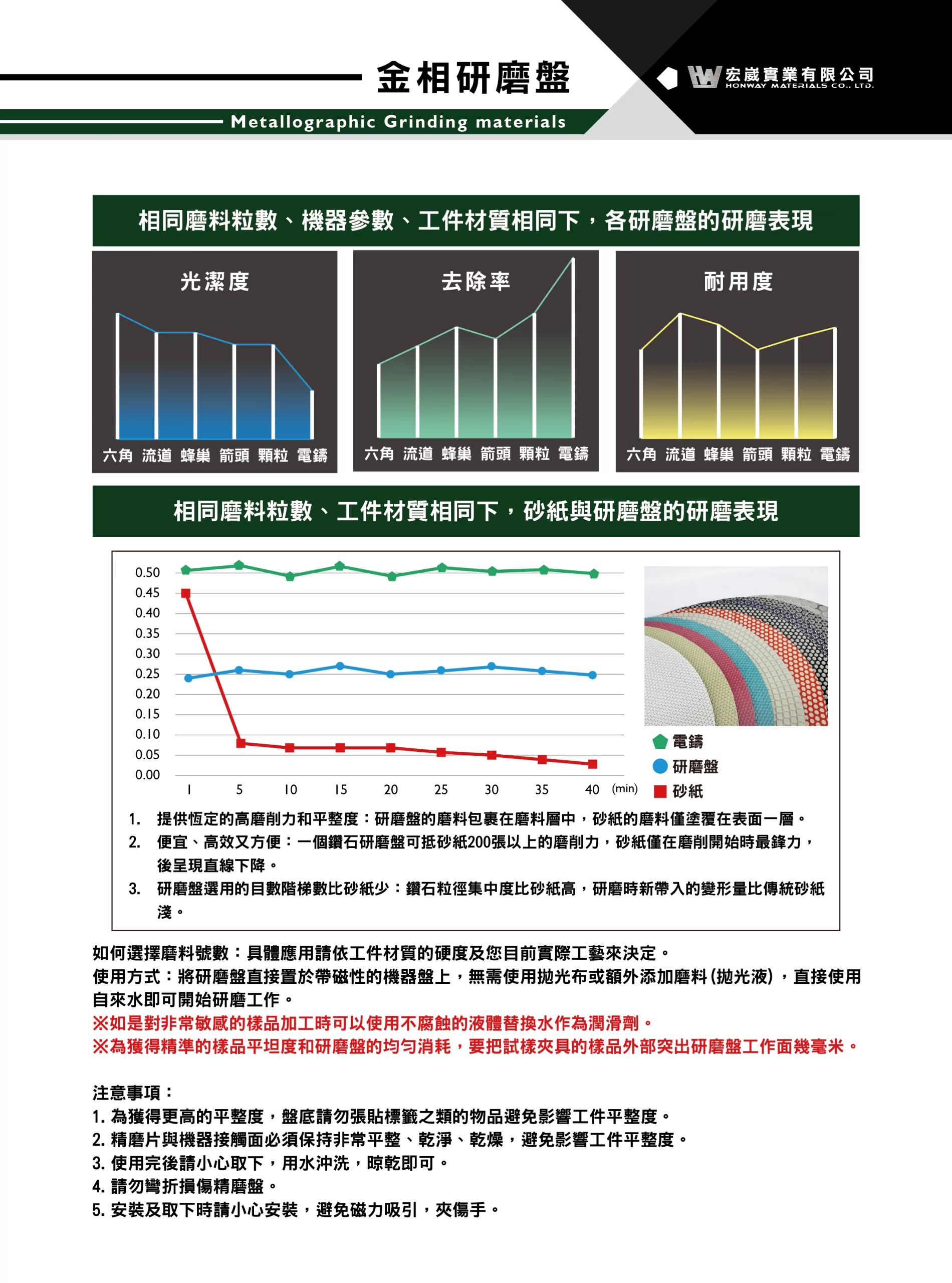
- Consistent Cutting: Provides stable and consistent high grinding cutting force. ※ Sandpaper is only sharp at the start of grinding, after which its sharpness declines linearly.
Application areas:
- Materials science, metal identification, failure analysis, manufacturing, materials research and development, diamond and gemstone craftsmanship, electronics and the semiconductor industry.
- Double-sided lapping machine, single-side lapping machine.
Product features
| Grit size | Particle size(um) | Size(mm) | Size(inch) |
| 60# | 240 | Ø200
Ø230 Ø250 Ø300
|
Ø8
Ø9 Ø9.5 Ø12
|
| 80# | 188 | ||
| 120# | 127 | ||
| 180# | 78 | ||
| 240# | 58 | ||
| 320# | 46 | ||
| 400# | 35 | ||
| 600# | 26 | ||
| 800# | 22 | ||
| 1000# | 18 | ||
| 1200# | 15 | ||
| 2000# | 9.0 | ||
| 2400# | 6.0 | ||
| 5000# | 3.0 | ||
| 15000# | 0.1 |
1. Product differences
| Metallographic fine grinding disc | Metallographic grinding disc | |
| Abrasive layer | soft | hard |
| Shore hardness | 80 degrees | 90 degrees |
| Introduction | Soft as cowhide | Hard as steel |
| Application | Replaces the three processes of back-end grinding and front-end polishing | Replaces sandpaper for grinding super-hard materials |
2. How to Choose
The specific application depends on the hardness of the workpiece material and your current actual process.
How to use: Place the grinding disc directly on the magnetic machine disc. No need to use polishing cloth or add additional abrasive (polishing liquid). Just use tap water to start grinding.
※When processing very sensitive samples, non-corrosive liquids can be used instead of water as lubricants.
※In order to obtain accurate sample flatness and uniform consumption of the grinding disc, the outer part of the sample holder should protrude a few millimeters from the working surface of the grinding disc.
3. Precaution
- For optimal flatness, avoid sticking any labels or similar items to the bottom of the disc to prevent affecting workpiece flatness.
- Ensure that the contact surface between the grinding disc and the machine is very flat, clean, and dry to avoid impacting the workpiece’s flatness.
- After use, carefully remove the pad, rinse with water, and let it air dry.
- Avoid bending or damaging the precision grinding disc.
- When installing or removing, do so carefully to avoid magnetic attraction pinching your hands.
4. Others