
In precision grinding, the dressing of the grinding wheel is a crucial step that directly affects the grinding wheel’s cutting performance, machining accuracy, and workpiece surface quality. Through appropriate dressing methods and parameter settings, it is possible to ensure that the grinding wheel maintains good shape and cutting ability, thereby improving machining efficiency and extending the grinding wheel’s service life.
Dressing methods are mainly divided into up-cut and down-cut dressing, and there are significant differences in the dressing effects of the two. The key parameters that affect the dressing results, such as speed ratio, axial feed rate, dwell speed, and infeed rate, must also be adjusted according to different machining requirements.
Due to the diversity of application scenarios and workpiece requirements, understanding and mastering these dressing techniques can effectively optimize the grinding process, ensure stable machining quality, and achieve high production efficiency.
Table of Contents
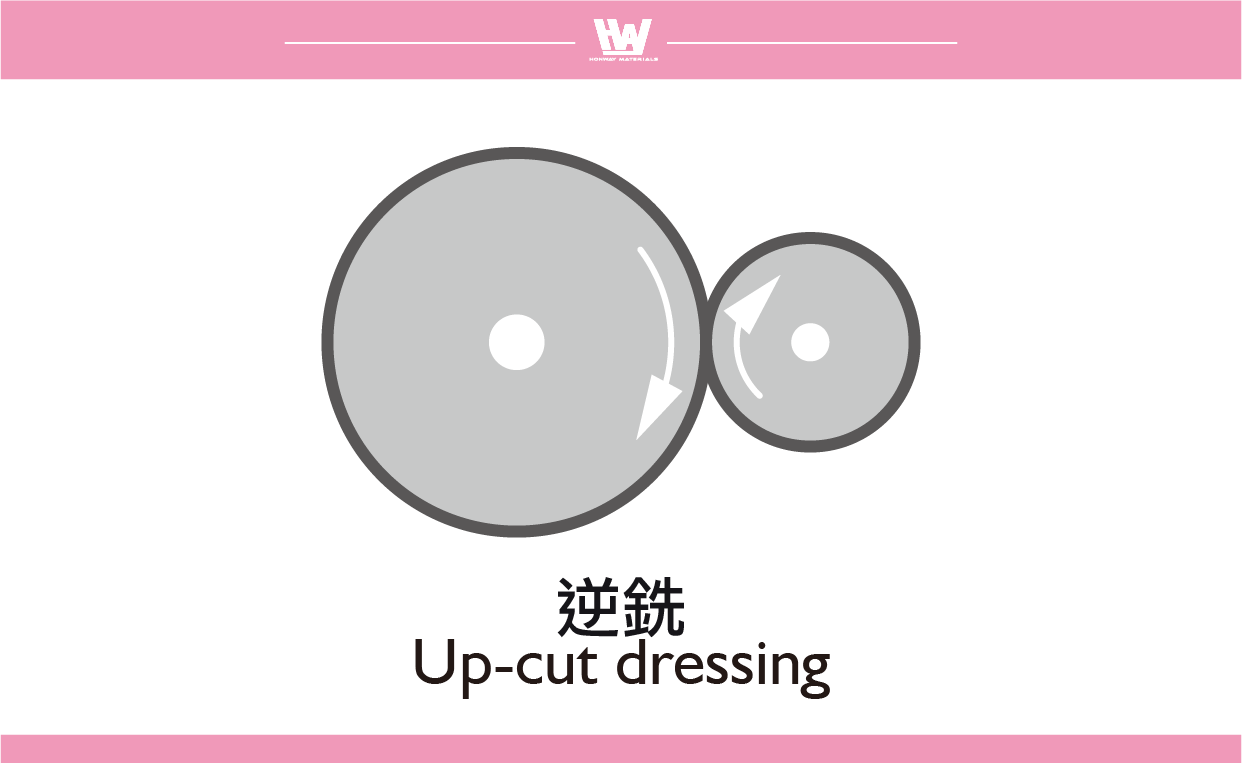
What is Up-Cut Dressing?
It mainly refers to the cutting direction of the roller being the same as the workpiece feed direction.
