
解密 Truing 與 Dressing 參數調校,掌握高效率、高穩定 C pk值的終極關鍵
在汽車零部件(如齒輪、噴油嘴)、高階精密軸承與液壓壓縮機的自動化生產流水線上,精密內孔研磨向來是決定產能與品質的核心工序。
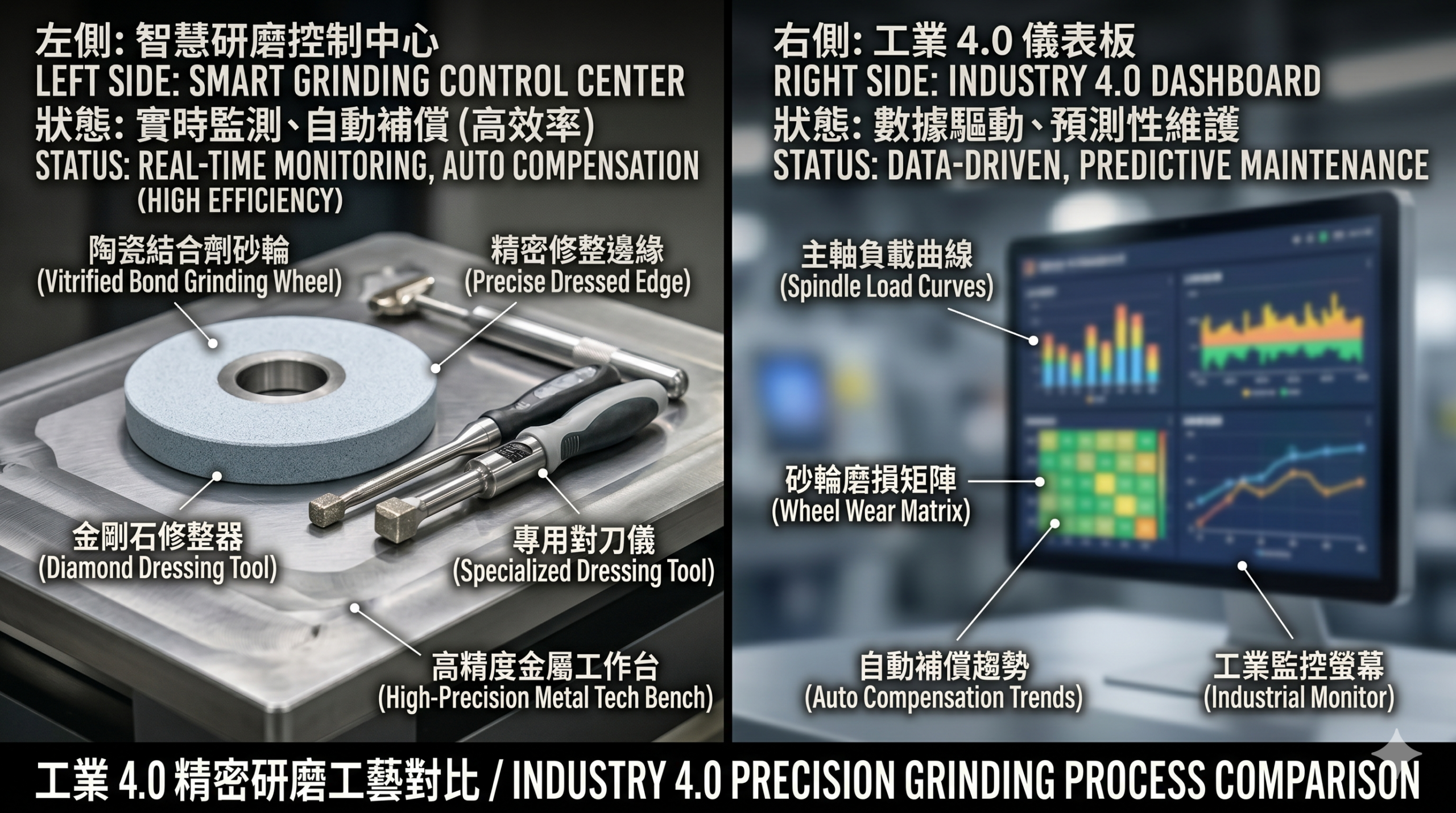
這類 24 小時不停機、採取機械手臂自動上下料的量產線,追求的不是單次切削的爆發力,而是 Cpk 值(製程能力指數)的絕對穩定。要讓機台在連續運作下,加工出來的成千上萬個零件尺寸與表面粗糙度始終如一,核心霸主非 「陶瓷結合劑(Vitrified Bond)鑽石/CBN 砂輪」 莫屬。
然而,要讓陶瓷砂輪發揮「無人化量產」的極致威力,製程工程師(PE)必須掌握的核心Know-how,就是砂輪的線上修整(In-line / On-line Truing & Dressing)技術。
延伸閱讀 : 如何選擇砂輪的削整工具
目錄
- 一、 核心概念釐清:Truing(修形)與 Dressing(修銳)有何不同?
