
Table of contents
Tool Edge Passivation is an issue that is often overlooked but is critically important. The importance lies in the fact that passivated tools can significantly increase edge strength, tool life, and cutting stability. As the “teeth” of a machine, tool performance and lifespan are influenced by factors such as tool material, geometric parameters, and structural design. Extensive tool edge passivation experiments have shown that a well-designed edge shape and quality passivation are crucial for efficient, cost-effective cutting processes.
What is Tool Edge Passivation?
Tool passivation refers to an edge shaping process that takes place after precision grinding and before coating. It involves deburring, smoothing, and polishing the tool to improve its quality and extend its service life. This process goes by various names worldwide, such as “edge passivation,” “edge strengthening,” “edge honing,” “edge preparation,” or “ER (Edge Radiusing) treatment.”
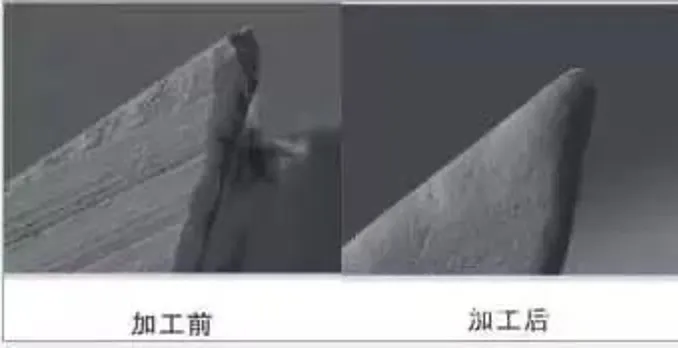
Why is Edge Shaping Necessary?: After sharpening with a regular or diamond grinding wheel, the tool edge often has micro-notches (i.e., small chips and serrations). Larger chips are visible to the naked eye or under a magnifying glass, while smaller notches are visible under a 