
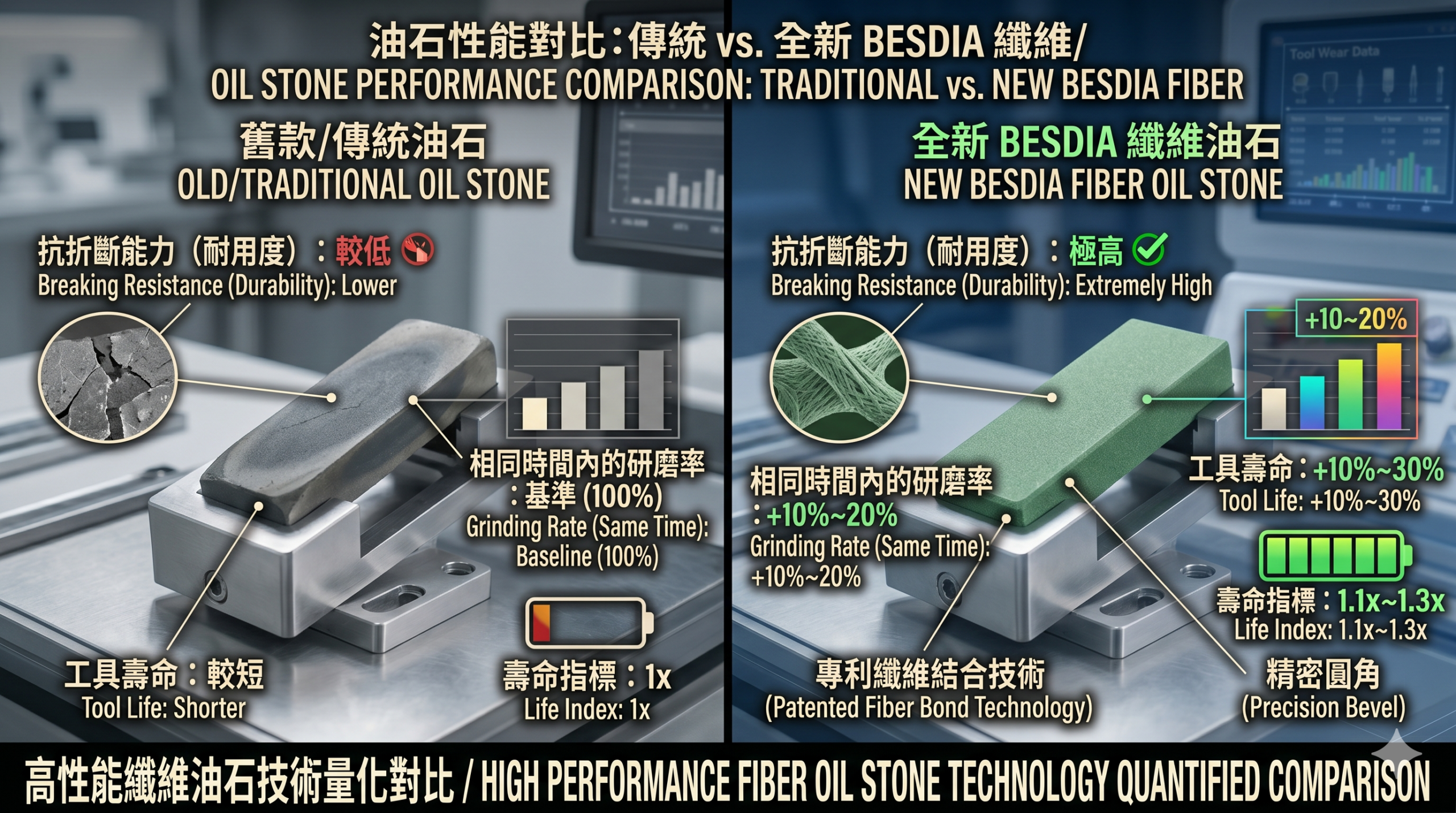
在精密模具拋光與微細去毛刺的領域中,「效率」與「耐用度」往往是一場零和賽局。傳統油石容易斷裂,而高硬度的工具又常缺乏彈性。然而,BESDIA®貝斯迪亞陶瓷纖維油石,透過微觀結構的技術革命,打破了這項物理瓶頸。
這不僅僅是材料的更迭,更是一場關於磨料排列邏輯的深度進化。
目錄

一、傳統油石容易折斷?認識陶瓷法纖維油石的三大升級優勢
微觀結構的革命:從「雜亂填充」到「定向纖維」
要理解為什麼研磨效率能提升 10~20%,我們必須進入顯微鏡下的世界。
傳統的油石多由散裝磨料與結合劑混合而成。而 BESDIA®貝斯迪亞 陶瓷纖維油石則採用了高品質的連續氧化鋁纖維(Alumina Fiber)。其核心差異在於:
- 高長徑比排列:
纖維以極高的密度平行排列,賦予了工具極強的橫向抗拉強度。這正是「抗折強度」大幅提升的主因,讓技師在進行狹縫拋光時,不必擔心因施力過猛而導致油石脆斷
- 自銳性(Self-Sharpening)的優化
在微觀層面,當表面纖維磨損時,底層新鮮的磨料結晶會因纖維結構的規律斷裂而均勻顯露。
1. BESDIA®貝斯迪亞 纖維油石 VS. 傳統油石 應用差異
許多師傅常問:「我用幾十塊錢的傳統油石也能磨,為什麼要換纖維油石?」其實兩者的效能存在著「代差」:
- 告別脆弱,擁抱韌性:
傳統油石像粉筆,稍微用力挑一下溝槽就斷裂;BESDIA® 貝斯迪亞纖維油石則像竹片,具有極佳的抗折強度,即便做得極薄(如 0.5mm)也能受力彎曲而不脆斷。
- 拒絕塞目,持續切削:
傳統油石磨沒幾下就滿是金屬殘渣(塞目),導致越磨越滑;纖維油石具備自銳性,纖維尖端會隨著磨耗不斷露出新的切削點,研磨力從頭到尾始終如一。
- 震動傳導的效率差:
傳統油石結構鬆散,會吸收超音波機台的能量;纖維油石結構緊密,能將機台震動 100% 傳導至工件,這正是效率提升 10~20% 的關鍵。
2.BESDIA®貝斯迪亞 纖維油石為何效率能增加 10~20%?