- 二、 線上(On-line / In-line)修整技術的參數拉鋸戰
- 三、 線上修整工具的選型:單點金剛石刀 vs 旋轉修整輪
一、 核心概念釐清:Truing(修形)與 Dressing(修銳)有何不同?
在許多傳統加工現場,人員常將「修形」與「修銳」混為一談,統稱為「修砂輪」。但在陶瓷結合劑超硬砂輪的精密領域中,這是兩個目的完全不同、參數設定也截然分開的幾何動作:
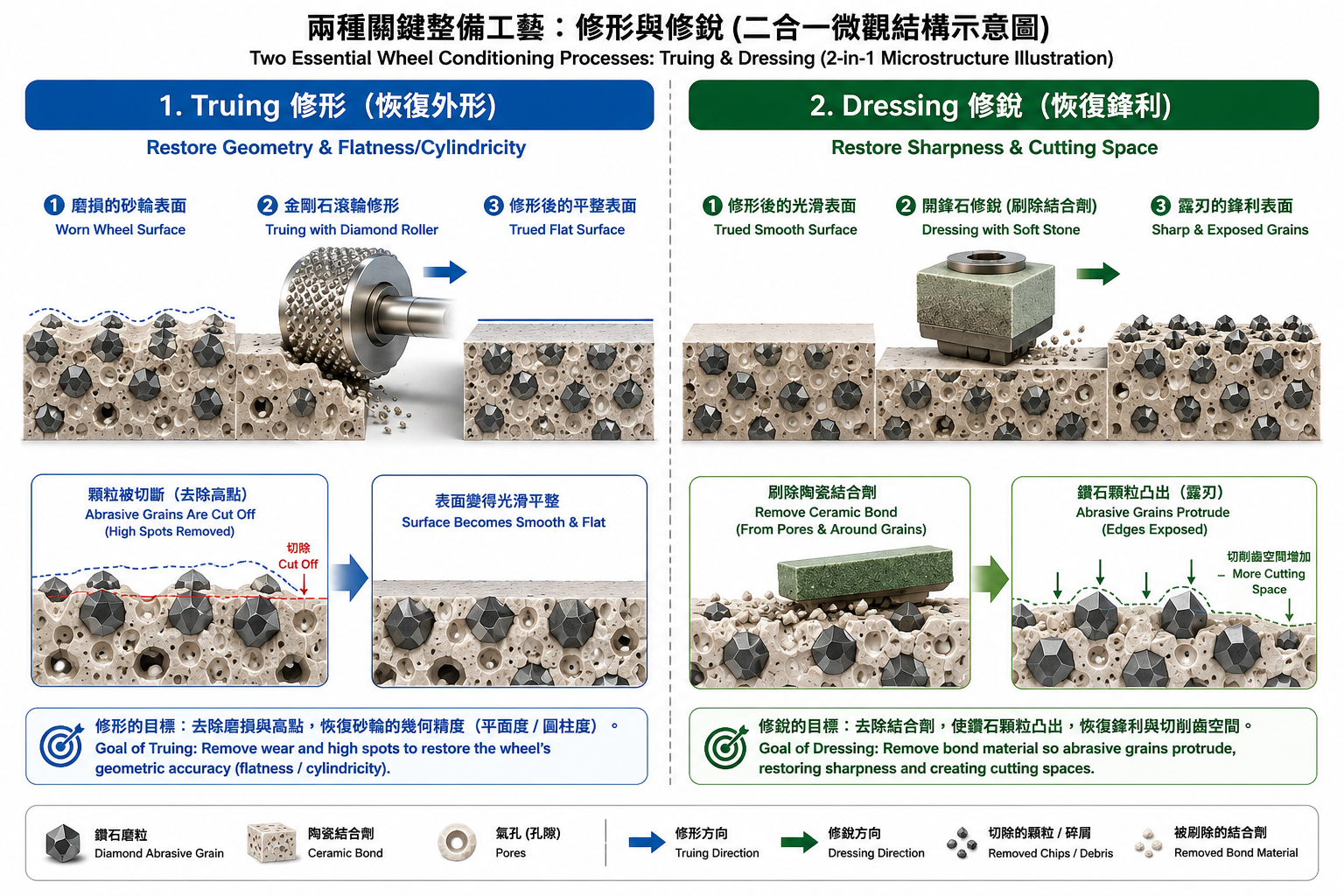
1.Truing(整形 / 修形 / 削圓)
目的是什麼: 修正砂輪的幾何外形、真圓度與同心度。
為什麼要做: 陶瓷砂輪在高壓研磨一段時間後,前端或局部會因磨耗而凹陷,導致幾何形狀跑掉(引發孔徑喇叭孔或真直度超差)。Truing 是利用硬度更高的工具,強行把砂輪的「外形」修回絕對完美的幾何形狀。
特點: 這個動作力道較大,會同時切斷磨料顆粒,使砂輪表面變得非常平整、光滑。
2.Dressing(開鋒 / 修銳 / 露刃)
目的是什麼: 移除鈍化的結合劑,讓裡面的鑽石/CBN磨粒重新露頭,恢復切削鋒利度。
為什麼要做: 做完 Truing(修形)後的砂輪表面太過平滑,缺乏微小的切削齒,如果直接去研磨工件,會因為沒有切削力而產生劇烈摩擦,導致工件瞬間燒傷。Dressing 則是利用弱化或刷除表面陶瓷結合劑的方式,讓完好的超硬磨粒「凸出來」。
特點: 陶瓷結合劑(Vitrified Bond)由於內部充滿了微小氣孔,具備極佳的自銳性,是最適合進行 Dressing 的結構。
💡 製程延伸閱讀: 如果您的產線屬於少量多樣的模具修整,而非大批量自動化量產,建議參考前專題:[電鍍鑽石磨棒修整技術:如何延長單層磨粒壽命與極限轉速調校?],了解單層磨粒與陶瓷多層磨粒在修整上的本質差異。
二、 線上(On-line / In-line)修整技術的參數拉鋸戰
在現代無人化產線中,典型的加工情境是:機械手臂將工件送上工位 ➡️ 砂輪進行高壓內孔研磨 ➡️ 連續加工 50 件後,機台不停機,外部的修整刀自動靠攏對砂輪進行線上微量修整。
