
電鍍、樹脂、陶瓷結合劑的適用場景
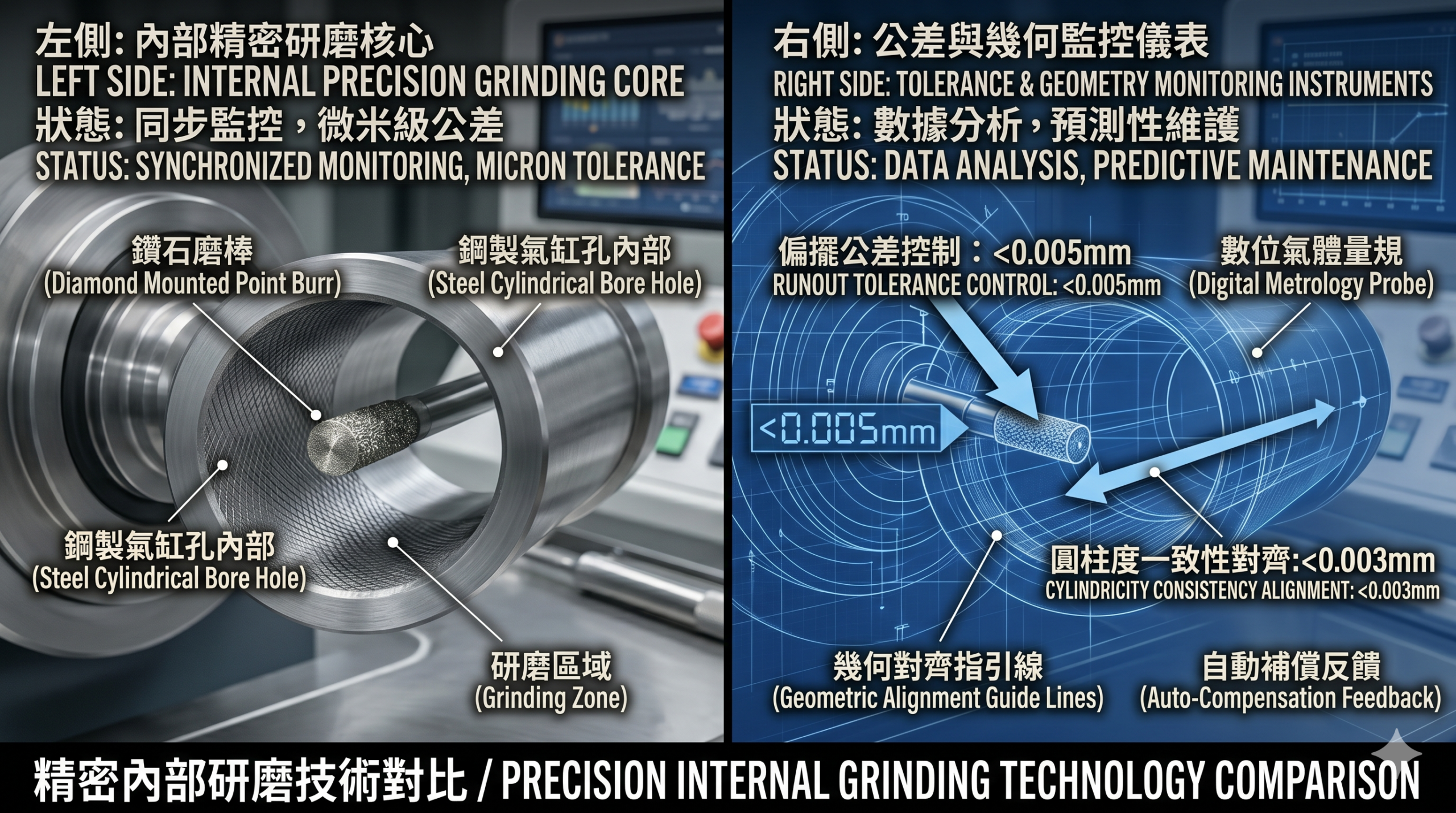
在現代精密機械加工與模具製造領域,內孔研磨(Internal Grinding)向來是一道高難度的工序。因加工空間狹小、散熱不易且砂輪軸懸伸較長,極易發生彈刀、震動、甚至工件燒傷等問題。
要突破這些加工瓶頸,核心關鍵就在於鑽石磨棒(Mounted Points)與 CBN磨棒 的正確選用。本文將深入剖析三大核心結合劑的適用場景,並針對規格選配、實戰案例以及客製化流程進行全面解析,助您輕鬆搞定高難度內孔加工。
目錄
鑽石與 CBN 的化學分工:你選對超硬磨料了嗎?