100x microscope. These micro-notches usually range between 0.01mm and 0.05mm, but severe cases can exceed 0.1mm. During cutting, these notches can easily expand, accelerating tool wear and damage. Modern high-speed machining and automated tools demand higher performance and stability from cutting tools. Particularly for coated tools, edge passivation before coating is essential to ensure the coating’s adhesion and extend the tool’s lifespan.
Purpose
The main goal of edge passivation technology is to eliminate or reduce micro-notches formed after sharpening. This results in smoother and more durable cutting edges, both sharp and robust. Here are common edge types:
Sharp Edge: Naturally formed at the intersection of the front and back surfaces before and after sharpening. It is sharp but has low strength and wears easily. Typically used in finishing tools. (See image)
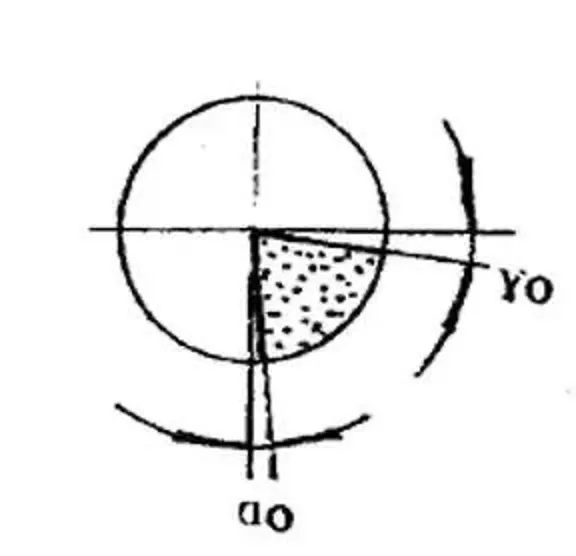
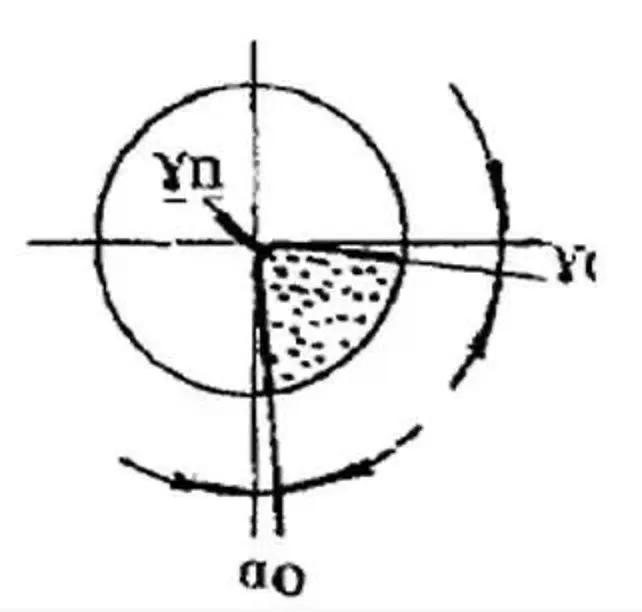
Chamfered Edge: A narrow negative rake angle is ground near the cutting edge on the front surface, significantly increasing the edge’s strength. Used for roughing and semi-finishing tools. (See image)
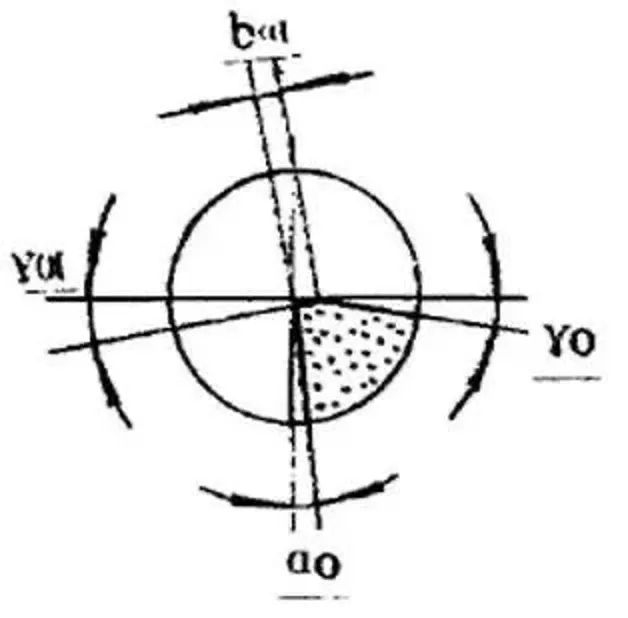
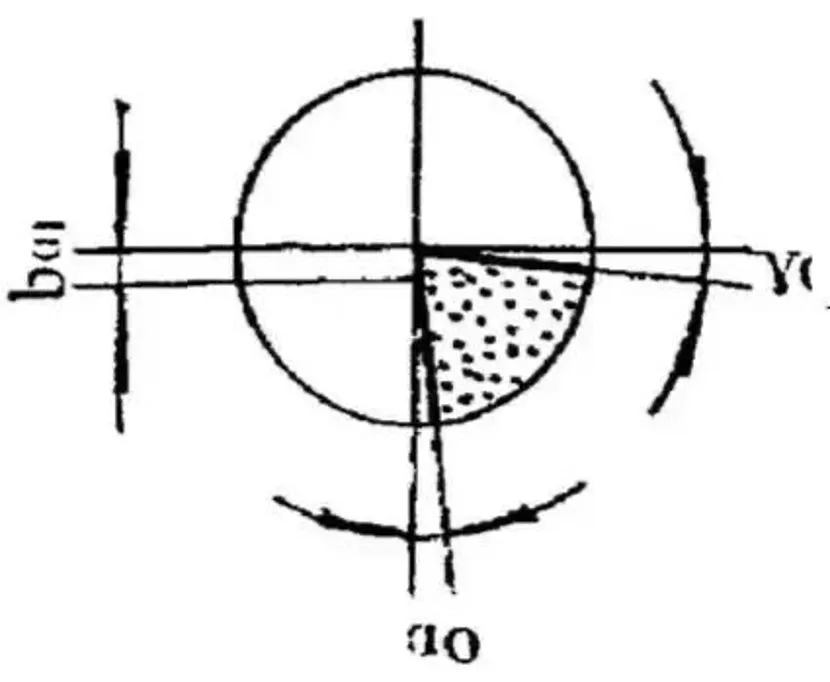
