
打破「禿頭」魔咒!精準掌握開鋒、轉速與防脫落工藝
在半導體 IC 封裝模具與精密鎢鋼模具的精密修整現場,電鍍鑽石磨棒以及專攻鐵系金屬的 CBN磨棒因其高暴露感的單層磨粒結構,擁有極其鋒利的初切削力,是無可取代的加工利器。
然而,現場技術人員最常遇到的痛點就是:電鍍砂輪最怕禿頭。 電鍍磨棒本質上是單層磨粒結構,一旦磨粒因為操作不當而脫落或磨平,整支磨棒就宣告報廢,這直接關係到加工廠的刀具耗損與生產成本。本文將直擊工業現場,針對「電鍍修整觀念、極限轉速調校、防脫落工藝」三大核心痛點進行硬核解析,助您成倍延長磨棒壽命。
目錄
- 一、 觀念導正:電鍍砂輪千萬不能「修形狀」!
- 二、 極限轉速與線速度的完美臨界點:破解熱軟化與拔牙效應
- 三、 實戰防脫落工藝:切削參數與流體力學的優化
- 四、 宏崴硬核應對方案:客製化高剛性鎢鋼軸心消除彈刀震動
一、 觀念導正:電鍍砂輪千萬不能「修形狀」!
在傳統陶瓷砂輪的操作經驗中,砂輪鈍了、幾何形狀跑了,師傅會習慣拿碳化矽(GC)或剛玉修整石去硬碰硬,進行「修形(Truing)」。但這套邏輯在電鍍磨棒上是致命的錯誤!
加工現場最常見的致命錯誤,就是把電鍍磨棒拿去用硬質的金剛石刀進行幾何形狀的修整(Truing / 整形)。 必須建立的觀念是:電鍍砂輪只有「單層顆粒」,它沒有多餘的底料可以被削切。若進行 Truing,工具只會強行將鑽石連根拔起,直接導致 電鍍 鑽石 脫落(WordPress 操作:請反白加粗)而報廢。
電鍍砂輪唯一能做的叫做 開鋒(Dressing / 修銳)。利用低硬度、軟質的氧化鋁(WA)開鋒石,輕輕刷去卡在鑽石容屑槽間的金屬切屑,幫磨棒做全面清潔。只要原本的鑽石顆粒依然穩穩被鎳基夾持著,磨棒就能恢復百分之百的鋒利度。
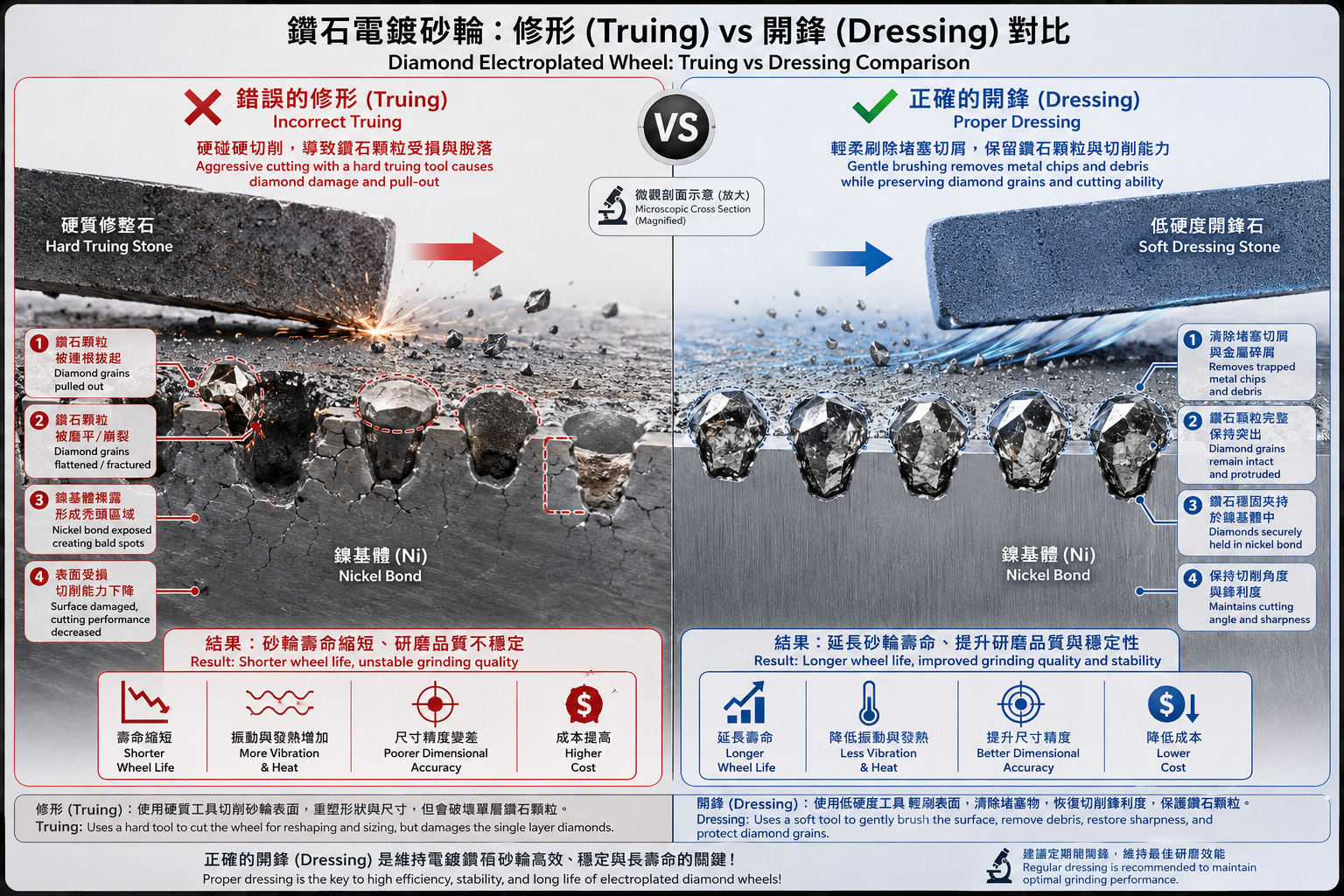
精密加工現場必須嚴格區分以下兩種動作的本質差異:
修形(Truing): 修正砂輪的幾何圓度、同心度或特殊輪廓。電鍍磨棒是由鎳基結合劑將單層磨粒固結於鋼軸上,它絕對不能進行線上修形。如果拿修整石去削它,會直接將珍貴的鑽石/CBN 層連根刮掉,讓磨棒一秒報廢。
如果您還不確定自己的製程應該選用電鍍、樹脂還是陶瓷結合劑,建議先閱讀前專題:鑽石磨棒全攻略:精密內孔研磨與三大結合劑選配指南
修整/開鋒(Dressing): 當加工進入中後期,因研磨碎屑(如模具鋼、鎢鋼微屑)卡進顆粒縫隙,導致砂輪「鈍化」或堵塞。此時業界所謂的電鍍修整,指的是「清潔(Cleaning)」與「開鋒」。
🛠️ 宏崴實業現場開鋒心法:
當發現 宏崴電鍍鑽石/CBN磨棒 的切削力下降、工件表面出現微小燒傷痕跡時,切勿大力硬壓。此時應使用專用的低硬度開鋒石(或細錠軟質氧化鋁條),在極輕的壓力下短暫接觸,僅帶走堵塞的結合物與金屬碎屑,讓下方的鑽石顆粒重新露頭(Dressing),即可瞬間恢復初切削力的犀利度。
二、 極限轉速與線速度的完美臨界點:破解熱軟化與拔牙效應
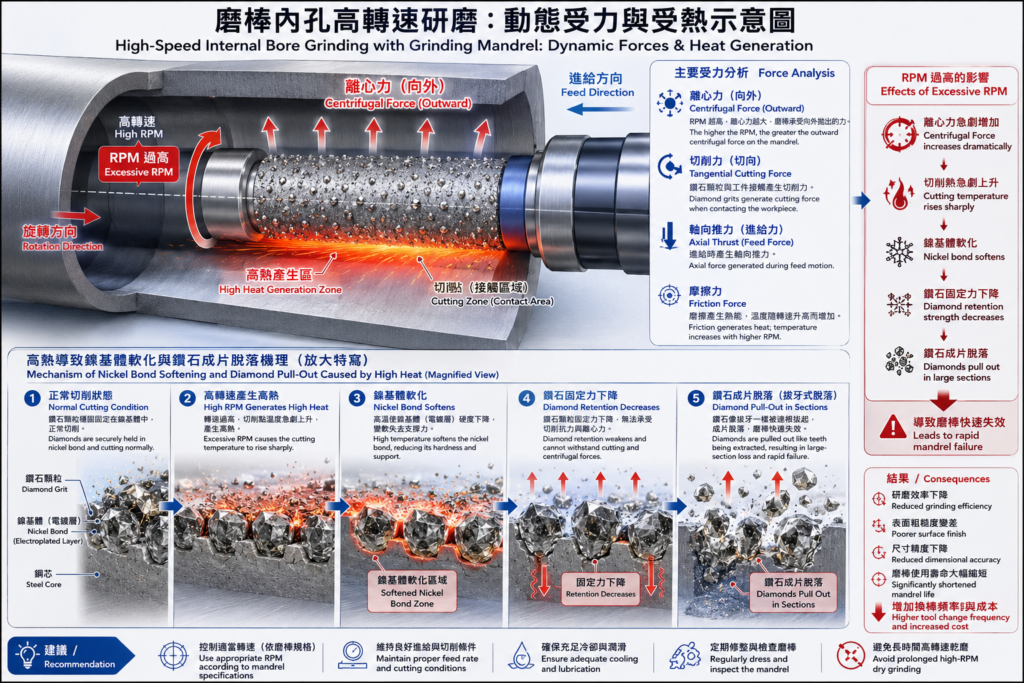
許多工程師為了追求高移除率,盲目將 「內孔研磨轉速」(WordPress 操作:請反白加粗)調高到機台極限(例如 60,000 ~ 80,000 RPM)。然而,高轉速帶來的高線速度(Linear Speed),如果缺乏以下兩大工藝配合,往往是加速禿頭的元凶:
- 避免基體「熱軟化」: 轉速越高,摩擦切削點產生的瞬間高熱就越恐怖。電鍍使用的是金屬鎳(Nickel Bond)來夾持鑽石,鎳基體在長期高熱下會產生「熱軟化」物理現象。一旦夾持力變軟,鑽石承受不住切削抗力,就會產生像拔牙一樣的成片脫落。
- 破壞「空氣簾」的高壓冷卻: 當磨棒以極高轉速旋轉時,外圍會形成一層強力的氣流障壁(空氣簾)。常規滴落式的冷卻液會直接被氣流彈開,切削核心點其實處於乾磨冒煙狀態。此時必須改採「高壓、小口徑噴嘴」,直接穿透氣流層精準射入接觸夾角點,方能抑制熱軟化,安全挑戰極限轉速。