在進行 「內孔磨棒規格與鑽石/CBN 選配」時,最常見的誤區就是「不管什麼硬材質,一律都用鑽石磨棒去切削」。這在化學特性上是致命的錯誤:
- 鑽石磨棒(Diamond Points): 適合加工 非鐵系系材料。例如:硬質合金(鎢鋼)、陶瓷、玻璃、藍寶石等硬脆材料。因為鑽石是碳元素組成的,若拿去磨削鋼鐵(鐵系)材料,在高溫下鑽石中的碳會與鐵產生親和反應(碳化),導致鑽石顆粒極速碳化磨損,失去切削力。
- 立方氮化硼磨棒(CBN Points): 適合加工 鐵系材料。例如:高速鋼、合金模具鋼、淬火鋼(熱處理鋼)。CBN 的硬度僅次於鑽石,但它對鐵元素具有極高的化學惰性,即使在 $1000^\circ\text{C}$ 的高熱下依然能保持超強的硬度與刀刃鋒利度。
一、 三大結合劑(Bonding Agents)的適用場景
鑽石/CBN磨棒的切削行為與壽命,很大程度取決於「結合劑」如何固結磨粒。常見的結合劑主要分為電鍍、樹脂與陶瓷三種,在內孔研磨中各司其職:
| 結合劑類型 | 結構特點 | 核心優勢 | 缺點/限制 | 最佳適用場景 |
| 電鍍 (Electroplated) | 利用鎳基將單層磨粒固結於鋼軸上 | 磨粒暴露感高、切削極其鋒利、外形保持度絕佳 | 磨粒脫落後即報廢,無法修整 | 小徑內孔加工、形狀複雜的模具修整、高效率粗磨 |
| 樹脂 (Resinoid) | 以有機聚合物結合多層磨粒 | 具彈性吸震性、工件表面粗糙度(Ra值)極佳 | 耐熱性較差、相對容易磨損 | 鏡面拋光、精細研磨、鎢鋼模具最終面修整 |
| 陶瓷 (Vitrified) | 以無機玻璃質或陶瓷材料高溫燒結 | 剛性極佳、耐高溫、多孔隙(利於排屑與散熱) | 質地較脆,不耐劇烈衝擊 | 自動化量產內孔研磨、高精密齒輪/軸承內孔加工 |
1.電鍍結合劑:快、狠、準的代名詞
電鍍磨棒因為磨粒直接裸露在外,沒有結合劑包裹阻擋,因此初切削力極強、切削熱低。加上基體多採用高剛性鋼軸,可以製作出極小直徑(如 直徑0.5mm)的磨棒,是微小孔加工與不規則形狀修整的首選。
💡 進階防脫落技術推薦: 如果您的現場正深受電鍍磨棒壽命短、高轉速彈刀所苦,強烈建議延伸閱讀進階專題:電鍍鑽石磨棒防脫落工藝:極限轉速調校與正確開鋒指南
2.樹脂結合劑:完美表面粗糙度的推手
