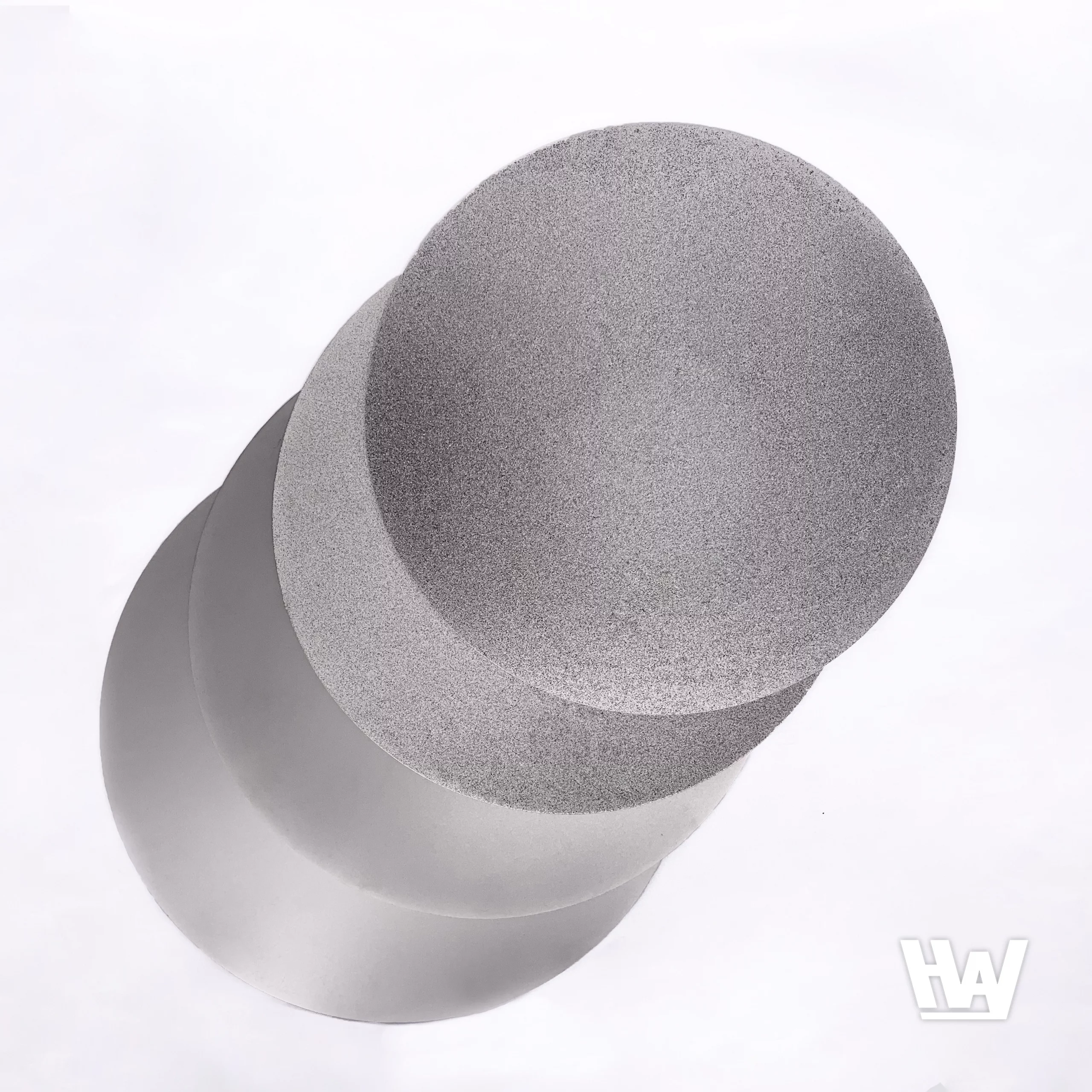

Honway diamond disc (electroformation)
This product allows the elimination of metallographic sandpaper grinding and polishing steps. The continuous lubricant supply optimizes diamond grain interaction with the workpiece in the disc’s working layer. The surface architecture ensures enhanced sample flatness across all applications.
