
The grinding wheel is an indispensable tool in grinding processes, and its performance directly impacts machining efficiency and the surface quality of workpieces. During grinding, the cutting edges of a grinding wheel exhibit an irregular distribution at the microscopic level, undergoing complex changes such as wear, dislodgment, and self-sharpening under high-temperature and high-pressure conditions.
These phenomena not only determine the service life of the grinding wheel but also have profound effects on machining accuracy and stability. Therefore, a comprehensive understanding of the shape characteristics and self-sharpening mechanisms of grinding wheel cutting edges is a key area for advancing grinding technology.
This article analyzes the shape and distribution characteristics of grinding wheel cutting edges and examines changes in these edges under various grinding conditions. It also explains the principles and limitations of the self-sharpening effect. Furthermore, the article highlights the importance of dressing grinding wheels and its influence on cutting edge performance in practical grinding applications.
Table of Contents
Introduction to Cutting Edges
Cutting edges on a grinding wheel are microscopic units of abrasive material that directly interact with the workpiece during grinding. Much like a knife, the properties of these cutting edges determine the efficiency, surface quality, and lifespan of the grinding wheel.
Structure of Cutting Edges
- The abrasive cutting edges typically feature a negative rake angle, averaging about -80°, with a range spanning -90° to -60°.
- These edges are composed of cleavage and fractured surfaces, exhibiting fine, irregular features with high randomness.
- Even on freshly dressed grinding wheels, the leading edge of the cutting edges often includes flattened areas that equivalent to clearance wear, which can influence cutting performance.
Note: Clearance surface wear refers to the wear occurring at the tip of abrasive cutting edges where they contact the workpiece. The clearance surface represents the minute gap between the cutting edge and the workpiece. Abrasive particles in this zone experience wear from friction and heat, eventually forming flattened worn surfaces.
Distribution of Cutting Edges
- Planar Distribution: Cutting edges are irregularly distributed across the surface of the grinding wheel.
- Depth-wise Distribution: The distribution of cutting edges is closely related to dressing conditions. The depth and density of cutting edges beneath the wheel’s surface are determined by dressing conditions. This distribution significantly affects the surface roughness of the workpiece. The abrasives that actually work exist within a few micrometers (μm) beneath the wheel’s surface.
Actual cutting range
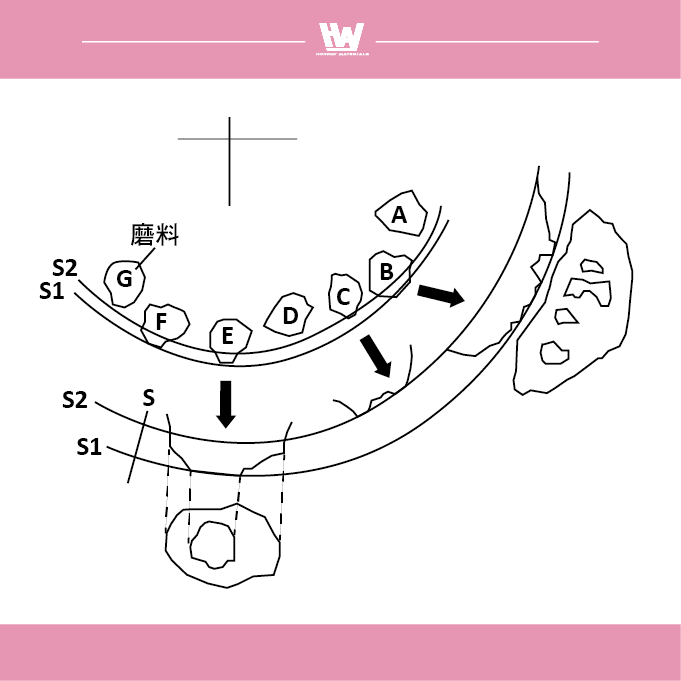
- At a microscopic level, the spacing between cutting edges (e.g., S1-S1 or S2-S2) dictates the functional region of abrasives. The abrasive that actually work exist within a thickness of several micrometers (up to the maximum depth of the grinding wheel).