樹脂具備一定的彈性,在研磨過程中能像緩衝墊一樣吸收微小震動,因此不易在工件表面留下深層刮痕。當您的內孔加工進入最後的精擺(Finishing)階段,需要達到極低的 Ra 值時,樹脂磨棒是標準配備。
3.陶瓷結合劑:高精度自動化量產的基石
陶瓷磨棒內部擁有豐富的微孔隙,能像海綿一樣儲存冷卻液,並在高壓研磨時提供極佳的排屑空間。更重要的是,它可以進行線上修整(Dressing),能長期維持極高的幾何精度,非常適合汽車零部件、軸承等需要24小時連續生產的自動化工序。
⚙️ 自動化無人量產線唯一解答: 如果您的產線是自動化大量生產線,追求製程能力的絕對穩定,請參考專題:陶瓷結合劑砂輪的線上修整與修銳:自動化無人量產的精密控制聖杯
二、 內孔磨棒規格與鑽石/CBN 選配
要達到完美的研磨效果,除了選對結合劑,還必須讓磨料種類與工件材質精準對稱,並匹配正確的規格。
1.兩大超硬磨料的化學分工
鑽石磨棒(Diamond):硬度之王
適用材質:鎢鋼(硬質合金)、陶瓷、玻璃、藍寶石、石英、鑄鐵等非鐵金屬或硬脆材料。
禁忌: 切勿用於普通鋼材或高碳鋼研磨。因為鑽石中的「碳」元素在高溫下會與鋼中的「鐵」產生親和反應(碳化),導致鑽石急劇磨耗。
👉 產品傳送門: 宏崴鑽石磨棒 (Diamond Points) 專屬產品頁
2.CBN磨棒(立方氮化硼):耐熱與化學惰性專家
適用材質: 高速鋼(HSS)、模具鋼(如 SKD11、SKD61)、軸承鋼、不銹鋼、合金鋼等鐵系金屬。
優勢: 硬度僅次於鑽石,但具備極高熱穩定性(可耐 1300度 高溫),且與鐵族元素不發生化學反應,是鋼材內孔研磨的唯一解答。
👉 產品傳送門:宏崴立方氮化硼 (CBN Points) 專屬產品頁
💡 實務觀念澄清:鑽石與 CBN 會混在一起使用嗎?
在研磨現場,常有新手詢問:「既然兩種磨料都很強,能不能做出一支鑽石混 CBN的通用型磨棒?」
答案是:不行。在實務上,兩者絕不混用在同一支磨棒上,但卻經常在同一條產線「前後搭配」!
因為鑽石與 CBN 的物理與化學特性完全互補,盲目混用只會兩敗俱傷。但在以下兩種高階製程中,它們是不可或缺的「最佳拍檔」:
複合材質加工(異質接合): 當一個精密導套外圈是鋼材、內襯是鎢鋼時,CNC 機台會先指派 宏崴 CBN 磨棒研磨鋼質外圈,隨後自動「換刀」,改由 宏崴 鑽石磨棒 接手研磨鎢鋼核心。