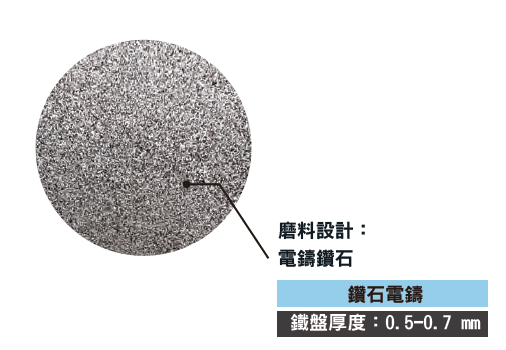
The primary abrasive is high-performance diamond, with a dotted design. It provides various options for hard materials ranging from HV40 to HV2000.
- Metals: High-speed steel, alloy steel, hard alloys, tungsten steel, tungsten carbide, and more.
- Non-metals: Glass, ceramics, agate, stone, gemstones, jade, monocrystalline silicon, polycrystalline silicon, quartz glass, titanium carbide, magnetic materials, etc.
- Grinding:against HV40-2000.
Application areas:
- Materials science, metal identification, failure analysis, manufacturing, materials research and development, diamond and gemstone processing, electronics and semiconductor industries.
- Copper-clad laminates, double-sided grinders, and single-disc grinders.
Product features:
- Excellent Quality: Made from high-performance diamonds using precision molds. Provides efficient grinding and thinning effects with customizable size and grit.
- High Flatness: The surface, made from high-performance diamonds, ensures full contact between the grinding pad and the workpiece, offering stable and consistent cutting power while maximizing the storage of grinding media.
- Multiple Grit Options: Offers various diamond grit sizes, customizable according to your needs.