- Abrasives deeper within the grinding wheel initially do not participate in cutting. However, as wear progresses, these deeper abrasives (e.g., around the S2-S2 region) become exposed and start contributing to the cutting process.

Sometimes, as much as 20% of cutting edges may protrude from the bond material.
A more even distribution of cutting edges results in smoother surfaces on the workpiece; In contrast, unevenly spaced cutting edges can lead to visible scratches and increased surface roughness. Therefore, when selecting a grinding wheel, the dressing conditions should be tailored to the specific grinding requirements
The following section will delve deeper into the differences in cutting edge distribution, exploring their impact on machining outcomes and grinding performance.
Continuous Cutting Edge Spacing
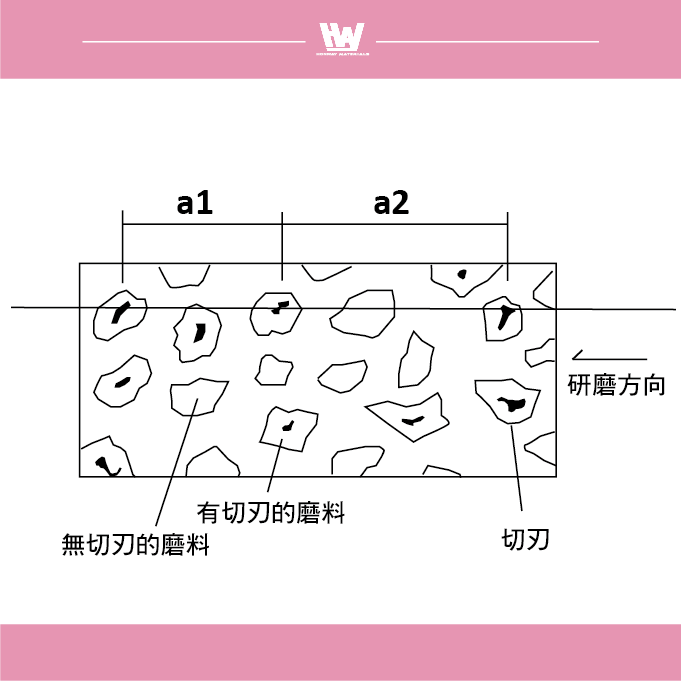
Cutting edge spacing: Refers to the distance between adjacent cutting edges on the expanded surface of a grinding wheel. It is a critical parameter that characterizes the distribution of cutting edges on the wheel. The size and distribution of this spacing significantly impact cutting efficiency, surface quality, and material removal rates (e.g., a1).
Continuous cutting edge spacing: This describes the distance between adjacent cutting edges along a straight line in the grinding direction on the operational surface of the grinding wheel. This spacing is not fixed but is typically expressed as an average value (e.g., a2).
Impact of Continuous Cutting Edge Spacing on Grinding Wheel Performance
The continuous cutting edge spacing is a critical parameter that directly influences the grinding wheel’s performance in several ways:
- Material Removal Rate: When the spacing is small, the number of cutting edges per unit area increases, leading to higher material removal rates. This is particularly suitable for high-efficiency machining.
- Surface Roughness: Larger cutting edge spacing can result in visible scratches on the machined surface, increasing surface roughness. Conversely, smaller spacing helps achieve a smoother and finer surface finish.
- Load Distribution on Cutting Edges: The size of the spacing affects the distribution of cutting loads. Smaller spacing enables more uniform load distribution across multiple cutting edges, reducing the load on individual edges and enhancing performance stability.
