
In the field of precision machining, grinding difficult-to-cut materials such as nickel alloys, titanium alloys, and ceramics has always been a challenge for the engineering community.
Traditional grinding methods struggle to strike a balance between efficiency and quality, especially when machining long workpieces or high-hardness materials.This often leads to increased grinding resistance due to abrasive cutting edge wear, making the workpiece prone to burning or dimensional errors.
To solve these problems, deep creep feed grinding was developed.
By combining a large depth of cut with an ultra-low table feed rate, this technology can complete machining in a single pass, significantly improving efficiency and reducing non-machining time.
However, this method also presents challenges such as grinding wheel wear and increased resistance. Therefore, continuous dressing deep creep feed grinding has become a crucial solution.
This technology utilizes a diamond dresser to continuously dress the grinding wheel, ensuring stable grinding resistance, improving machining accuracy, and reducing the risk of workpiece burning.
This article will explore the principles, challenges, and applications of continuous dressing deep creep feed grinding and analyze how it has become a key technology in the precision machining of difficult-to-cut materials.
Table of Contents
What is Deep Creep Feed Grinding?
In a nutshell, deep creep feed grinding can significantly improve grinding efficiency and reduce non-machining time
Deep creep feed grinding has machining conditions similar to general surface grinding, but it is classified as deep creep feed grinding when the depth of cut exceeds several hundred micrometers (µm).
In deep creep feed grinding, the average chip cross-sectional area is extremely small, resulting in a lower load on the cutting edge. This brings several advantages:
- Machining is completed in a single pass, significantly shortening non-grinding time.
- Improves machining efficiency and is suitable for large-volume production.
- Reduces grinding wheel wear and can improve workpiece surface roughness.
However, this grinding method also has challenges, such as:
- Abrasive cutting edge wear can lead to increased grinding resistance, potentially causing workpiece burning.
- Machining long workpieces is difficult, making it hard to maintain stable quality.
The Solution of Continuous Dressing Grinding
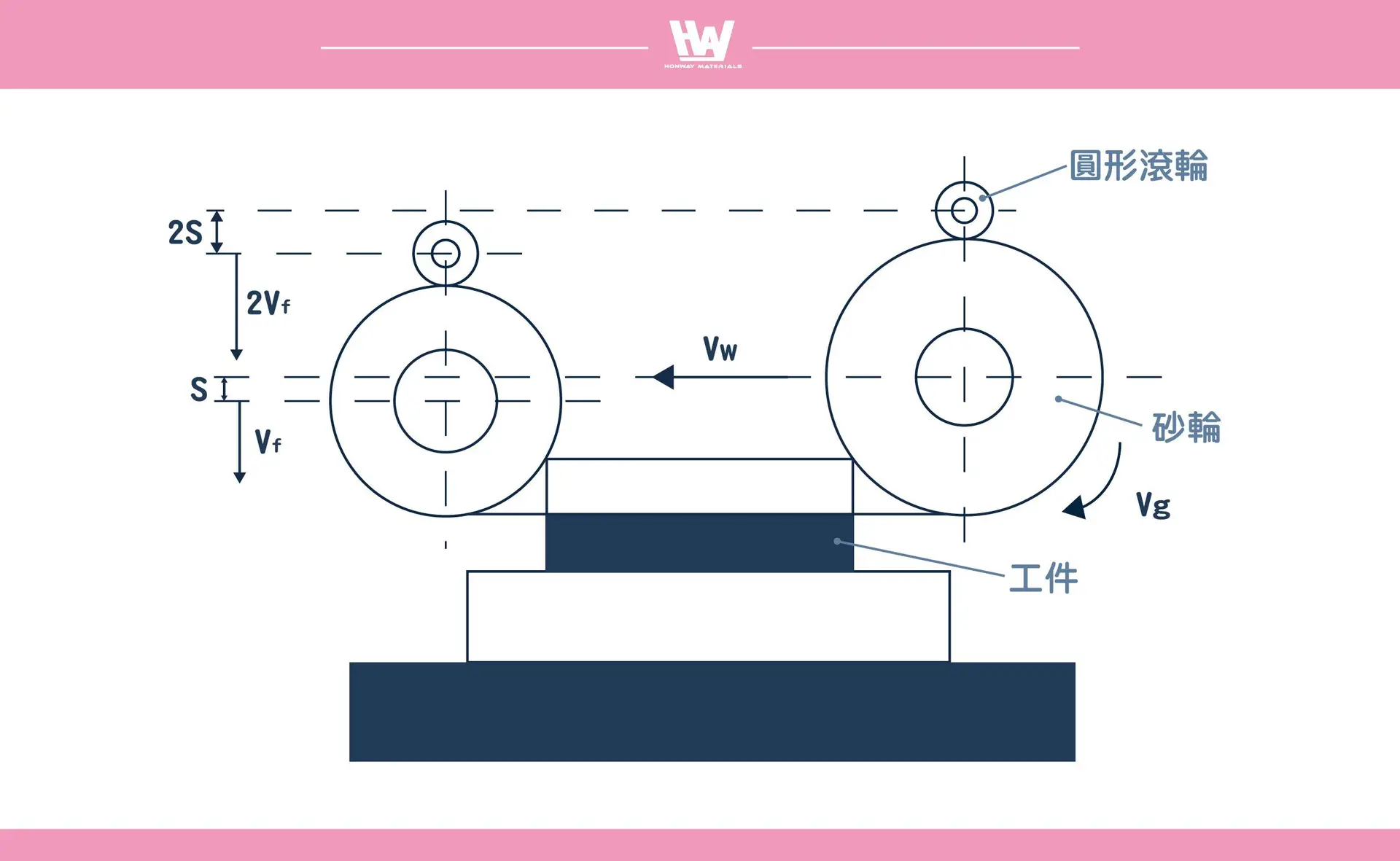
To overcome the above problems, continuous dressing grinding was developed in Europe and the United States. This technology involves continuously dressing the grinding wheel with a diamond dresser while grinding, keeping the grinding wheel’s working surface sharp and ensuring stable grinding results.
How to Implement
- Mainly uses a diamond roller to continuously dress the non-grinding area of the grinding wheel.
- Since the grinding wheel is continuously dressed during the grinding process, the grinding wheel radius will decrease. Therefore, feed compensation must be performed to ensure machining accuracy.
Advantages of Continuous Dressing Deep Creep Feed Grinding
1. Stable Grinding Resistance:
- The grinding wheel’s working surface remains sharp, avoiding increased resistance due to cutting edge wear.