在小徑內孔研磨(例如孔徑 2.0 mm 以下)中,為了達到超硬磨料所需的最佳砂輪線速度(周速 V),製程工程師往往會陷入一場「轉速拉鋸戰」。
根據線速度公式:
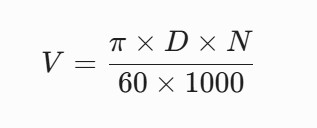
(其中 V為線速度 m/s、 D為磨棒直徑mm、 N 為機台轉速 RPM)
當直徑 D 極小時,為了維持基本切削率,高頻主軸的轉速通常必須開到 40,000 至 80,000 RPM,甚至突破 100,000 RPM 的極限。
⚠️ 高轉速隱藏的「致命雙彈」:
強大離心力: 當轉速過高,電鍍層表面的鑽石顆粒承受巨大的離心應力,任何微小的動平衡失調都會演變成劇烈震動。
瞬間切削高熱: 高速摩擦產生的熱量若無法瞬間宣洩,會導致電鍍鎳基體急速受熱軟化。夾持鑽石的鎳基變軟,加上切削抗力,鑽石顆粒就會像「拔牙」一樣成片脫落。
轉速調校最佳實務:
不要一味追求極限高轉速。使用小徑磨棒時,應優先考量剛性。例如選用夾持度絕佳的 宏崴 BM 系列3.0 mm柄 或 BH 系列2.34mm柄。
在實務調校上,建議由建議周速的下限開始逐步往上調升,一旦觀察到火花由「清脆稀疏」轉為「濃密且顏色發暗」,或是工件出現微小震紋,即代表已達到基體受熱變形的臨界點,應立即調降轉速 10-15%,以確保單層磨粒的安全。
三、 實戰防脫落工藝:切削參數與流體力學的優化
除了冷卻,進給工藝(Feed Rate)是控制磨粒不被應力拔出的第二道防線。當磨棒直徑極細時(例如 軸徑1.0mm ~ 2.0mm ),任何突發的衝擊力都會讓顆粒瞬間崩解。技術最佳實務應採取「微量切入、連續進給」,單次切入量嚴格控制在微米級範圍,讓單顆鑽石均勻分擔切削力,方能最大化延長磨粒壽命。
💡 不同結合劑選配推薦:
如果您的現場加工量極大,微量進給無法滿足您的產能需求,建議改選用具備自銳性、多層磨粒結構的陶瓷法。歡迎參考前專案:
鑽石磨棒 (Mounted Points) 全攻略:精密內孔研磨與三大結合劑選配黃金法則
要徹底瓦解電鍍磨棒「禿頭」的魔咒,除了管好轉速,還必須在現場落實防脫落製程工藝。這需要從進給量控」與冷卻流體力學兩大維度進行雙重夾擊。
1.減小切入進給量(Feed Rate),採取高頻擺動
電鍍單層砂輪無法承受傳統陶瓷砂輪的「大吃刀量」。
錯誤示範: 單次進給直接切入過深,切削阻力大於鎳基夾持力,鑽石層瞬間崩落。
正確工藝: 採取多次、微量、反覆擺動(Oscillating)的研磨方式。每一次軸向進給控制在微米級(例如 1um~ 3um),利用高頻率反覆掃掠來累積移除量。如此一來,每顆鑽石承受的單點衝擊力會大幅下降,防止被硬生生「連根拔起」。
2.優化冷卻液喷射角度與高壓沖刷
- 內孔加工空間狹小,高速旋轉的磨棒周圍會形成一層強大的氣流屏障(空氣簾),導致普通的滴落式冷卻水根本無法進入切削核心,造成「乾磨」高熱。

現場必須將冷卻液噴嘴優化為高壓、小口徑噴嘴,且噴射方向必須精準對準磨棒與工件接觸的切削夾角點,用高壓流體撕裂空氣簾。這樣做不僅能瞬間帶走切削高熱、保護鎳基體不軟化,更能利用水力將初生的金屬微屑沖離孔壁,避免二次研磨造成的顆粒磨損。

四、 宏崴硬核應對方案:客製化高剛性鎢鋼軸心消除彈刀震動
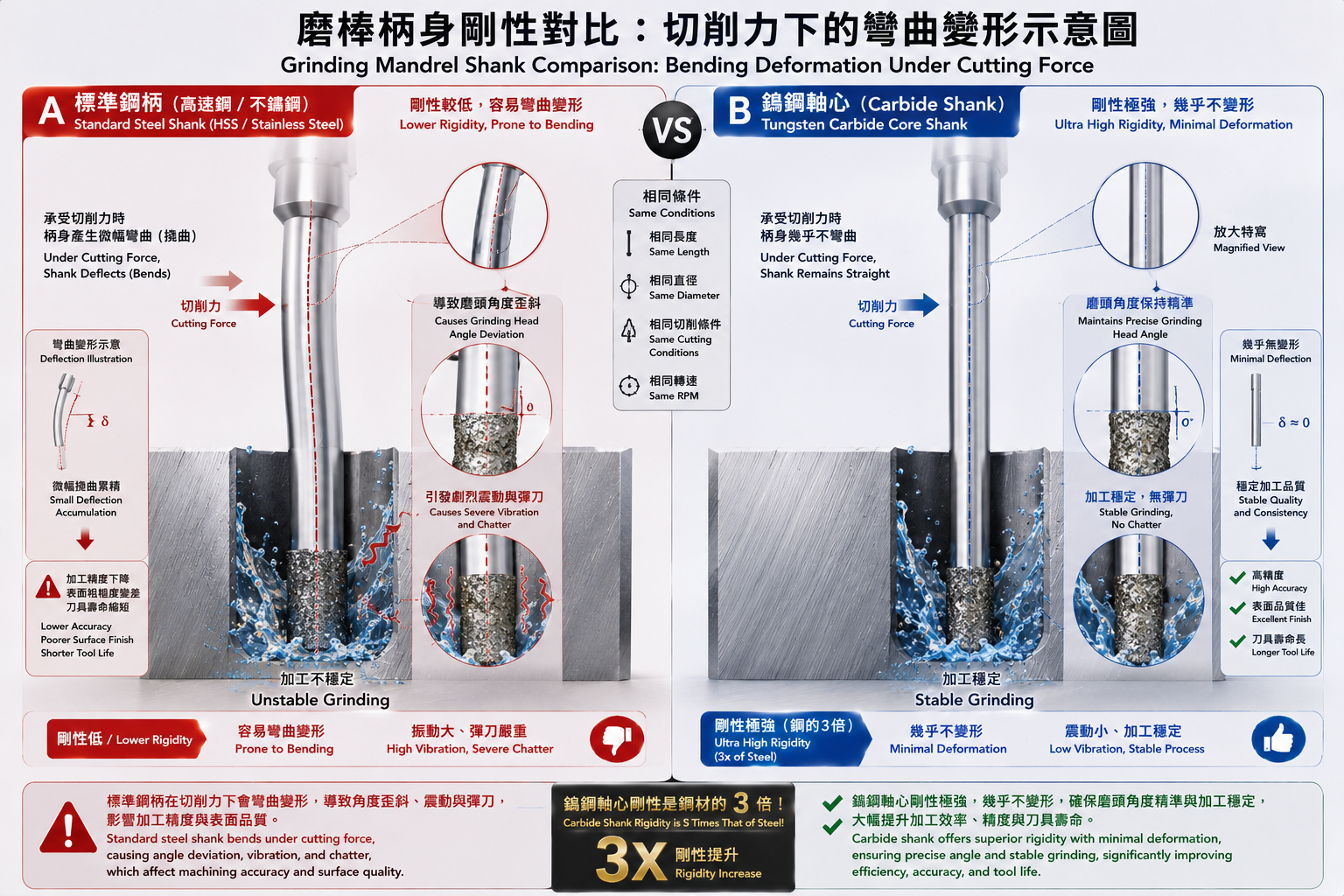
在高速內孔研磨中,普通的鋼柄在承受橫向切削力時會產生微幅的撓曲(變形),這種微幅的彎曲在高速旋轉下會放大成劇烈的彈刀與震動,震動會瞬間將單層鑽石震碎或剝離。
為了解決這個物理限制,宏崴實業(HonWay)特別推出了 客製化 鎢鋼軸心 磨棒服務。利用鎢鋼比標準鋼柄高出 3 倍的極致剛性與抗震能力,線條始終保持絕對筆直,即使在極限轉速切入下依然穩如磐石,這正是宏崴協助許多中大型大廠將電鍍磨棒壽命強力提升 2 ~ 3 倍的獨家製程聖杯。
