
In the field of precision machining, grinding is a crucial process widely used to improve workpiece surface quality and dimensional accuracy. Whether in mold manufacturing, automotive parts, or aerospace component processing, grinding plays an indispensable role.
However, grinding processes often lead to machining defects such as clogging, glazing, cracking, or burning due to improper grinding wheel selection, incorrect dressing methods, or insufficient grinding fluid supply, thereby affecting the quality of finished products and production efficiency.
To ensure the stability and high-quality output of grinding operations, an in-depth understanding of the causes and corresponding countermeasures for various abnormal phenomena has become necessary knowledge for machining personnel to improve process capabilities and quality control.
Table of Contents
What is a Clogged Grinding Wheel?
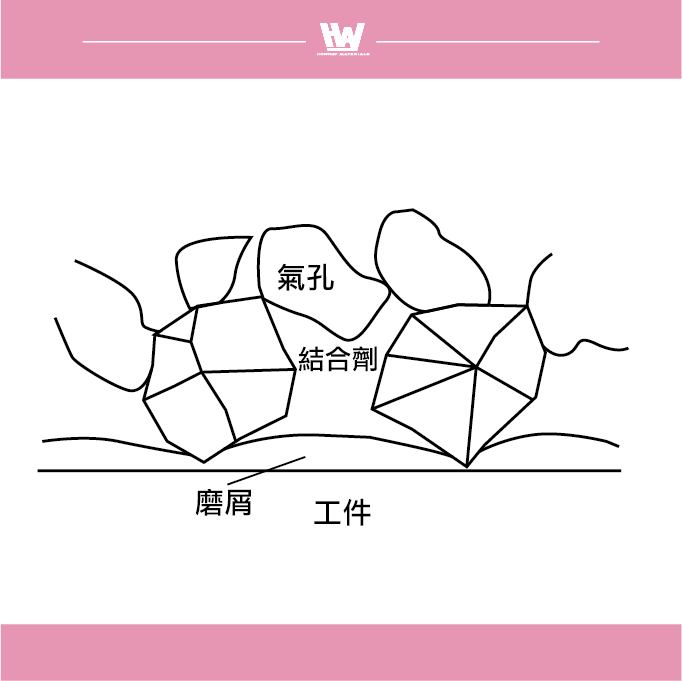
In clogged grinding, chips adhere to the grinding wheel surface, which hinders other grinding operations.
The shape of the chips is usually torn or molten, and these chips may form cutting edges, further affecting the cutting effect.
- Abrasive debris adhesion: Abrasive debris adheres to the surface of the grinding wheel, affecting the grinding efficiency.
- Grinding chip shape: common tear shape and melt shape, reducing cutting performance.
- High grinding resistance: It increases the resistance during grinding, which is easy to cause vibration.
- Machined surface quality: Tearing or chattering may occur on the machined surface, affecting the smoothness of the surface.
- Grinding wheel wear: The wear of the grinding wheel is greater than that of the normal type, which reduces its service life.
Trivia – chatter: refers to the phenomenon of small ripples or unevenness on the surface of the workpiece during processing or grinding. This phenomenon often affects the surface quality of the final product and can lead to substandard products.
What is a Glazed Grinding Wheel?