- Suitable for long workpiece machining and can reduce the risk of workpiece burning.
2. Reduced Non-Machining Time:
- The dressing process is synchronized with grinding, eliminating the need for additional time spent dressing the grinding wheel.
3. Easy Adjustment and Feedback:
- Grinding results can be directly fed back to the dressing conditions, improving machining stability.
4. Flexible Grinding Wheel Selection:
- After dressing, there is no need to additionally consider grinding wheel changes, making it easier to choose a suitable grinding wheel.
Applications of Continuous Dressing Deep Creep Feed Grinding
Continuous dressing deep creep feed grinding is a highly efficient grinding technology for difficult-to-cut materials such as nickel alloys, titanium alloys, and ceramics. By combining a large depth of cut with a low feed rate and continuous dressing with a diamond roller, this technology ensures that the grinding wheel maintains optimal cutting performance and is suitable for high-precision and large-volume industrial applications.
- Aerospace Industry: Turbine blades, compressor disks, improving machining efficiency and accuracy of heat-resistant alloys.
- Automotive Manufacturing: Transmission gears, crankshafts, camshafts, improving dimensional accuracy and wear resistance.
- Mold and Tool Industry: Carbide tools, stamping dies, ensuring high precision and long lifespan.
- Semiconductor and Electronics Industry: Wafers, sapphire substrates, ultra-precision surface machining and uniformity.
- Medical Device Industry: Artificial joints, surgical blades, providing high surface finish and biocompatibility.
Continuous dressing deep creep feed grinding, with its high efficiency, stability, and low wear characteristics, effectively overcomes the machining limitations of deep creep feed grinding by continuously dressing the grinding wheel, ensuring high quality and high productivity, making it one of the key technologies in the precision machining of difficult-to-cut materials.
Recommended Grinding Wheel Selection
Resin bonds are the softest and most elastic among all bonds.
During grinding, they can provide a more precise machined surface and are the most widely used bond type. When unsure which bond method to choose, resin bonds can be prioritized.
(Of course, you can also consult with our sales team to help you find the most suitable solution, saving money, time, and effort.)
Resin Bond Features: Good grinding performance, not prone to causing workpiece burning, does not damage workpiece flatness, good self-sharpening properties with continuous generation of new cutting edges during grinding, and also achieves very good results in cutting processes.
Machining Materials:
- Surface Grinding: Suitable for various plate materials, tungsten carbide, mold steel (SKD11, SKD61), high-speed steel (HSS), precision ceramics (aluminum oxide, silicon carbide), quartz, etc.
- CNC Tool Grinding: Tungsten steel or high-speed steel tools, grinding various end mills (four-flute, two-flute, ball end mills, etc.), drills, saw blades, etc., providing grinding wheels for grooving, cutting edge polishing, and step grinding required for the entire process.