Applications of Continuous Cutting Edge Spacing
| Large cutting edge spacing | Large cutting amount, high surface roughness, suitable for coarse grinding processing |
| Small cutting edge spacing | Small grinding amount, low surface roughness, suitable for fine grinding processing |
Adjustment Conditions for Continuous Cutting Edge Spacing
In previous section, we discuss the uses and impacts of cutting edge spacing. Now , let’s explore how to adjust the spacing based on grinding wheel factors and dressing conditions to achieve optional grinding results.
| Continuous Cutting Edge Spacing | Large | Small | |
| grinding wheel | Toughness of abrasive | Large | Large |
| Grit Size | Course grit abrasive | Fine grit abrasive | |
| Bond strength | Small | Large | |
| Form | Loose | Intensive | |
| Dressing | Recalibration (High Pressure or Fast Calibration) | light adjustment (low pressure or slow adjustment) | |
| Grinding operation | Initial rough grinding | Later precision grinding | |
Adjustments can be made by modifying parameters such as dressing techniques, abrasives, grit size, and bonding agents to suit specific processing requirements and grinding results.
Changes in Cutting Edges During Grinding
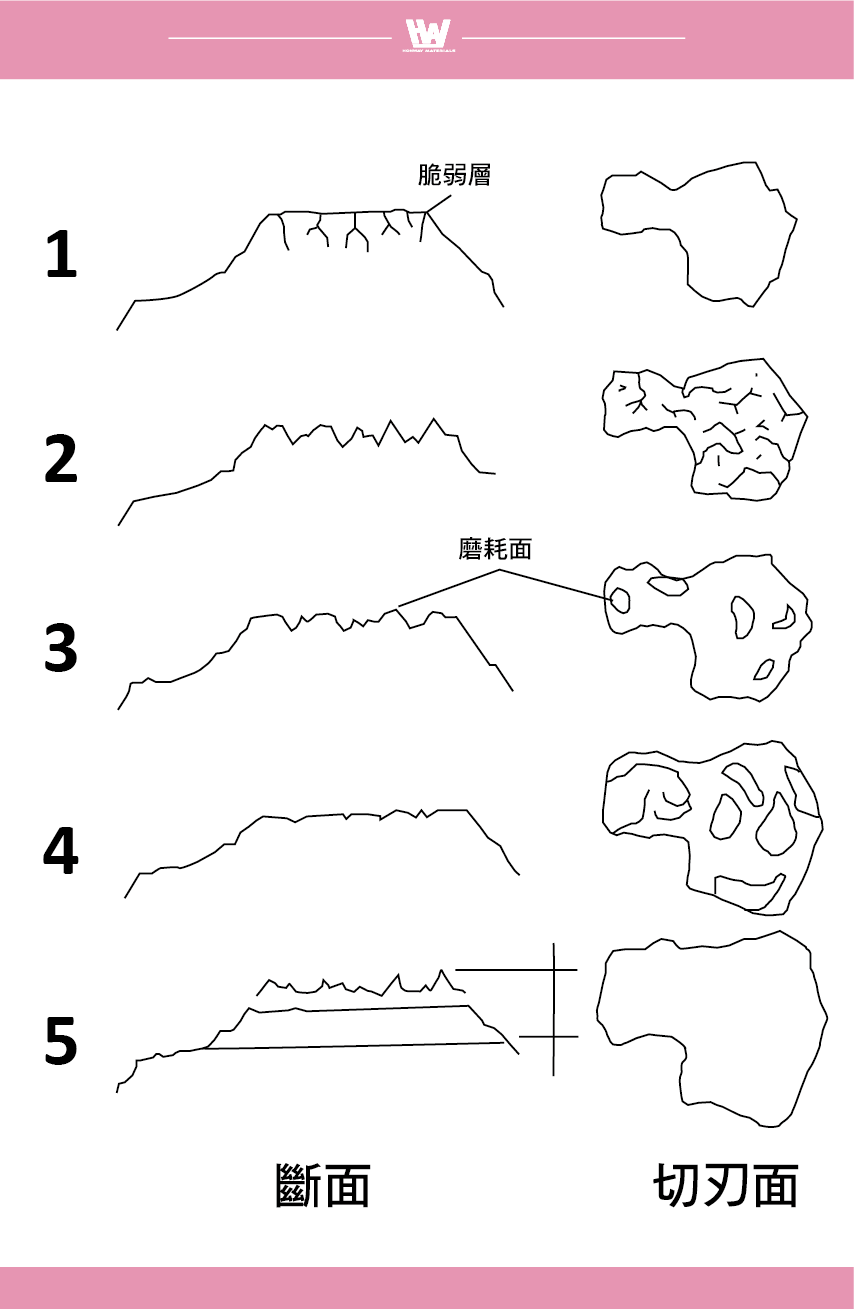
During the grinding process, cutting edges on the grinding wheel undergo various physical transformations, altering their shape and condition. These changes significantly affect grinding performance, surface quality, and the lifespan of the grinding wheel. The five main types of changes in cutting edges are as follows:
1. Detachment
Definition: Abrasive grains are dislodged from the wheel as the grinding resistance becomes excessive, partially destroying the bonding agent.