- ⚙️ 自動化無人量產線高階修整優化: 👉
延伸閱讀:陶瓷結合劑砂輪的線上修整與修銳:自動化無人量產的精密控制聖杯
在面對深孔、長懸伸的高難度內孔研磨時,單靠調整參數有時仍會遇到物理瓶頸(例如鋼柄本身因剛性不足而產生微幅撓曲、引發震動彈刀)。
針對此極端工況,宏崴實業(HonWay)提供了解決方案:
全系列規格自由轉換: 無論是熱銷的 BH、BM 還是 BC 系列,皆可依工件屬性指定客製為鑽石或 宏崴電鍍 CBN 磨棒系列。
高剛性鎢鋼軸(Carbide Shank)客製: 宏崴可將磨棒基體鋼柄直接升級為客製化鎢鋼柄。鎢鋼的彈性模數為一般鋼材的 3 倍,能展現出極致的抗震性能,即使在高轉速、長懸伸的深孔研磨下,也能穩穩吸附震動,讓外部電鍍層的單層磨粒壽命獲得倍數級的增長。
結語 與 專家選型傳送門
電鍍鑽石/CBN磨棒的壽命長短,從來不是碰運氣,而是現場參數調校與製程觀念的綜合體。打破不能修形的迷思、尋找轉速與溫度的臨界點、並透過微量進給與高壓冷卻保護基體,就能讓您的電鍍磨棒從易耗品搖身一變成為「高壽命產能利器」。
您的產線正因小徑內孔研磨、電鍍磨棒頻繁禿頭而苦惱嗎?
歡迎點擊下方專屬傳送門,尋找最適合您的耐磨解決方案:
🔹 高硬度鎢鋼、陶瓷模具加工必備: 👉 [立即瀏覽:宏崴電鍍鑽石磨棒 (Diamond Points) 專屬產品頁]
🔸 高速鋼、模具鋼、淬火鋼精密內孔精修: 👉 [立即瀏覽:宏崴電鍍立方氮化硼 (CBN Points) 專屬產品頁]
💡 宏崴實業技術顧問貼心提醒: 不同的內孔深徑比與材料硬度,對電鍍層的結合強度要求截然不同。宏崴除了提供標準 BH / BM / BC 規格外,更精專於「深孔長柄鎢鋼軸客製化」。歡迎將您的工件圖紙與現有机台轉速提供給我們,讓宏崴專家為您精準調配專屬配方!