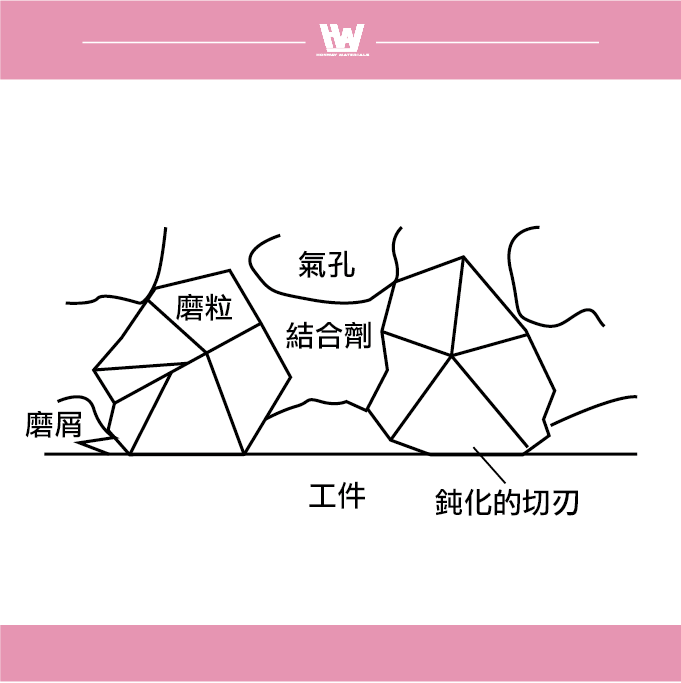
In smooth grinding, the abrasive is passivated to a state where it loses its grinding ability, resulting in a smooth surface of the abrasive and the entire grinding wheel being coated, which negatively affects the grinding effect.
- Abrasive chip shape: The abrasive debris is mostly tear or molten shape, which further affects the processing quality.
- Abrasive passivation: The abrasive loses its cutting ability and behaves as a fillet.
- Full Coverage: The entire grinding wheel surface is covered with smooth abrasives.
- Poor cutting force: The cutting force decreases significantly due to the passivation of the abrasive.
- High grinding resistance: The resistance during grinding increases, affecting efficiency.
- More heat: As the grinding resistance increases, so does the heat generated.
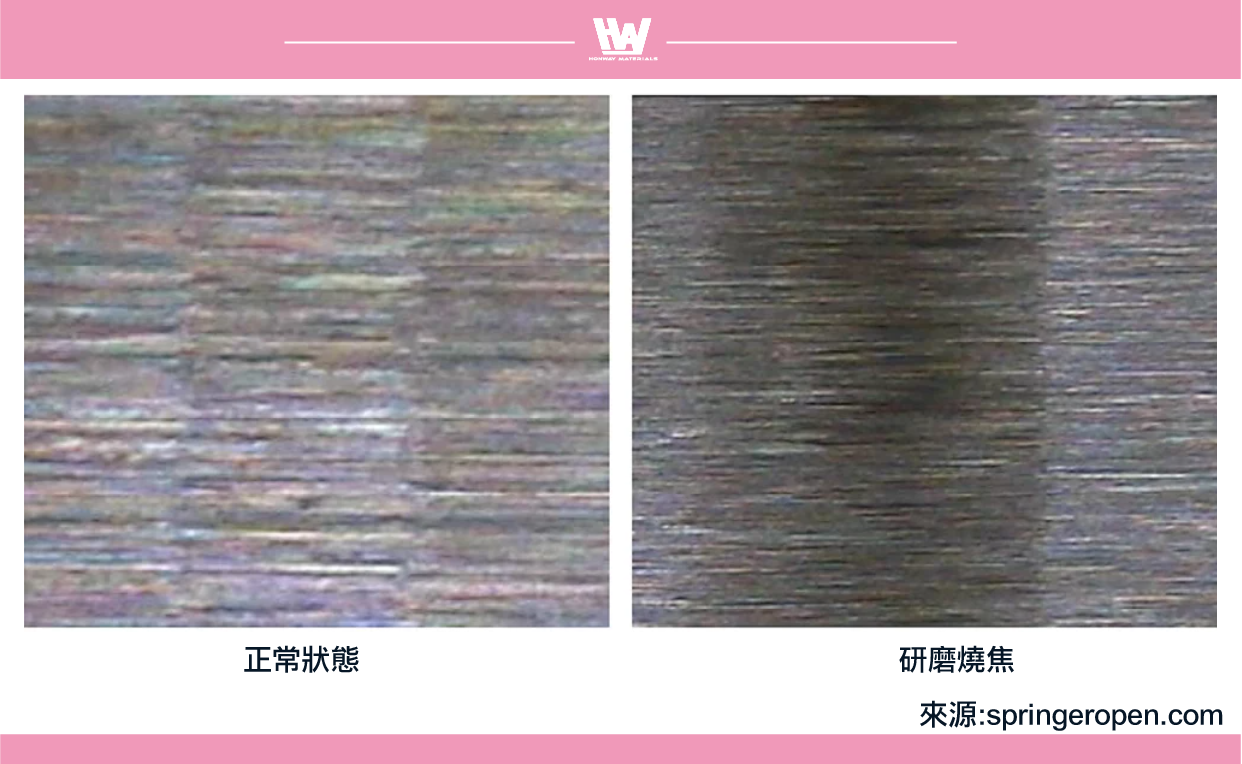
- Flutter marks and scorching: Chatter marks or surface scorching are common during processing.