- Centerless Grinding: Suitable for bar materials such as tungsten carbide, precision ceramics (high-purity aluminum oxide, silicon carbide), quartz, high-speed steel, etc.
- Cutting Process: Primarily used for cutting tungsten steel and high-speed steel round bars, with a minimum thickness of 0.6mm, and can also cut hard and brittle materials such as precision ceramics and quartz.
2.Vitrified Bond Grinding Wheels
Vitrified bonds have a porous structure, which gives the grinding wheel better sharpness and high machining precision.
Note that vitrified bonds have no elasticity, so handle with care to avoid collisions. Suitable for high-precision grinding.
Machining Materials:
- Commonly used for PCD, PCBN sintered bodies, ceramics, sapphire, glass, quartz, stone, silicon, and other hard and brittle materials.
- Automotive and motorcycle parts
- Bearing parts
- Grinding high-speed steel or heat-treated materials, etc.
Grinding Wheels Not Recommended for Selection
1. Electroplated Grinding Wheels
Reason: Electroplating uses electrodeposition to thinly adhere abrasives to the substrate surface, making them impossible to dress.
Their advantages lie in low price and the ability to be manufactured into complex grinding wheel shapes, but they are not suitable for continuous dressing deep creep feed grinding.
Reason: They can be dressed, but the dressing range is limited, and they usually need to be sent back to the factory for dressing, making them unsuitable for continuous dressing deep creep feed grinding.
Their advantages lie in excellent shape retention and wear resistance, with the best heat dissipation and rigidity, capable of withstanding larger grinding stresses. They are used for machining hard and brittle materials such as glass, ceramics, and semiconductor electronic materials, achieving longer lifespans. They are also commonly used for grinding superhard alloys and forming and profiling operations that require maintaining the grinding wheel shape. It is often used for grinding super-hard alloys and for molding and contouring operations where the shape of the grinding wheel must remain unchanged.
Conclusion
Deep creep feed grinding, with its characteristics of large depth of cut and low feed rate, demonstrates the ability to efficiently machine difficult-to-cut materials such as nickel alloys. It can not only complete grinding in a single pass but also reduce grinding wheel wear and improve workpiece surface quality. However, its machining process may lead to workpiece burning due to increased grinding resistance, and machining stability is a major challenge, especially for long workpieces.
The introduction of continuous dressing grinding technology successfully solves these problems. By continuously dressing the grinding wheel with a diamond dresser, its cutting performance is maintained at its optimal state, ensuring stable grinding resistance, improving machining accuracy, and reducing the risk of burning. In addition, the synchronized dressing characteristic of this technology not only shortens non-machining time but also makes grinding conditions easier to adjust and provide feedback, further improving overall machining efficiency.
In summary, continuous dressing deep creep feed grinding not only retains the high-efficiency characteristics of deep creep feed grinding but also overcomes its inherent machining bottlenecks, making it a crucial technology for the precision machining of difficult-to-cut materials, especially suitable for high-precision and large-volume production demands.
Action
- How to choose grinding wheel>>>How to Choose Between Diamond Wheels and CBN Wheels?
- The Key Role of Grinding Wheel Performance>>Bond
- How to choose tools for cutting bonded grinding wheels>>How to Dress Grinding Wheels with Different Bond Type
- Is the current grinding wheel wear normally>>>What is the current status of the grinding wheel? – Electroplated Grinding Wheel Section
- How to dress a grinding wheel>>Grinding Wheel Dressing and Sharpening Methods
- Grinding wheel dressing in two stages>>What Are Truing and Dressing of Grinding Wheels?
- How to choose tools for cutting bonded grinding wheels>>How to Choose Grinding Wheel Dressing Tools
- Different grinding states of cutting edge>>In-depth understanding of grinding wheel cutting edge shapes, variations, and self-sharpening mechanisms
- Implement>>Diamond and boron nitride grinding wheels, polishing abrasives, polishing equipment, polishing tools, diamond dressing tools
- How to dress different bonding agents>>How to Dress Grinding Wheels with Different Bond Types
- Review
We offer customized adjustments to the grinding process, tailored to meet processing requirements for maximum efficiency.
After reading the content, if you still don’t know how to select the most suitable option,
Feel free to contact us and we will have specialist available to answer your questions.
If you need customized quotations, you’re also welcome to contact us.
Customer Service Hours: Monday to Friday 09:00~18:00 (GMT+8)
Phone: +8867 223 1058
If you have a subject that you want to know or a phone call that is not clear, you are welcome to send a private message to Facebook~~
Honway Facebook: https://www.facebook.com/honwaygroup
You may be interested in…
[wpb-random-posts]