- High Quality and Efficiency: Strong cutting power, long lifespan, and post-polishing features such as superior surface quality, low roughness, high efficiency, and high yield rates.
- Easy Operation: Magnetic attachment design for repeated use. Additionally, multiple backing options are available to meet different needs.
- Simple and Low Cost: Cooling liquid (water) is sufficient during grinding, eliminating the need for additional abrasives. The process is simpler and manufacturing costs are lower.
Product features
※ Provide #35~#3000 customization, contact customer service if need.
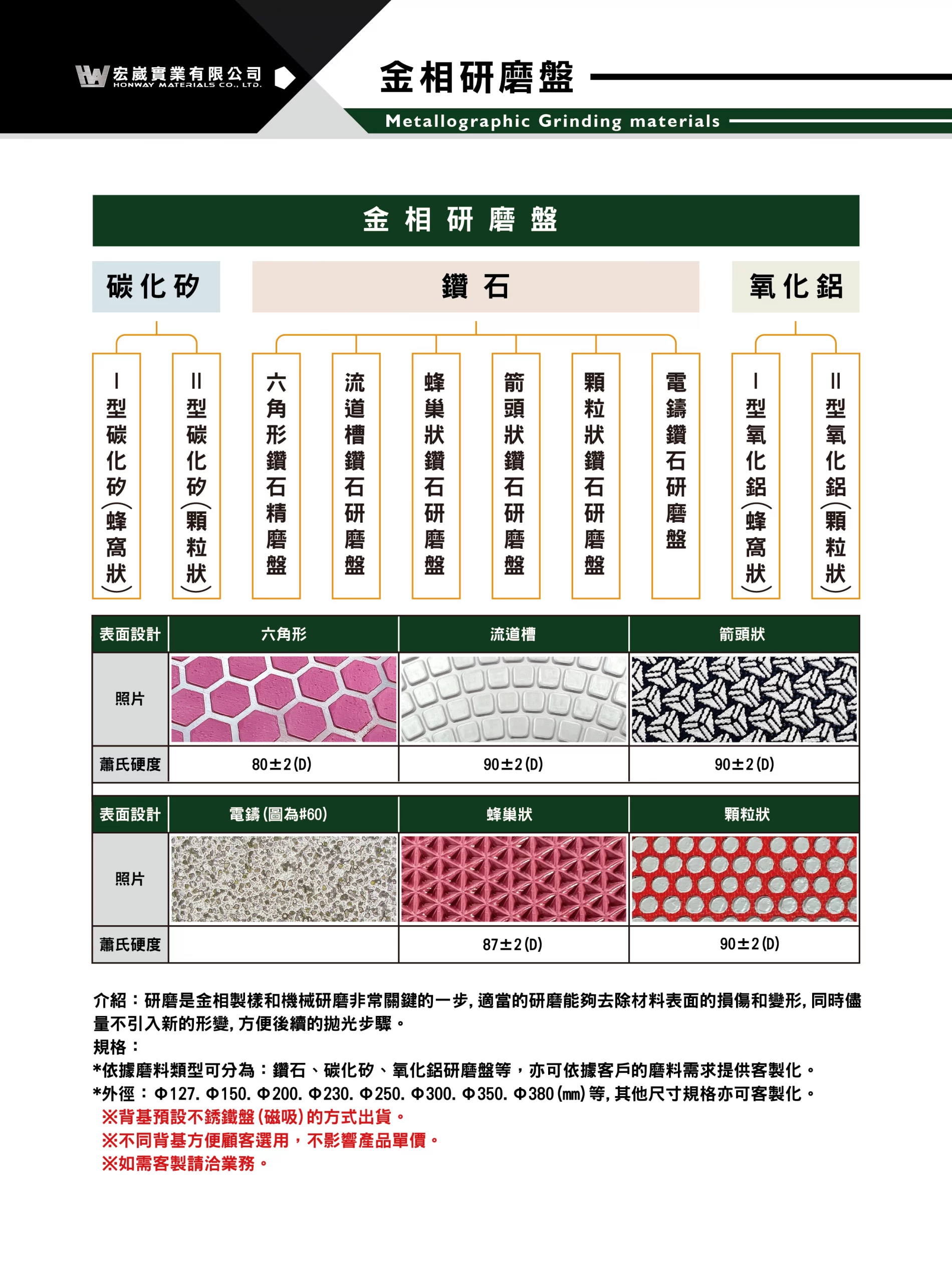
|
Surface design |
Abrasive number | Particle size(um) | Size(mm) |
Size (inch) |
| Electroformation | 60# | 240 | Ø200
Ø230 Ø250 Ø300 Ø350 Ø400 |
Ø8
Ø9 Ø9.5 Ø12 Ø14 Ø15 |
| 80# | 188 | |||
| 120# | 125 | |||
| 240# | 58 | |||
| 320# | 46 | |||
| 400# | 35 | |||
| 600# | 26 | |||
| 800# | 18 | |||
| 1000# | 15 | |||
| 1200# | 12.5 | |||
| 2000# | 7.5 | |||
| 3000# | 5.0 |
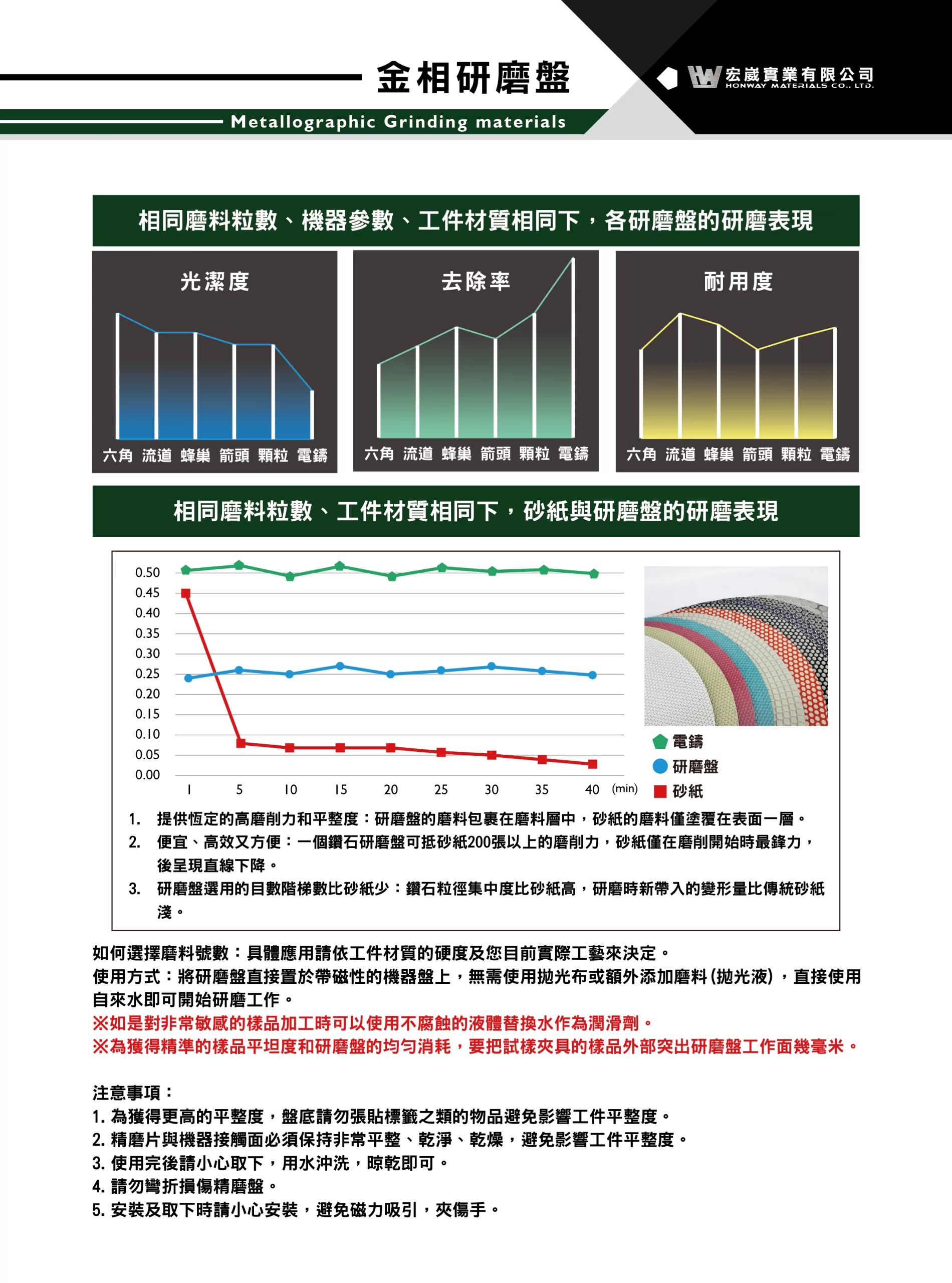
1. Product differences
| Fine grinding disc | Grinding disc/Electroformation disc | |
| Abrasive layer | soft | hard |
| Shore hardness | 80 degrees | |
| Introduction | Soft as cowhide | Hard as steel |
| Application | Replaces the three processes of back-end grinding and front-end polishing | Replaces sandpaper for grinding super-hard materials |
2. How to Choose
The specific application depends on the hardness of the workpiece material and your current actual process.
How to use: Place the grinding disc directly on the magnetic machine disc. No need to use polishing cloth or add additional abrasive (polishing liquid). Just use tap water to start grinding.
※When processing very sensitive samples, non-corrosive liquids can be used instead of water as lubricants.
※In order to obtain accurate sample flatness and uniform consumption of the grinding disc, the outer part of the sample holder should protrude a few millimeters from the working surface of the grinding disc.
3. Precaution
- For optimal flatness, avoid sticking any labels or similar items to the bottom of the disc to prevent affecting workpiece flatness.
- Ensure that the contact surface between the grinding disc and the machine is very flat, clean, and dry to avoid impacting the workpiece’s flatness.
- After use, carefully remove the pad, rinse with water, and let it air dry.
- Avoid bending or damaging the precision grinding disc.
- When installing or removing, do so carefully to avoid magnetic attraction pinching your hands.
4. Others