※Extended Reading: The abrasive effect of the grinding wheel particles
Causes and Solutions for Inappropriate Grinding Wheel Bond Strength, Clogging, and Glazing
| Abnormal conditions | Causes | Solutions |
| Poor Grinding Performance 1. Clogging 2. Glazing 3. Workpiece Burning 4. Waviness occurring simultaneously | Grinding Wheel Too Hard | 1. Increase the workpiece feed rate, the lateral feed rate of the grinding wheel, and the pressure applied to the grinding wheel. 2. Reduce the rotational speed of the grinding wheel, and select a smaller grinding wheel outer diameter and grinding wheel width. 3. Regularly dress the grinding wheel with a sharp dresser to keep it sharp. 4. Avoid allowing the grinding wheel to remain stationary at the same end of the workpiece for extended periods during lateral feed. 5. Avoid using coolants with adhesive components, or increase the dilution ratio of the grinding fluid to improve the cooling effect. 6. Select a grinding wheel with coarser grit or lower hardness (softer) to facilitate machining. |
| Excessive Grinding Wheel Wear, Not Sharp, Workpiece Has Taper, Grinding Wheel Has Scratches, Abrasive Easily Shed | Grinding Wheel Too Soft | 1. Reduce the workpiece feed rate, the lateral feed rate of the grinding wheel, and the pressure applied to the grinding wheel. 2. Increase the rotational speed of the grinding wheel, and select a larger grinding wheel outer diameter and a wider grinding wheel face width. 3. When dressing the grinding wheel, use a shallower dressing depth and increase the number of lateral feed passes. 4. During lateral feed, the grinding wheel should avoid sudden disengagement at one end of the workpiece, ensuring continuous contact. 5. Reduce the dilution ratio of the grinding fluid to enhance its lubrication and cooling effects. |
| Grinding Wheel Clogged | Grinding Wheel Not Suitable | 1. Select a grinding wheel with larger grit to improve cutting efficiency and chip removal capability. 2. Use a grinding wheel with lower bond hardness (softer), which helps the grinding wheel self-dress and reduce clogging. 3. Use a grinding wheel with a more open structure (coarser grain spacing) to enhance the cooling effect and improve chip removal space. |
| Dressing Not Suitable | 1. Use a diamond dresser with higher sharpness. 2. Increase the feed rate during dressing. 3. After dressing is complete, thoroughly clean the grinding wheel surface to remove residual chips and impurities. | |
| Grinding Fluid Not Suitable | 1. Select a grinding oil with good washing effect. 2. Ensure stable, uniform, and high-flow coolant supply. 3. If using a center-through coolant supply method, pay special attention to the cleanliness of the oil. | |
| Improper Operation | Adjust the operating conditions of the grinding wheel so that it exhibits lower cutting force and a gentler action during machining. | |
| Grinding Wheel Glazing | Grinding Wheel Not Suitable | 1. Evaluate whether the selected abrasive type is suitable for machining the specific workpiece material. 2. Prioritize the selection of grinding wheels with larger grit, softer bond, and a more open structure (coarser grain spacing). |
| Dressing Not Suitable | 1. Use a sharp dresser and regularly sharpen the grinding wheel. 2. Increase the feed rate of the dressing operation. 3. Appropriately increase the depth of cut during dressing. | |
| Grinding Fluid Not Suitable | 1. Select a non-water-soluble grinding oil with excellent lubricating performance. 2. Ensure stable, uniform, and sufficient flow of coolant supply. 3. Analyze and optimize the coolant supply method (such as top flooding, side flooding, or center-through). | |
| Improper Operation | 1. Increase the infeed of the grinding wheel. 2. Adjust the operating conditions of the grinding wheel so that it exhibits softer cutting behavior during machining to reduce excessive wear and achieve stable machining results. |
※ Replacing the Grinding Wheel
If you want to replace the grinding wheel, it is recommended that you provide us with the material of your current workpiece for evaluation so that we can recommend the most appropriate choice.