在這短短數秒的自動修整過程中,生技工程師(PE)每天都在跟兩個核心參數進行「擠牙膏式」的精密拉鋸:
1.修整進給量(Dressing Feed Amount / Depth of Cut)
這是一場砂輪壽命與切削力的極限博弈。
設得太多(如單次切入 5um ~ 10um): 陶瓷砂輪的外層會被大量削掉,砂輪消耗極快,生產成本大幅飆升。
設得太少(如單次切入小於 1um): 如果切入量低於磨粒鈍化的臨界點,修整刀只會與砂輪發生「滑動摩擦」,根本無法破壞鈍化層,隨後研磨工件時就會因「切不動」而發生工件燒傷或過熱變形。
工業標準實務: 現代自動化線上修整,通常採取「頻率高、微進給」策略,每次進給精準控制在 1.5um ~ 3um 之間,既能維持砂輪銳利度,又能最大化延長砂輪壽命。
2.修整速率比(Speed Ratio / q-value)
修整速率比(q值)是指「修整輪周速(Vd)」與「砂輪周速(Vs)」的比值:
當修整輪與砂輪在接觸點進行相對運動時,根據它們旋轉的方向,分為順向修整(Climb Dressing)與逆向修整(Counter Dressing)。
逆向修整(q < 0): 接觸點的方向相反,衝擊力較大,修出來的砂輪表面非常粗糙且極其鋒利,適合追求高移除率的粗研磨工序。
順向修整(q > 0): 接觸點的方向相同,切削行為較溫和。當 q值設定在 0.4 ~ 0.7時,修整出來的砂輪表面幾何精度極高,最適合高精密軸承內孔、需要低 Ra 值的精研磨製程。
三、 線上修整工具的選型:單點金剛石刀 vs 旋轉修整輪
要讓線上修整參數完美發揮,末端執行工具的選擇是決定效率的最後一哩路。
| 修整工具類型 | 結構特點 | 實務優勢 | 限制與缺點 | 自動化量產適用度 |
| 單點金剛石刀 (Single-point Diamond) | 在鋼柄頂端固結一顆天然或人造單晶金剛石 | 結構簡單、成本低、適合修整簡單的外圓或平面 | 金剛石尖端易磨損,磨損後修整軌跡會變形,需要人工補償 | ⭐⭐ (適合中低產量或手動機台) |