彈性產線換裝: 同一台內孔研磨機,星期一配合 CBN 磨棒 批量生產汽車齒輪(軸承鋼);星期三則換上 鑽石磨棒(如 BM/BH 系列) 來對應高硬度的光學鎢鋼模具。
「材料決定磨料」,專業的製程工程師工具箱裡一定兩者兼備。宏崴實業全系列內孔磨棒皆支援**「鑽石/CBN 規格自由轉換客製」**,協助您在面對多元材質挑戰時,隨時切換最犀利的武器。
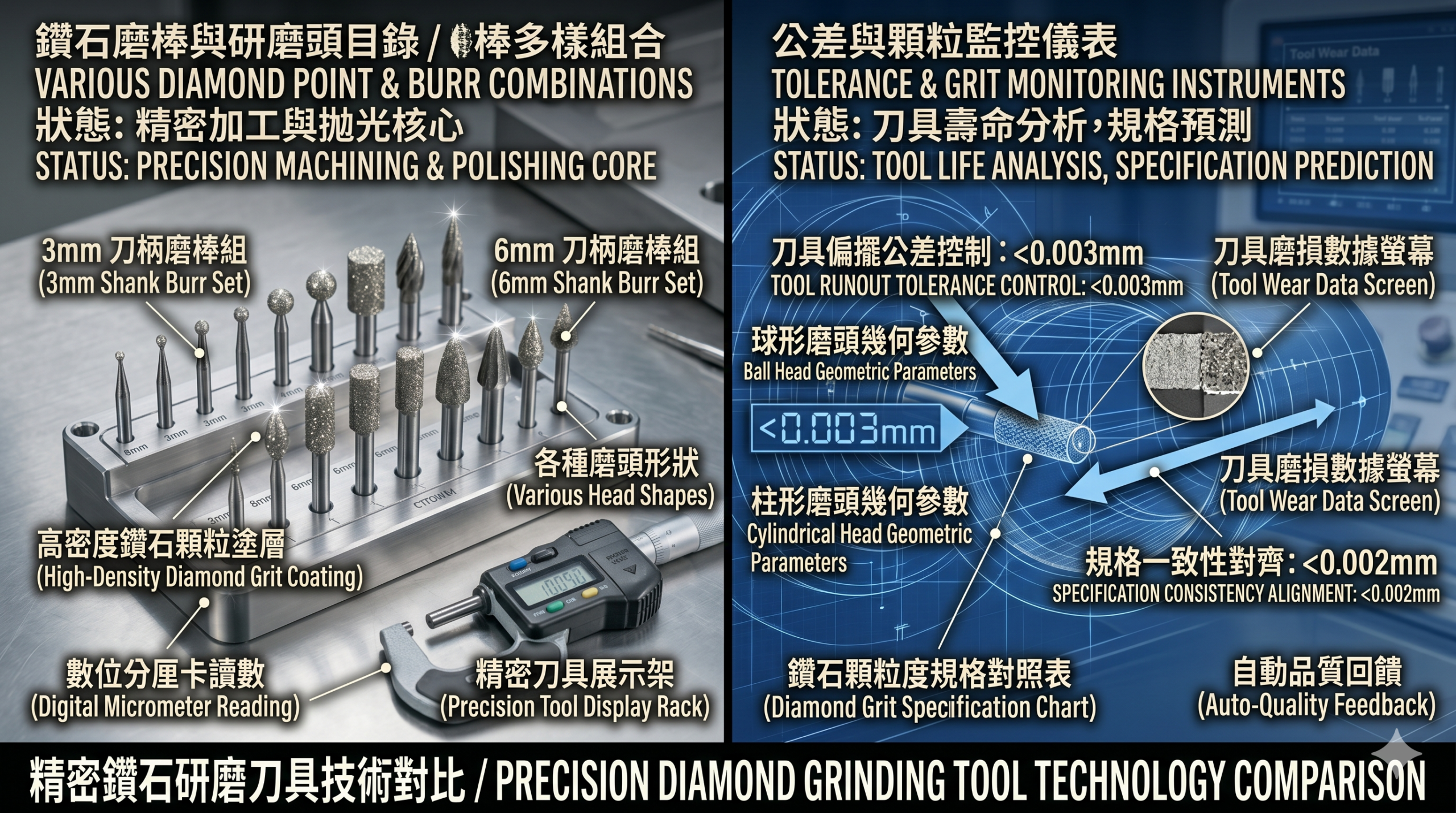
3.宏崴專業選配黃金法則:從柄徑開始
在挑選磨棒時,柄徑與機台夾頭的匹配是第一步。宏崴實業針對不同加工型態,提供了完整的柄徑解決方案:
微細氣動工具/高轉速電動手把: 推薦選用 宏崴 BH 系列鑽石磨棒(軸徑 2.34mm),適合精細的模具修整。
通用型精密加工: 推薦選用 宏崴 BM 系列鑽石磨棒(軸徑3.0mm),剛性與靈活度兼具,是產線最泛用的標準選擇。
中大型工具/銑床主軸不規則修整: 推薦選用 宏崴 BC 系列鑽石磨棒(軸徑6.0mm),高剛性鋼柄能承受更大的切削應力。
💡 尺寸選配小技巧: > 內孔研磨時,磨棒頭部的直徑一般建議為內孔孔徑的 60% 至 80%。太小則研磨效率低、軸心易彎曲;
太大則冷卻液無法進入,排屑不良會導致工件燒傷。
三、 小孔徑精密研磨案例分析
【案例背景】
工件名稱: 鎢鋼導套(Tungsten Carbide Collet)
加工工序: 內孔精密研磨
工件規格: 初始內孔徑 2.15mm,要求研磨至 2.20mm(單邊留量 0.025mm)
加工難點: 孔徑小、深徑比高(孔深10mm)。鎢鋼硬度高(HRA 90以上),加工時極易因彈刀導致孔口擴大(喇叭孔)或圓柱度超差。
【解決方案與配置】
為了因應微小孔的高剛性需求與鎢鋼的超高硬度,技術團隊採用客製化鑽石磨棒方案:
磨棒規格: 直徑 1.6mm 電鍍鑽石磨棒(確保有足夠的冷卻與排屑空間)。
磨料選配: 鑽石(Diamond)/ 粒度 #400(兼顧移除量與表面粗糙度)。
基體材質: 鎢鋼柄(Carbide Shank),其彈性模數為一般鋼柄的3倍,能大幅抑制長懸伸帶來的變形與彈刀。
👉 了解詳情:宏崴鑽石磨棒客製服務
【加工參數與成效】
砂輪線速度: 轉速提高至 60,000 RPM,確保切削鋒利度。
進給方式: 採用多次微量進給(Oscillating Grinding),配合高壓水溶性冷卻油。