If you don’t know how to provide the model number, you can also send the grinding wheel to us for inspection.
What are Grinding Cracks?
Grinding cracking refers to the surface damage caused during the grinding process due to grinding forces, heat, and other factors. It manifests as surface cracks, fractures, or micro-cracks in the material, which negatively impact the quality and precision of the workpiece.
This issue is commonly observed in materials such as carburized steel, bearing steel, and roll steel. It is especially prevalent when grinding materials that have undergone quench-hardening treatment.
※Extended Reading: In-depth analysis of grinding to avoid surface deterioration
Impact of Grinding Cracks
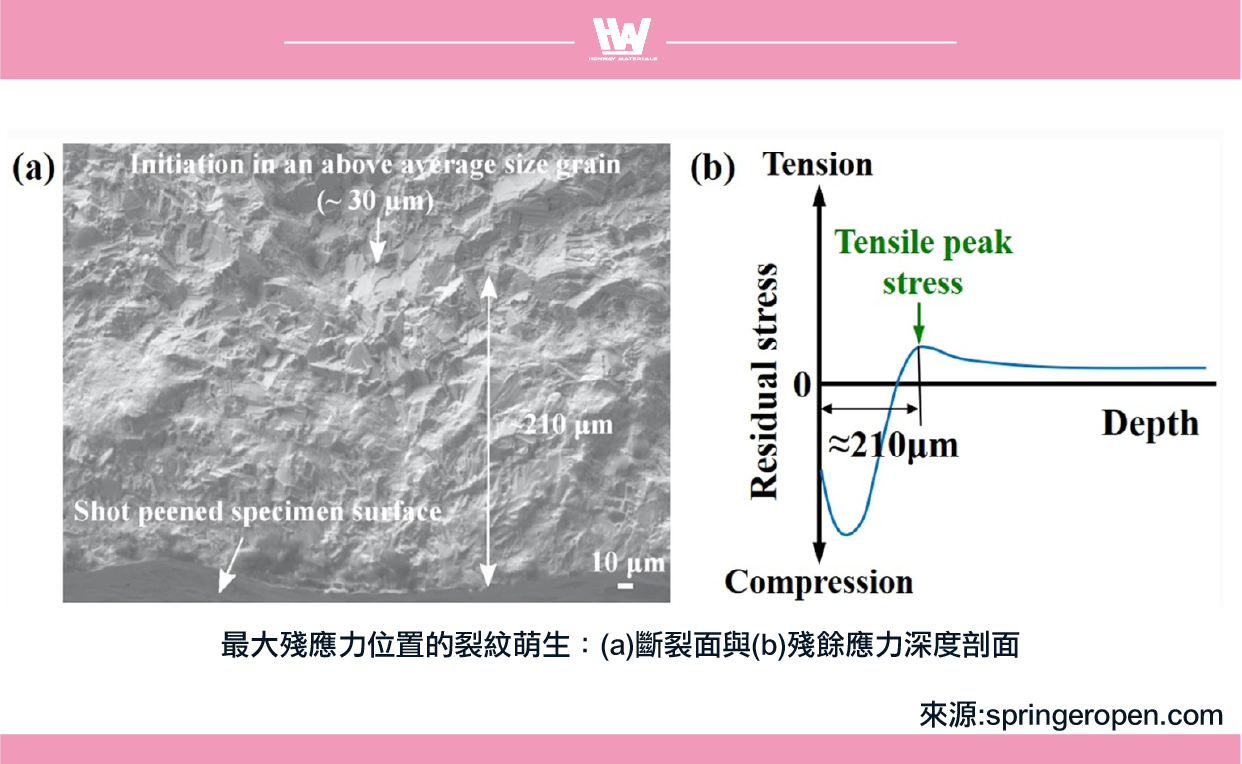
- Reduced Fatigue Life of Mechanical Components: Cracks caused by grinding often emerge hours or days after the process is completed. These micro-cracks significantly reduce the fatigue life of mechanical components, affecting their reliability and durability.