| 金剛石旋轉修整輪 (Rotary Diamond Dresser) | 滾輪外圈排滿大量金剛石顆粒,透過獨立主軸驅動旋轉 | 幾何形狀保持度絕佳。 滾輪本身也在旋轉,磨損極其均勻,能勝任極複雜的階梯孔或成型面修整 | 設備初期投資成本高,需配備專用的驅動馬達軸 | ⭐⭐⭐⭐⭐ (自動化無人產線的標配) |
🛠️ 宏崴實業(HonWay)現場選型建議:
在汽車零部件、高精密齒輪等需要 24 小時不間斷生產的自動化產線上,金剛石旋轉修整輪(Rotary Dresser)是無庸置疑的第一選擇。因為單點金剛石刀的「針尖」磨損太快,一旦尖端禿了,修整出來的陶瓷砂輪圓柱度就會產生微米級的偏差,導致產線的 C pk 值下滑。
採用金剛石旋轉修整輪配合 宏崴 Ceramic Method 陶瓷結合劑內孔磨棒,利用滾輪與砂輪的「線接觸」進行高速滾動剪切,不僅修整時間能縮短至數秒內,更能在長達數萬次的修整循環中,始終將砂輪的同心度維持在正負1um 的極致範疇。
結語 與 專家製程諮詢
在智慧製造與自動化量產的浪潮下,陶瓷結合劑砂輪的線上修整與修銳,早已從過去黑手師傅憑感覺的「手藝」,演變成一門由進給量、周速比(q值)與滾輪動平衡交織而成的「硬核精密科學」。精準設定 Truing 與 Dressing 的雙軌參數,才是掌握無人化產線穩定度與降低刀具綜合成本的終極聖杯。
您的自動化內孔研磨線正飽受工件燒傷、尺寸不穩定、或是砂輪修整頻率難以調校的困擾嗎?歡迎點擊下方專屬通道,讓宏崴的技術團隊為您的產線進行製程健檢:
🔸 自動化量產、高壽命高穩定的唯一解答: 👉 [立即瀏覽:宏崴立方氮化硼 (CBN Points) 專屬產品頁]
🔹 硬脆材料(陶瓷、硬質合金)自動化研磨必備: 👉 [立即瀏覽:宏崴鑽石磨棒 (Diamond Points) 專屬產品頁]
💡 宏崴實業技術專家貼心提醒: 陶瓷結合劑砂輪的修整效果,與修整滾輪的金剛石排佈方式(如電鍍成型、燒結不規則排佈)有著強烈的化學與機械耦合關係。宏崴(HonWay)不僅提供高性能的 Ceramic Method 陶瓷法內孔磨棒,更提供專用的 Diamond Dresser(金剛石修整工具) 匹配方案。歡迎提供您現有的機台修整控制參數與工件規範,由宏崴為您量身優化最穩定的自動化製程!