Anti-Vibration Edge: A narrow negative back angle is ground on the rear surface near the edge, increasing the contact area between the tool and the workpiece during cutting to reduce vibration. Used for single-edged tools when system rigidity is insufficient. (See image)
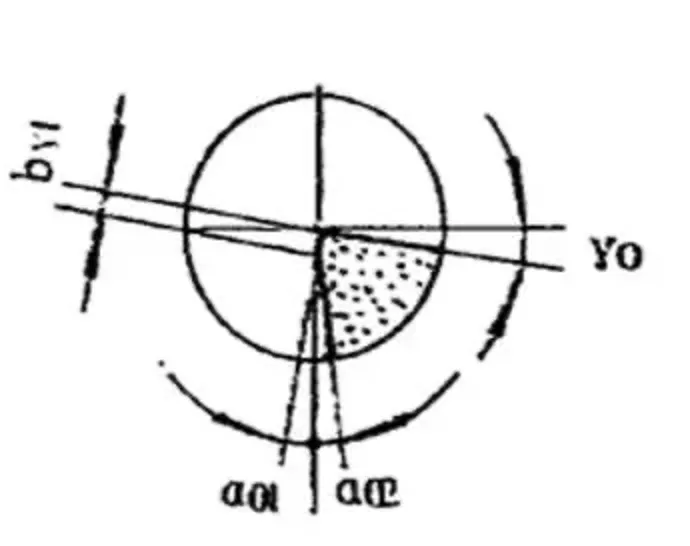
Flat Edge: A 0° back angle narrow band or land is ground on the rear surface near the cutting edge, providing support, guidance, and a polishing effect. Used for multi-edge tools like reamers and broaches. (See image)
Rounded Edge: The edge is rounded or passivated to a certain radius, increasing edge strength and extending tool life. Used for indexable tools in roughing and semi-finishing. (See image)
Edge Passivation Shapes
The geometry of the edge passivation significantly impacts tool life. The two main forms are the arc-shaped edge and the waterfall-shaped edge.
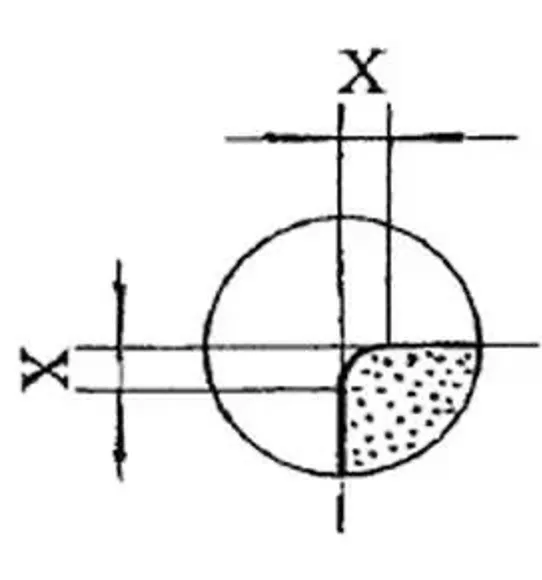
Arc-Shaped Edge: A symmetrical arc is formed at the cutting edge’s corner, used in more than 80% of tools, suitable for rough and finishing processes. (See image)
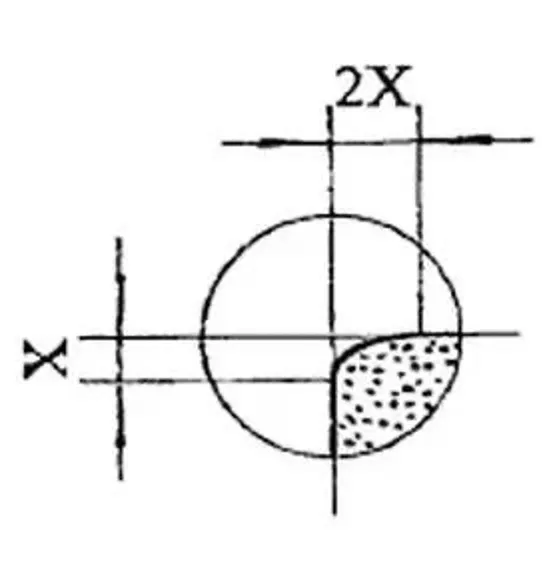
Waterfall-Shaped Edge: A non-symmetrical arc with a 2:1 ratio between the top and side surfaces, ideal for harsh impact machining. (See image)
Benefits
- Edge Rounding: Removes burrs and provides consistent, precise rounding.