- Dimensional Accuracy Issues: Cracking can lead to deviations in the workpiece dimensions, compromising machining precision.
- Increased Brittleness and Fracture Risk: Cracking makes materials more brittle and prone to breaking or failing during use.
- Decreased Corrosion Resistance: Cracks disrupt surface protection layers, increasing susceptibility to corrosion in affected areas.
Causes and Solutions for Poor Workpiece Accuracy, Burns, and Cracks
| Abnormal conditions | Causes | Solution |
| Poor Roundness | Poor Center Line of Center Pin | 1. Ensure accurate drilling of the center hole. 2. Regularly grind, lap, or clean the center hole to remove dirt and impurities. 3. Regularly inspect and correct the center tip, regrinding if necessary. 4. Ensure sufficient lubrication of the contact areas between the center hole and the tip during operation. 5. Eliminate looseness of the center pin to ensure it is firmly stable. 6. Maintain a support height of 10mm during centerless grinding operations. |
| Poor trimming | 1. Confirm that the mechanical position when dressing the grinding wheel is consistent with the mechanical position when grinding the workpiece, ensuring that the relative positions of the two do not change. | |
| Workpiece Imbalance | Install a balancer and adjust the balance weights to reduce vibration and improve grinding accuracy and stability. | |
| Improper Operation | 1. During lateral feed grinding, avoid disengaging the grinding wheel from the workpiece to prevent a tapered shape from appearing at one end of the workpiece. 2. Reduce feed pressure. 3. Use a harder grinding wheel. 4. For long or thin workpieces, use supports to ensure workpiece stability and prevent vibration. | |
| Poor Cylindricity with Taper | Grinding Wheel Not Suitable | 1. Use a grinding wheel with a harder bond strength. 2. In plunge grinding, the face width of the grinding wheel should be slightly larger than the width of the workpiece. |
| Poor trimming | Position the diamond tip of the dresser close to the grinding area. | |
| Improper Operation | 1. Re-evaluate the position of the support arrangement. 2. Check if the grinding wheel transfer process is smooth. 3. During lateral feed grinding, the face width of the grinding wheel should be at least one-third of the workpiece width. | |
| Workpiece Expansion | 1. Use sufficient coolant to protect the workpiece and the grinding wheel. 2. Pay attention to the lubrication method of the lubricating oil, ensuring uniform distribution and effective cooling of the grinding area. 3. Reduce the infeed of the grinding wheel while increasing the lateral feed rate. | |
| Residual Material | 1. Select a grinding wheel with higher hardness. 2. Conduct a thorough review before processing to standardize the dimensional management of ultra-fine grinding. 3. Check if the spark-out time is appropriate, ensuring it is neither too long nor too short. | |
| Burns, Cracks | Grinding Wheel Not Suitable | 1. Use a grinding wheel with a softer bond and a more open structure to promote self-dressing of the grinding wheel and improve cutting performance. 2. When operating the grinding wheel, adjust the parameters so that it exhibits softer cutting behavior. 3. Perform regular and detailed dressing. |
| Grinding Fluid Not Suitable | 1. Ensure that the grinding fluid is supplied uniformly and in large quantities. 2. Find a way to precisely inject the grinding fluid into the grinding area. 3. Use an oil with good lubricating properties, prioritizing non-water-soluble oils. 4. If using water-soluble oil, choose a high-performance type and appropriately increase the concentration. | |