Characteristics
- Higher effective roughness: Suitable for producing a rougher grinding wheel surface, increasing the material removal rate.
- Large influence of speed ratio: By changing the speed ratio between the dressing roller and the grinding wheel, the effective roughness can be significantly adjusted to adapt to different machining needs.
Scope of Application
- Suitable for high-performance profile grinding, rough grinding wheels, and fine grinding of critical profiles that are prone to burning during grinding.
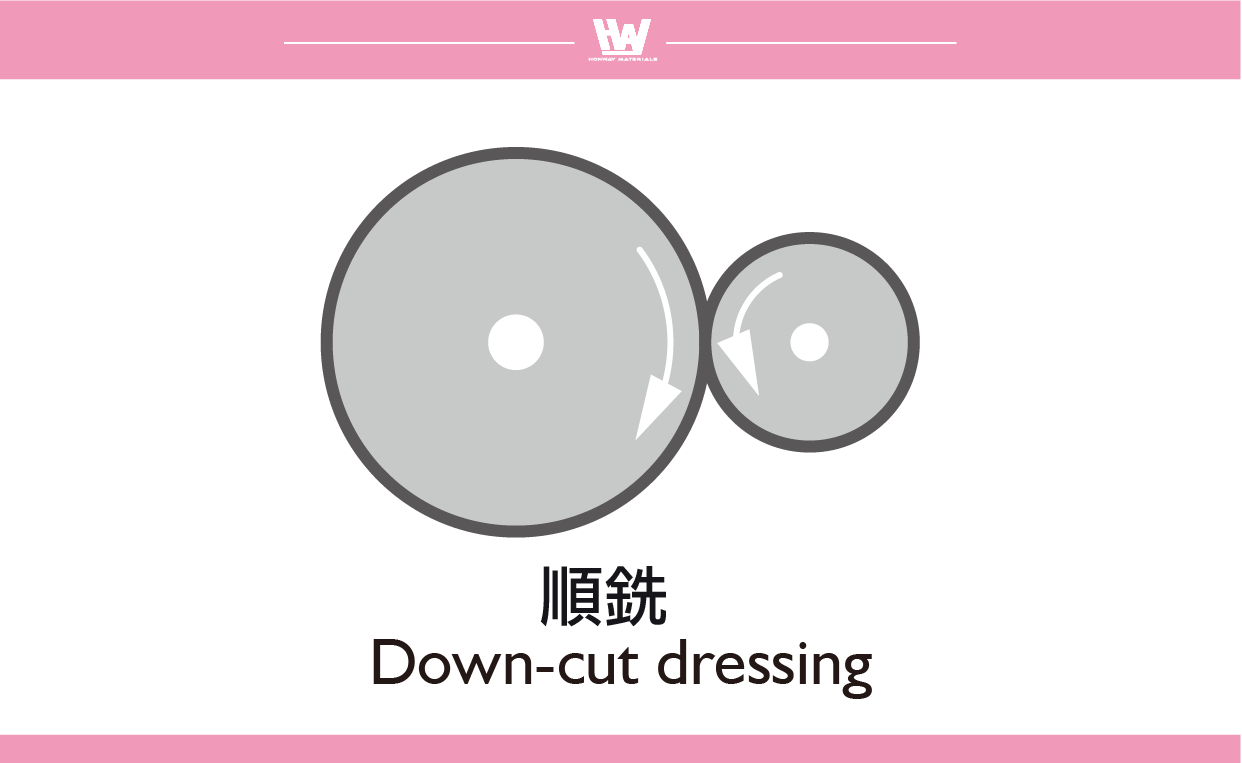
What is Down-Cut Dressing?
It mainly refers to the cutting direction of the roller being opposite to the workpiece feed direction.
Characteristics
- Lower effective roughness: Can produce a finer grinding wheel surface, improving machining accuracy and surface finish.
- Relatively small influence of speed ratio: Even if the speed ratio is adjusted, the effect on the effective roughness is not as significant as with up-cut dressing.
Scope of Application
Suitable for fine grinding wheels, especially for dressing non-critical profiles that are not prone to burning during the grinding process.