Effects:
- Reduces the number of cutting edges, decreasing grinding efficiency.
- Detached abrasives may stick to the workpiece, causing particle contamination.
Occurrence: Common in heavy grinding conditions, especially when grinding forces or heat exceed the bonding strength.
2. Damage
Definition: Partial fracture of abrasive cutting edges due to grinding resistance, creating non-functional damaged areas. The amount of damage often exceeds normal wear levels.
Effects:
- Damaged cutting edges lose their functionality, reducing processing efficiency.
- Can result in uneven wheel surfaces, leading to variability in surface roughness.
Occurrence: Occasionally seen during grinding operations, typically related to the brittleness of the abrasive material and grinding conditions.
3. Damage with Wear
Definition: Partial damage to the cutting edge, while other parts of the edge remain functional due to normal wear, forming new cutting edge regions.
Effects:
- Reduces the effective cutting edge area but can partially restore grinding capability.
- Moderate wear may produce a self-sharpening effect, extending the wheel’s lifespan.
Occurrence: Frequently observed under normal grinding conditions and ranks below wear in severity.
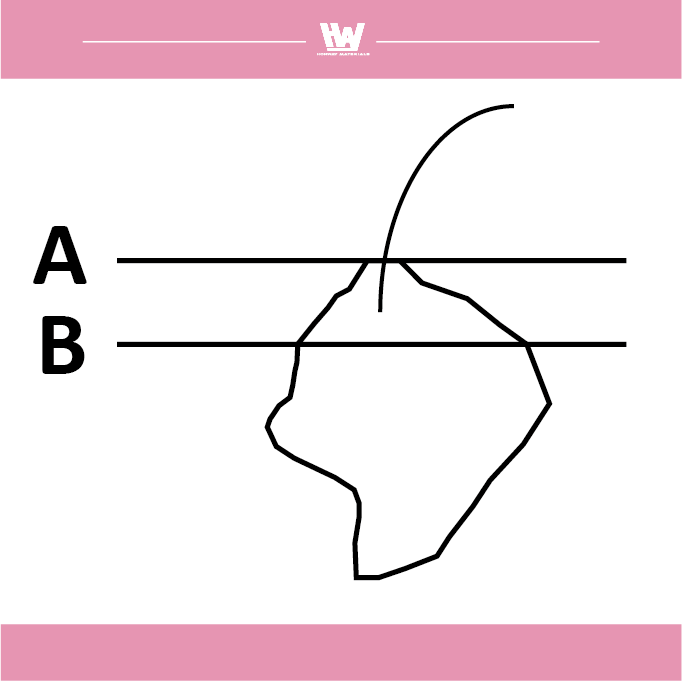
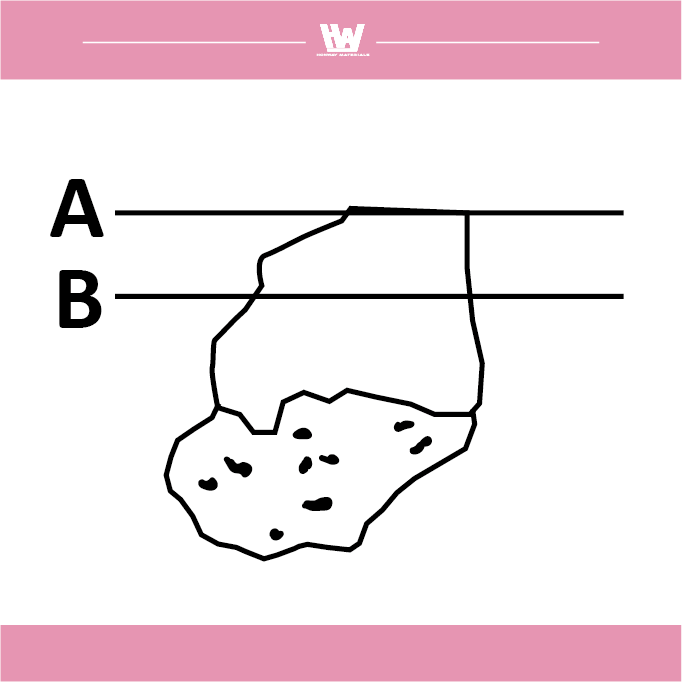
4. Wear
Definition: Abrasive cutting edges experience frictional wear due to high temperatures and friction with the workpiece, causing the working surface to retreat from point A to point B.
Effects: Wear is the most common form of cutting edge change in grinding, Although it reduces the sharpness of the cutting edges, it ensures the wheel’s stable operation.
Occurrence: Most prevalent in grinding operations.
The ratio of wear to other changes varies with grinding intensity. Heavy grinding increases the proportion of detachment, while light grinding results in more wear.
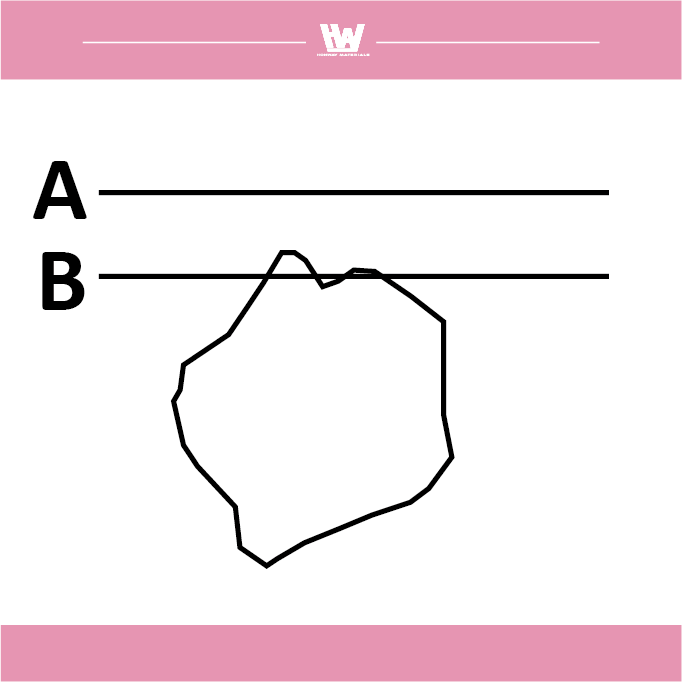
5. Emergence of New Edges
Definition: As existing cutting edges wear down or detach, new abrasive grain tips are exposed, forming new cutting edges that participate in the grinding process.
Effects: Maintains the wheel’s continuous cutting ability.
Occurrence: Naturally occurs alongside wear or detachment, Reflects the self-sharpening characteristics of the grinding wheel.