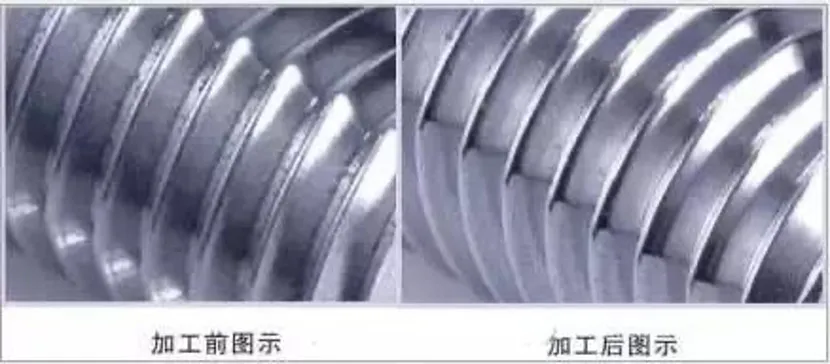
- Improved Finish: Burrs on the cutting edge can wear down the tool and roughen the workpiece surface. After passivation, the cutting edge becomes smoother, greatly reducing edge chipping and improving the surface finish of the workpiece.
- Enhanced Performance: Polishing the tool’s grooves improves surface quality and chip evacuation.
- Increased Cutting Efficiency: Smoother groove surfaces facilitate better chip removal, enabling higher cutting speeds. Additionally, better surface quality reduces the risk of tool material binding, decreasing cutting forces by 40% and allowing smoother cutting.
Choosing Passivation Parameters
Through the development and practical use of blade edge passivation machines, certain patterns have been observed. Selecting the right edge form and passivation parameters is crucial, as different materials and machining conditions require tailored parameters to extend tool life. Below is a recommended parameter table.
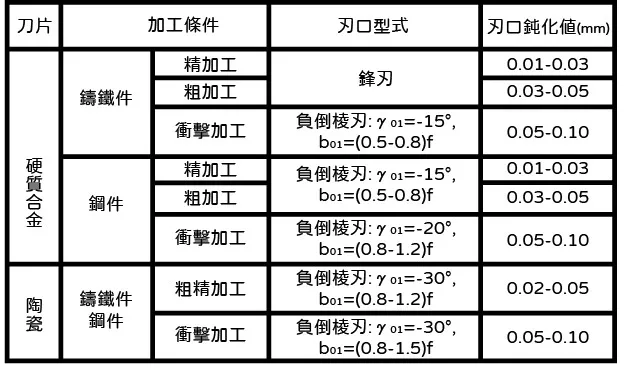
Compare to the international tool edge parameters, about 70% of tools have passivation values between 0.0254mm and 0.0762mm, with a maximum value of 0.127mm-0.2032mm. The smallest value is 1/6th of a hair strand (0.0127mm). Even such minimal passivation significantly strengthens the cutting edge.
Practical Experience with Edge Passivation:
- Extensive experience shows that sharper edges aren’t always better, nor are duller edges. The best approach is to select the passivation value based on specific machining conditions.
- Combining edge passivation with the appropriate edge shape is the most effective method for enhancing edge strength, extending tool life, and reducing tool costs.
- For example, negative chamfering using a superfine grinding wheel can minimize micro-notches (as small as 0.005-0.010mm), and with small passivation parameters (0.010-0.030mm), the edge becomes both sharp and durable.
Coating Polishing
Polishing the coating removes protruding droplets, improving surface smoothness and oil absorption.
Coated tools often develop tiny droplets, increasing surface roughness and causing friction heat during cutting, which lowers cutting speed. After passivation and polishing, these droplets are removed, leaving tiny pores that can absorb more cutting fluid during machining, significantly reducing heat and enhancing cutting speed.