We can draw the following analysis:
- Up-cut dressing is suitable for rough grinding and high-efficiency machining because its effective roughness is higher, allowing the grinding wheel to remove material faster, and it is suitable for fine grinding of critical profiles that are prone to burning.
- Down-cut dressing is suitable for precision machining, providing lower surface roughness, and is suitable for fine grinding processes with high surface finish requirements, and for non-critical profiles that are not prone to burning during grinding.
Therefore, we can choose between up-cut and down-cut dressing based on our own needs.
Four Parameters that Affect Surface Roughness in Grinding Wheel Dressing
After selecting the dressing direction, we need to understand how the various numerical values we set will affect surface roughness. The four main parameters that affect the surface roughness of grinding wheel dressing are: speed ratio, axial feed rate, dwell speed, and infeed rate.
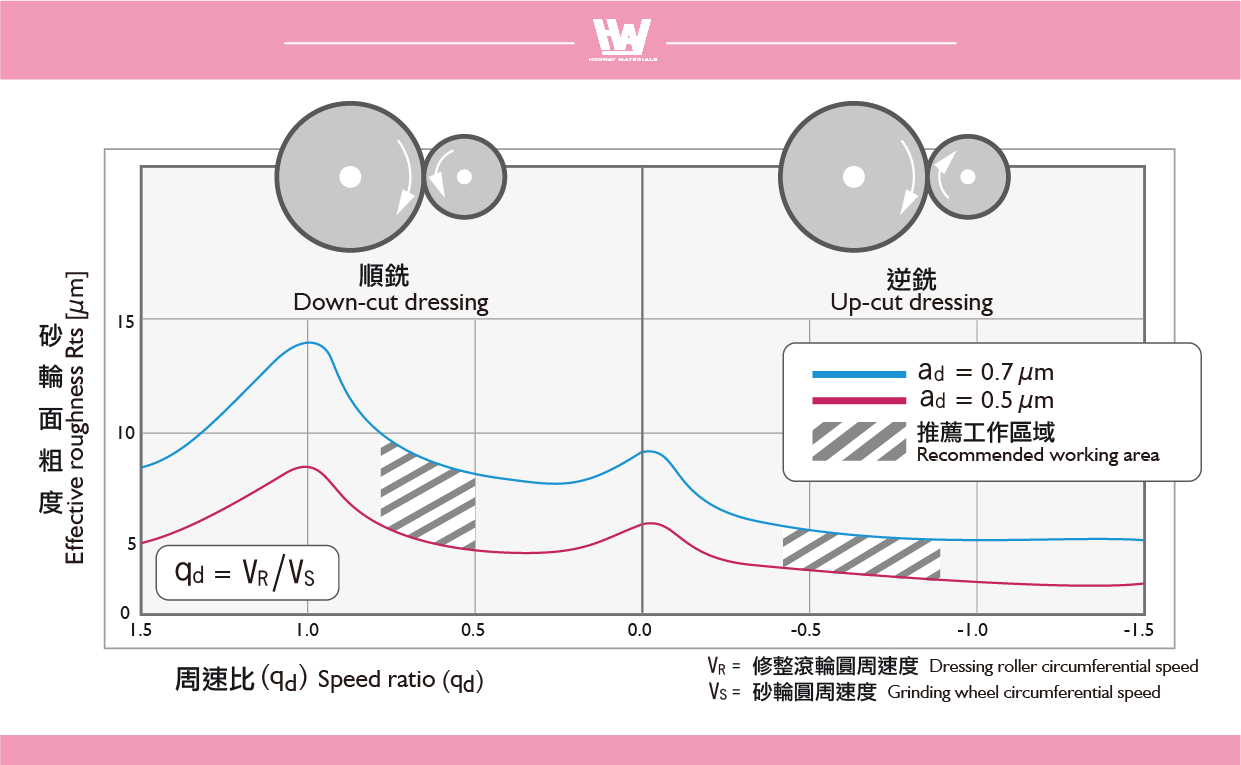
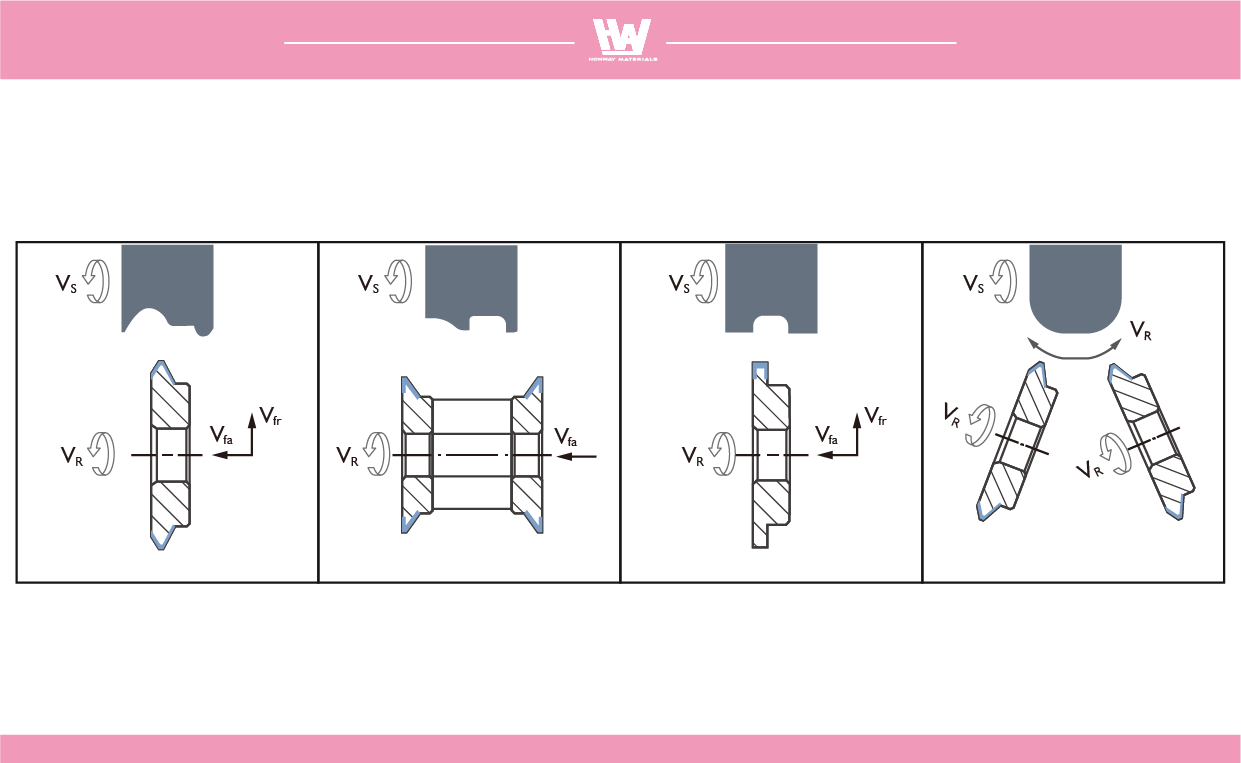
Speed ratio(qd)
Has the greatest influence on surface roughness. This value is obtained by dividing the peripheral speed of the dressing roller by the peripheral speed of the grinding wheel, i.e.: qd = VS / VR
- Higher speed ratio (qd↑): Produces higher effective roughness, making the grinding wheel surface rougher, suitable for high material removal rate.
- Lower speed ratio (qd↓): Produces lower effective roughness, making the grinding wheel surface smoother, suitable for precision grinding.
※Note: Do not use a speed ratio of or close to 1, as this type of dressing can easily cause excessive wear of the grinding wheel or damage to the roller.
Axial Feed Rate (V)
Refers to the feed motion, either axial or tangential, required when using a diamond dressing roller.
Increased feed rate:
- The feed rate for up-cut dressing is usually higher than that for down-cut dressing.
- The faster the feed rate, the higher the effective roughness of the grinding wheel, making it more suitable for rough grinding with a high material removal rate.
Decreased feed rate
- When the feed rate is low, the dressing action is finer, producing a smoother grinding wheel surface.
- Suitable for fine grinding with high surface finish requirements, reducing workpiece surface roughness and improving machining accuracy.