| Improper Operation | 1. Reduce the infeed. 2. Increase the lateral feed rate to avoid the grinding wheel concentrating on the same area for grinding. 3. Prevent the grinding wheel from stopping rotating while in contact with the workpiece. | |
| Improper Workpiece Heat Treatment | 1. Check if the tempering temperature is too low. 2. Confirm whether unstable structural components remain in the workpiece. | |
| Deformation of Thin Workpieces | Improper Operation | 1. Appropriately reduce the magnetic force of the magnetic chuck. 2. Place a steel plate of appropriate thickness between the magnetic chuck and the workpiece to adjust the magnetic force distribution and improve the adsorption state. |
Conclusion
In summary, although grinding is a highly efficient and high-precision machining method, neglecting the details of grinding wheel selection, dressing conditions, grinding fluid application, or operating parameters can easily lead to various abnormalities such as clogging, glazing, burning, and cracking, thereby affecting workpiece quality and production stability. Only through correct grinding wheel selection, precise dressing, reasonable cooling and lubrication strategies, and stable operating procedures can grinding efficiency and machining quality be effectively improved, grinding wheel life extended, and the reliability and consistency of the final product ensured. Facing increasingly stringent process demands, continuously improving grinding conditions and establishing standardized operating procedures are important topics that every machining personnel must not overlook.
Action
- How to choose grinding wheel>>>How to Choose Between Diamond Wheels and CBN Wheels?
- Correctly understand the situation of grinding abnormality>>Causes of Grinding Abnormalities? How to Address Them?
- How to choose tools for cutting bonded grinding wheels>>How to Dress Grinding Wheels with Different Bond Type
- Is the current grinding wheel wear normally>>>What is the current status of the grinding wheel? – Electroplated Grinding Wheel Section
- How to dress a grinding wheel>>Grinding Wheel Dressing and Sharpening Methods
- Grinding wheel dressing in two stages>>What Are Truing and Dressing of Grinding Wheels?
- How to choose tools for cutting bonded grinding wheels>>How to Choose Grinding Wheel Dressing Tools
- Different grinding states of cutting edge>>In-depth understanding of grinding wheel cutting edge shapes, variations, and self-sharpening mechanisms
- What is the difference in the grinding of bonded grinding wheels?>>How to Dress Grinding Wheels with Different Bond Type
- What should I do if scratches and burns appear on the grinding surface?>>Scratches and Burns on the Ground Surface? Causes and Improvement Methods!
- What is bonding?>>What is Bonding Degree and How Do I Choose?
- Implement>>Diamond and boron nitride grinding wheels, polishing abrasives, polishing equipment, polishing tools, diamond dressing tools
- How to dress different bonding agents>>How to Dress Grinding Wheels with Different Bond Types
- Review
We offer customized adjustments to the grinding process, tailored to meet processing requirements for maximum efficiency.
After reading the content, if you still don’t know how to select the most suitable option,
Feel free to contact us and we will have specialist available to answer your questions.
If you need customized quotations, you’re also welcome to contact us.
Customer Service Hours: Monday to Friday 09:00~18:00 (GMT+8)
Phone: +8867 223 1058
If you have a subject that you want to know or a phone call that is not clear, you are welcome to send a private message to Facebook~~
Honway Facebook: https://www.facebook.com/honwaygroup
You may be interested in…
[wpb-random-posts]