In typical grinding operations, cutting edge changes are primarily dominated by wear, followed by damage with wear, and occasionally, isolated damage incidents.
Solutions for Different Types of Cutting Edge Changes
For “Detachment”
- Conventional Grinding Wheels: Perform heavy dressing to remove fatigued abrasives and bonding agents from the wheel surface, exposing more fresh abrasives.
- Electroplating Issues: If caused by electroplating defects, consider re-plating to resolve the issue.
- Electroplated Core Problems: Switch to a different core or bonding agent for re-plating. If detachment persists, use finer abrasive grains for electroplating or explore alternative methods for the corresponding process stage.
For “Damage”
- Perform light dressing to remove only the fractured sections while preserving the functional cutting edges.
- During dressing, reduce the depth and speed of dressing to avoid further damage to the abrasive grains.
For “Damage with Wear”
- Use moderate dressing conditions to remove the dulled sections while exposing new cutting edges.
- Adjust dressing depth and speed to a balanced level, ensuring sufficient cutting edge quantity and sharpness.
For “Wear”
- Apply light dressing to eliminate the worn layer and restore the sharpness of the wheel surface.
- During dressing, minimize depth and speed to maximize the wheel’s lifespan.
Friction Wear
Friction wear refers to material loss caused by contact and friction with a harder surface. It is a common type of wear, frequently occurring during mechanical processing, tool usage, and material handling.
Friction wear usually occurs in the cycle shown in the figure.
- After dressing, the cutting edge’s front end becomes brittle due to the dressing load.
- During the early grinding stage, the brittleness is removed as grinding commences.
- A flat wear area starts forming at the cutting edge’s front end, initiating wear.
- The flat area further develops as grinding continues.
- The abrasive front becomes uniformly worn, and grinding proceeds until a specific wear area ratio is reached. At this stage, the wear depth is S, which is the reduction of the grinding wheel radius at the end of the abrasive life. In this worn state, grinding resistance increases sharply, leading to overheating (grinding burns) and louder grinding noise.
Preventive Measures for Friction Wear
- Surface Treatment: Use nitriding, chrome plating, or PVD coatings to enhance wear resistance.
- Improved Lubrication: Apply appropriate lubricants to minimize direct friction between surfaces.
- Surface Roughness Reduction: Perform fine finishing to reduce surface roughness, thereby decreasing friction and wear.
- Reduction of Hard Particles: Maintain a clean working environment to prevent hard particles from entering the contact surfaces.
Self-Sharpening Effect of Cutting Edges
In the grinding process, the sharp abrasive grains on a grinding wheel gradually become dull, reducing their cutting ability. As the cutting force on the abrasive grains increases and exceeds the material strength of the grains, they fracture, forming new cutting edges. If the cutting force continues to rise and surpasses the bonding strength of the wheel’s binder, the grains detach, exposing fresh abrasive grains and restoring the wheel’s cutting ability.