General Recommended Axial Feed Rate Range
- Rough grinding dressing: 100 – 300 mm/min
- Fine grinding dressing: 30 – 100 mm/min
The feed rate should be adjusted according to application needs and working conditions to ensure the optimal balance between dressing effect and grinding wheel life.
Dwell Speed (na)
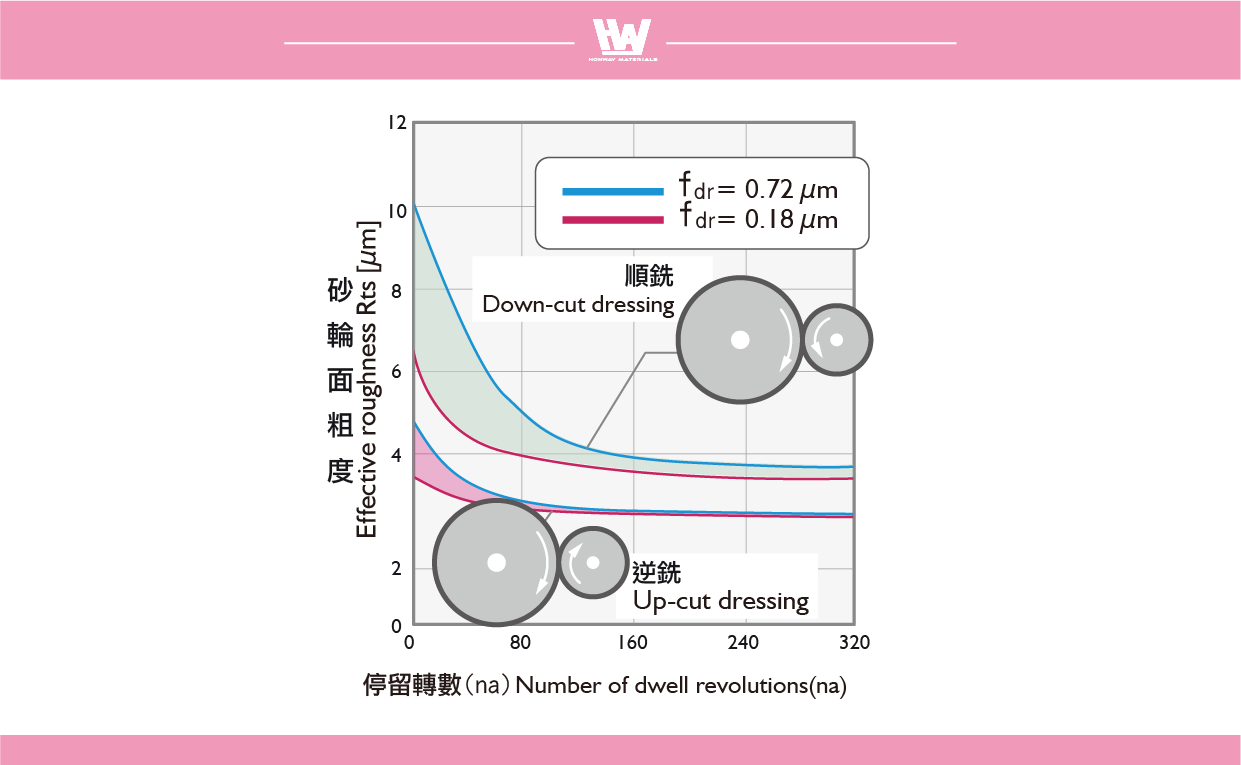
Increased dwell speed (na↑) – lower surface roughness: However, excessive dwell speed may cause over-dressing of the grinding wheel surface, affecting cutting efficiency.
Decreased dwell speed (na↓) – higher surface roughness: If the dwell speed is too low, it may lead to uneven dressing, affecting machining accuracy.
Recommended Dwell Speed for Up-Cut and Down-Cut Dressing
- Up-cut dressing: Approximately 150 revolutions
- Down-cut dressing: Approximately 50 revolutions
※When the surface roughness is high, the dwell speed can be appropriately increased to improve surface quality.
What to do if grinding burns occur?