最終成果: * 表面粗糙度由原本的 Ra 0.8 um優化至 Ra 0.15 um。
孔內的圓柱度與真直度嚴格控制在 1.5um 以內。
單件加工時間縮短了 45%,成功克服小孔徑研磨痛點。
四、 客製化磨棒流程解析
在面對極高難度、特殊形狀或超高精密度的加工時,市售的標準規格磨棒往往無法完全契合。透過客製化磨棒服務,能針對特定產線進行幾何與材料的「量身打造」。以下為標準客製化流程:
1.需求評估與工件分析: 評估工件圖紙(孔徑、孔深、形狀)、材質(如鎢鋼或特定模具鋼)及設備轉速限制。
2.幾何與抗震基體設計: 根據深徑比決定頭柄比。若遇到長懸伸加工,可改用鎢鋼軸心,或客製化為 宏崴 Deep Hole 深孔長柄磨棒系列。
3.磨料與結合劑優化: 依據工件鐵系或非鐵金屬屬性,精準配給鑽石磨棒或 CBN磨棒磨料;並依量產或單件成型需求,挑選電鍍、樹脂或 宏崴 Ceramic Method 陶瓷結合劑內孔磨棒。
4.實機打樣測試與微調: 進行小批量打樣與實機切削測試,微調結合劑硬度或粒度,確認無誤後進入正式量產,確保每批補貨品質穩定。
結語
內孔研磨與精密修整是一門結合「材料科學」與「機械幾何」的工藝。面對不同的工件材質與加工限制,掌握電鍍、樹脂、陶瓷結合劑的特性,並善用鑽石與 CBN 磨料的化學分工,才能在方寸之下的內孔空間裡,激發出極致的精密加工能量。
若標準品無法滿足您的特殊工況,透過專業的客製化流程,更能為產線打造出最具競爭力的客製化磨棒解決方案。
🔹 您的工件是「鎢鋼、陶瓷、玻璃、硬脆材料」? 👉 [立即瀏覽:宏崴鑽石磨棒 (Diamond Points) 專屬產品頁]
🔸 您的工件是「模具鋼、高速鋼、不鏽鋼、鐵系金屬」? 👉 [立即瀏覽:宏崴立方氮化硼 (CBN Points) 專屬產品頁]
💡 宏崴實業技術專家貼心提醒: 不同的內孔研磨工況(轉速、冷卻液、材料)所需的磨料配方與軸心剛性截然不同。宏崴(HonWay)不僅提供標準 BH / BM / BC 鑽石磨棒系列,更針對特殊孔徑、深孔加工提供「鎢鋼柄客製化」與「鑽石轉 CBN 磨料」服務。歡迎提供您的工件圖紙與加工參數,讓宏崴為您量身打造最高效率的研磨方案!
💡 延伸閱讀推薦: 想知道如何避免電鍍磨棒成片脫落?請參考:電鍍鑽石磨棒防脫落工藝:極限轉速調校與正確開鋒指南