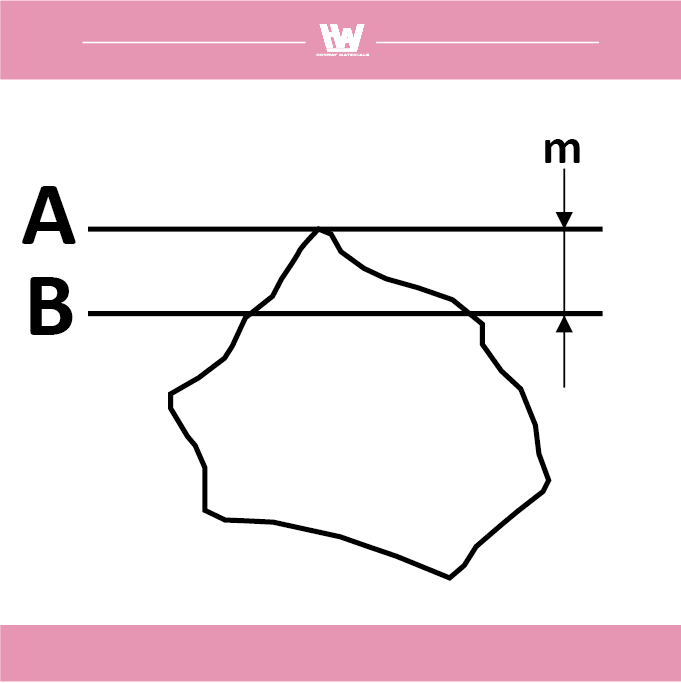
Mechanism of Self-Sharpening
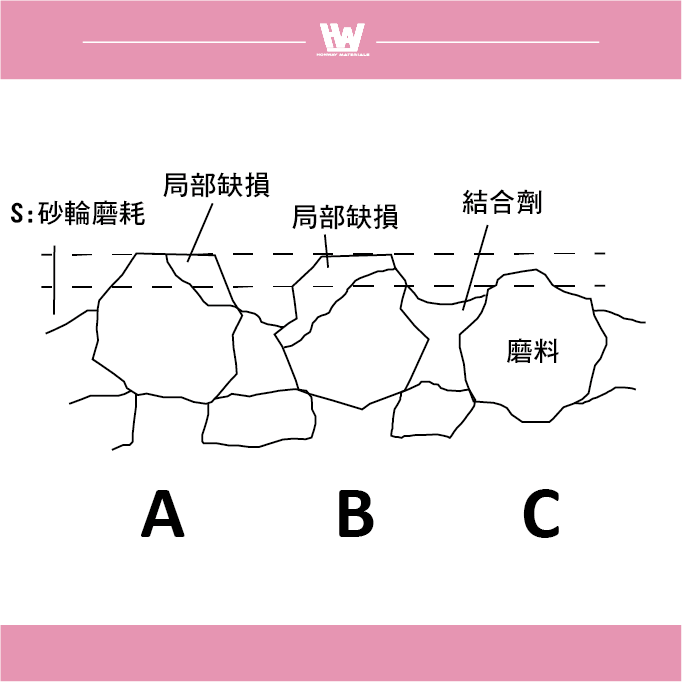
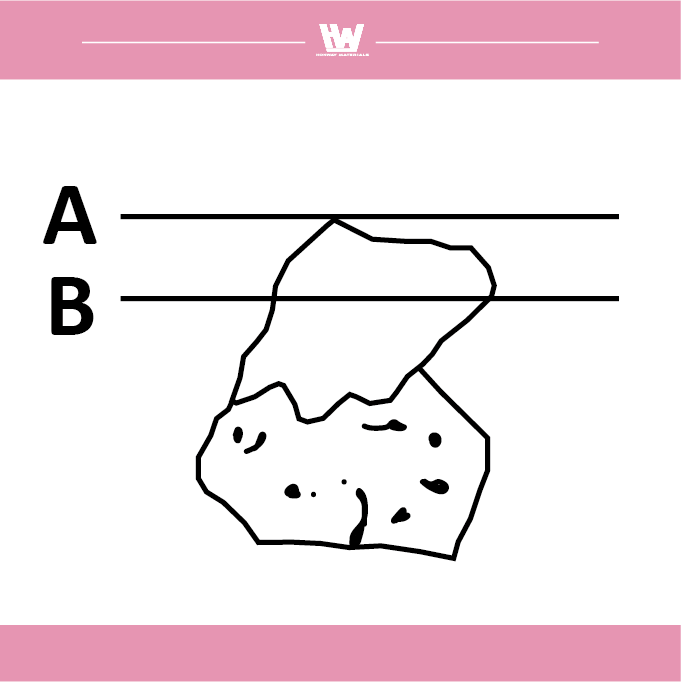
- Wear Surface Defects: Cutting edges experience wear, thermal stress, or grinding resistance, leading to damage and a reduction in cutting edge area (e.g., A). As edges retreat or defects occur, the wheel radius decreases, exposing new grains or edges (e.g., C).