Although lower dwell speeds help maintain higher roughness of the grinding wheel, they may lead to grinding burns. If this occurs, the dwell speed should be appropriately increased to obtain a more stable dressing effect and reduce thermal damage.
Infeed Rate (Ad)
The infeed rate of the diamond roller during grinding wheel dressing refers to the amount of infeed of the diamond dressing roller per revolution of the grinding wheel. As the infeed amount increases (up-cut greater than down-cut), the effective roughness will increase accordingly.
Recommended Infeed Amount:
- Standard infeed amount: 0.25–0.5 μm / grinding wheel revolution.
- Total infeed amount: Should be as small as possible to restore the grinding wheel profile (typically <0.03 mm).
- Continuous dressing: The tool feeds at a rate of 0.2 μm / grinding wheel revolution.
Standard Infeed Amount Range:
- Rough grinding: 0.1–0.5 mm
- Fine grinding: 0.005–0.05 mm
※The infeed amount during dressing mainly depends on the type of dressing roller, the required grinding wheel profile, cutting conditions, and whether it is rough or fine grinding. Due to the many application conditions, we can only modify based on standard values.
Roller Shape Selection
The application method requires different types of profiling rollers depending on the required grinding wheel profile.
Common Dressing Tools
Diamond Rollers>>Diamond Rollers
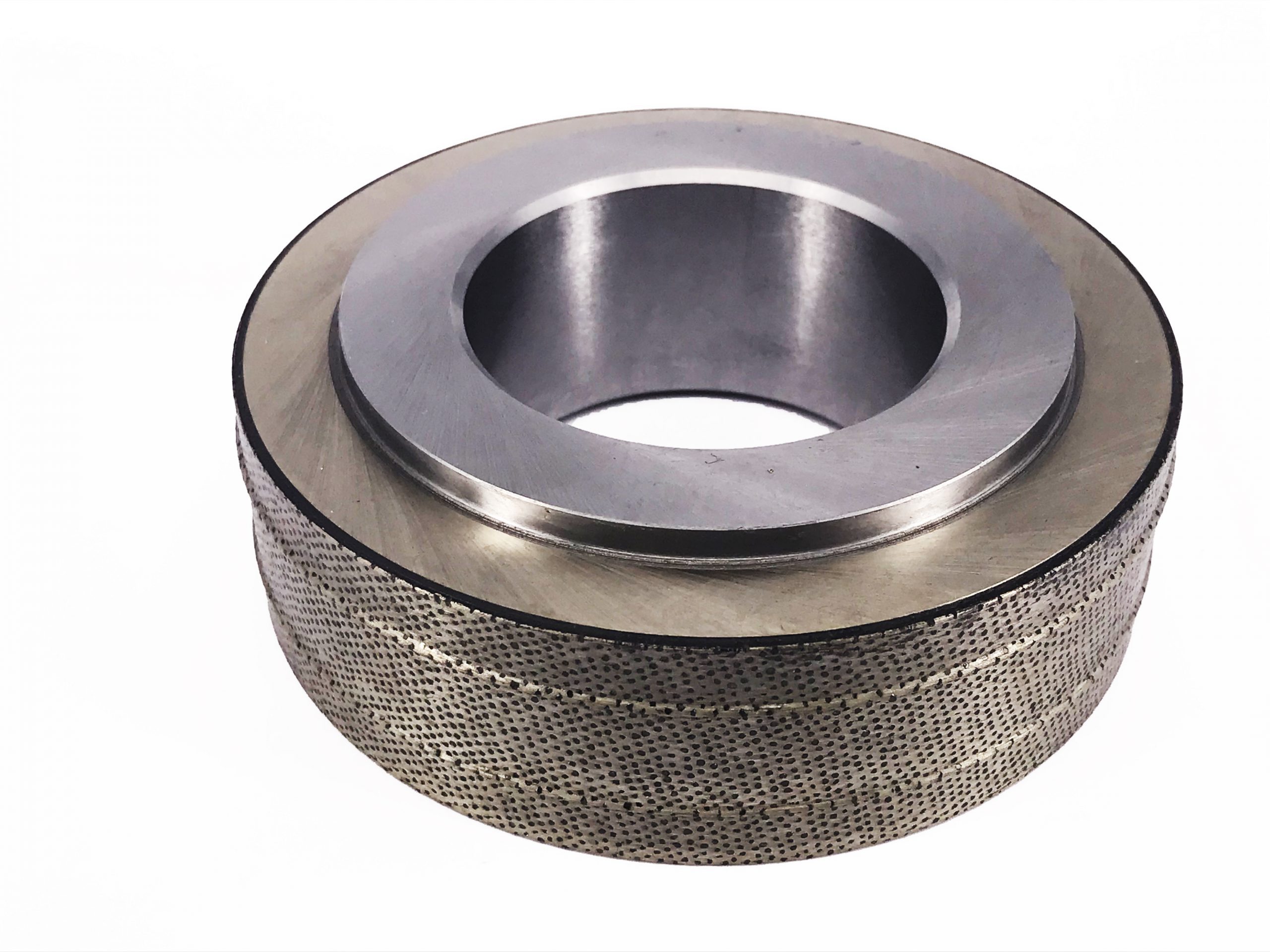
- Process: Reverse Electroplating, Sintering
- Introduction: Using diamond dressing rollers for grinding wheel profiling provides optimal solutions for process optimization, widely used in dressing formed grinding wheels with high-precision requirements (materials: aluminum oxide, silicon carbide, CBN grinding wheels, etc.).
- Suitable for: Precision components in industries such as bearings, ball screws, linear guides, gears, cutting tools and fixtures, automotive, and aerospace. Automated dressing operations that maintain grinding wheel shape accuracy during form or batch grinding processes.
Conclusion
The dressing method and parameter settings for grinding wheels have a decisive influence on grinding quality and machining efficiency. Up-cut and down-cut dressing each have different characteristics. The former is suitable for high-efficiency material removal and rough grinding, while the latter is suitable for precision machining and applications with high surface finish requirements. Key parameters affecting the dressing effect