研磨效率的提升並非魔法,而是源於以下三個物理特性的優化:
- 切削點密度的提升:
由於陶瓷纖維本身的直徑極細,在同樣的單位接觸面積下,參與切削的「切削刃」數量比傳統顆粒狀油石更多,能量傳遞更直接。
- 排屑空間的精準受控:
新一代技術優化了纖維間的間隙(孔隙率)。在高速振動或往復作業中,磨屑能更順暢地排出,減少了因「塞目」導致的空轉磨擦
- 動力傳導不流失:
因其具備極佳的剛性與適度的彈性,超音波拋光機或氣動工具的震動動能可以 99% 還原到工件表面,而非被油石本身的鬆散結構吸收。
- 韌性與剛性的完美平衡
對於模具師傅而言,最直觀的感受是:「更好帶力,且不易起粉塵。」
這種新一代纖維油石在處理硬度達 HRC 50以上的模具鋼(如 NAK80 或 S136)時,展現出了極佳的表面粗糙度控制能力。它不再只是單純的磨耗,而是真正意義上的「精密切削」。
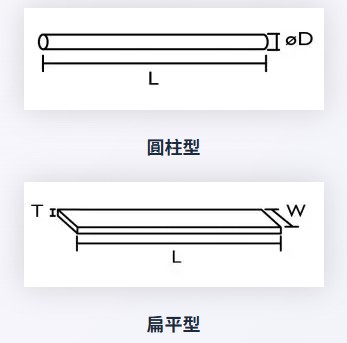
二、細微部位加工必備:BESDIA 貝斯迪亞纖維油石應用
BESDIA 貝斯迪亞纖維油石採用精選陶瓷纖維以獨特的結合材料及製造方法,有更好的抗折強度,使纖維油石更不易折斷。

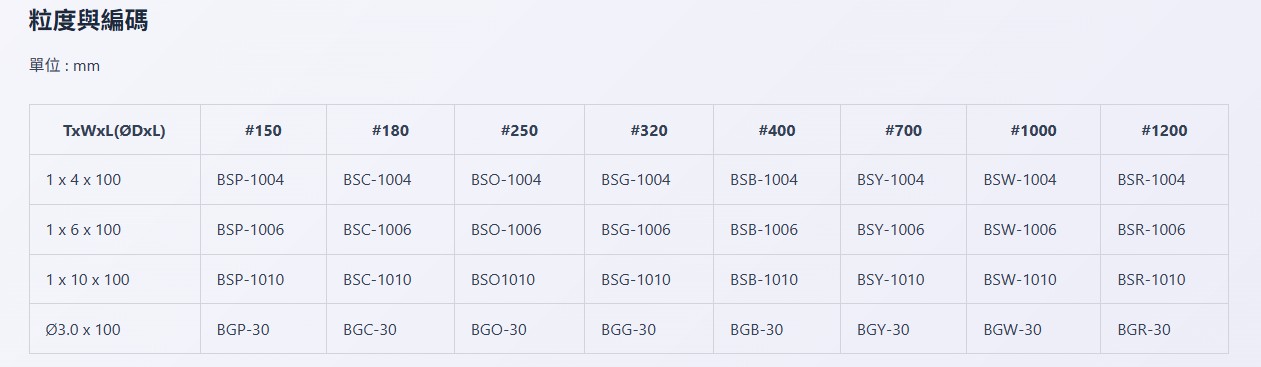
說明 :
#320 灰色可取代舊有的 #280 黑色及 #360 海軍藍
有任何疑問? 聯絡宏崴
三、總結:工欲善其事,必先利其器
| 油石系列 | 核心定位與加工階段 | 💡 推薦搭配宏崴夾柄 / 工具 | 專業操作心法與技巧 |
| BESDIA 貝斯迪亞纖維油石 | 【中低粗度至精拋】 普通及大型模具平面、側壁之細部拋光。 | 宏崴標準型油石夾柄 左右橫移式或往復式氣動銼磨機 | 1. 色彩管理,由粗到細: 嚴格遵循顏色粒度順序(紫色/咖啡色粗拋 → 藍色中拋 → 白色/橘紅色精拋)。 2. 濕式研磨增壽: 配合機械高頻衝擊時,稍微沾取專用研磨油,能幫助粉塵排出、避免塞目,提升工作壽命約 20%。 |