- Reduction in Wheel Radius: With material loss through wear, the overall wheel radius decreases by a depth S, newly exposed abrasive grains are brought into the work area, forming effective cutting edges (e.g., B).
- Automatic Dressing Effect: When wear rates and cutting resistance are balanced, the grinding wheel can maintain stable cutting performance without frequent manual dressing.
Conditions for Self-Sharpening
- Materials and Tools: Commonly observed when using GC (Green Silicon Carbide) grinding wheels to process high-hardness materials (e.g., superhard alloys) or perform some heavy grinding. GC wheels tend to fracture easily, generating sharp new edges.
- Precision Grinding: In high-precision grinding or applications requiring excellent surface finishes, the self-sharpening effect is often limited, this is because the process settings typically aim to minimize wear for stability, resulting in only localized self-sharpening.
- Non-Uniform Wear: Self-sharpening does not occur uniformly across the wheel, some areas may wear excessively, leading to wheel deformation or reduced precision.
Why Manual Dressing Is Still Necessary When Grinding Wheels Can Self-Sharpening
The wear during grinding is not uniform, heavy grinding can create an uneven surface at a microscopic level due to variations in pressure, abrasive distribution, and bonding techniques. As the wheel radius diminishes beyond a certain threshold, dressing is necessary to renew the wheel; In light grinding, usually grind slowly downwards, leading to only specific areas exhibit self-sharpening, leaving other parts needing dressing for consistent performance.。
Grinding wheels are not infinitely durable. Manual dressing remains essential to extend their lifespan and ensure consistent performance. Tools like diamond dressers (see [link]) are commonly used for this purpose, helping to restore the grinding wheel to its optimal condition.
Conclusion
The shape and distribution of grinding wheel cutting edges during the grinding process, as well as their changes under various operating conditions, directly impact grinding efficiency and machining quality. Through appropriate dressing and control, a certain degree of self-sharpening can be achieved, maintaining the cutting performance of the grinding wheel. However, since the occurrence of self-sharpening depends on the wear of the wheel and the machining conditions, its effectiveness is limited in practical applications.
Whether in heavy grinding operations, where self-sharpening can extend the wheel’s lifespan and improve efficiency, or in precision grinding, which requires high accuracy and stability, manual dressing remains essential to ensure machining quality. Overall, the key to achieving efficient and stable grinding lies in selecting appropriate dressing conditions and grinding parameters to balance wheel lifespan and machining performance.
Action
- How to choose grinding wheel>>>How to Choose Between Diamond Wheels and CBN Wheels?
- The basic knowledge of abrasives that must be known>>>Grinding-Abrasive Introduction
- The Key Role of Grinding Wheel Performance>>Bond
- Various aspects of grinding wheel abrasive grains>>The Grinding Effect of the Grinding Wheel Particles
- How to dress a grinding wheel>>Grinding Wheel Dressing and Sharpening Methods
- Is the current grinding wheel wear normally>>>What is the current status of the grinding wheel? – Electroplated Grinding Wheel Section
- Action>>>Diamond and CBN grinding wheel, Polishing abrasive, Polishing Equipment, Polishing Tools
- Review
We offer customized adjustments to the grinding process, tailored to meet processing requirements for maximum efficiency.
After reading the content, if you still don’t know how to select the most suitable option,
Feel free to contact us and we will have specialist available to answer your questions.
If you need customized quotations, you’re also welcome to contact us.
Customer Service Hours: Monday to Friday 09:00~18:00 (GMT+8)
Phone: +8867 223 1058
If you have a subject that you want to know or a phone call that is not clear, you are welcome to send a private message to Facebook~~
Honway Facebook: https://www.facebook.com/honwaygroup