include speed ratio, axial feed rate, dwell speed, and infeed rate. Changes in each parameter directly affect the surface roughness and dressing stability of the grinding wheel. Properly adjusting these parameters can ensure that the dressing process maintains the grinding wheel’s cutting performance and extends its service life, thereby improving overall machining quality. In addition, selecting the appropriate shape of the dressing roller according to machining needs is also crucial for ensuring the accuracy of the grinding wheel profile and the stability of the dressing effect. In practical applications, the dressing method and parameter settings should be flexibly adjusted according to specific working conditions and workpiece requirements to achieve the best grinding results and machining stability.
Action
- Why does grinding generate heat?>>Grinding heat
- The basic knowledge of abrasives that must be known>>>Grinding-Abrasive Introduction
- The Key Role of Grinding Wheel Performance>>Bond
- Whether the current measured surface roughness meets your expected goals>>>Comparison Chart of Grinding Polishing and Surface Roughness
- Various aspects of grinding wheel abrasive grains>>The Grinding Effect of the Grinding Wheel Particles
- What to do if the surface is deteriorated>>In-depth analysis of grinding to avoid surface deterioration
- The surface is not rough, the light is not smooth>>What is surface roughness?
- Different grinding states of cutting edge>>In-depth understanding of grinding wheel cutting edge shapes, variations, and self-sharpening mechanisms
- How to choose the process of diamond roller>>What are the Manufacturing Processes for Diamond Rollers?
- Action>>>Diamond and CBN grinding wheel, Polishing abrasive, Polishing Equipment, Polishing Tools
- Review
We offer customized adjustments to the grinding process, tailored to meet processing requirements for maximum efficiency.
After reading the content, if you still don’t know how to select the most suitable option,
Feel free to contact us and we will have specialist available to answer your questions.
If you need customized quotations, you’re also welcome to contact us.
Customer Service Hours: Monday to Friday 09:00~18:00 (GMT+8)
Phone: +8867 223 1058
If you have a subject that you want to know or a phone call that is not clear, you are welcome to send a private message to Facebook~~
Honway Facebook: https://www.facebook.com/honwaygroup
You may be interested in…
[wpb-random-posts]