| 迷你纖維油石 常見問題 : 專為精密模具狹縫與肋部設計,解決微小角落易斷痛點 | 【微細結構精拋】 專攻極窄狹縫、肋部(Rib)根部、微小角部與雕刻面細修。 | 宏崴專用微型夾柄 (編號:XH-007 / XH-009 / XH-013 / XH-200) 或搭配電動超音波研磨機。 | 1. 原廠夾柄加持: 由於油石尺寸極細(最低 0.5mm),必須使用專對應的 XH 系列夾柄,確保穩固夾持不打滑。 2. 輕推慎撬: 操作時保持 45° ~ 60°角 輕柔推進,利用前端或側邊切削,切勿在窄縫中過度側向撬動。 |
| 鑽石油石 常見問題: 鑽石纖維油石:鑽石磨料與陶瓷纖維的完美結合 | 【超硬材料修磨】 鎢鋼刀具刃部修磨、硬化鋼、精密陶瓷與玻璃研磨。 | 手工均勻施力 或配合專用夾具固定。 | 1. 專料專用: 專門針對碳化鎢(鎢鋼)或熱處理後的高硬度模具鋼,勿用於一般軟鋼以防鑽石磨料浪費。 2. 保持恆定軌跡: 刀具刃部微量修磨時,手部施力須均勻,保持直線或穩定的圓周運動。 |
| EDM / DF 系列油石 常見問題: EDM與DF油石全攻略:快速匯出加工黑皮與銑削刀痕的打底必備工具 | 【先鋒打底與除硬化層】 放電加工黑皮去除、加工刀痕粗中研磨。 | 標準條狀手工握持 或粗型大尺寸油石夾柄。 | 1. EDM專除黑皮: 放電加工後的表面硬化變質層極硬,應先用 EDM 系列快速打掉黑皮,再用纖維油石。 2. DF修平刀痕: 模具銑削後,先用 DF 系列將大面積幾何線條與刀痕修平整,為後續精拋打下完美底子。 |
常見問題 : 研磨拋光與表面粗糙度對照表
商店專區
如果看完內文還是不知道怎麼挑選最適合的。
歡迎跟我們聯絡,我們會有專人為您解答
如有需要訂製報價也歡迎與我們聯繫
客服時間:周一至周五09:00~18:00
電話:07 223 1058
有想了解的題材或電話說不清楚的都歡迎私訊臉書~~
宏崴臉書:https://www.facebook.com/honwaygroup

