
在精密模具製造、半導體治具加工、精密電子零組件及五金沖壓等工業領域中,「深溝、窄縫、盲孔」的後處理(毛邊修整、分模線拋光)向來是影響產品良率與交期的隱形殺手。
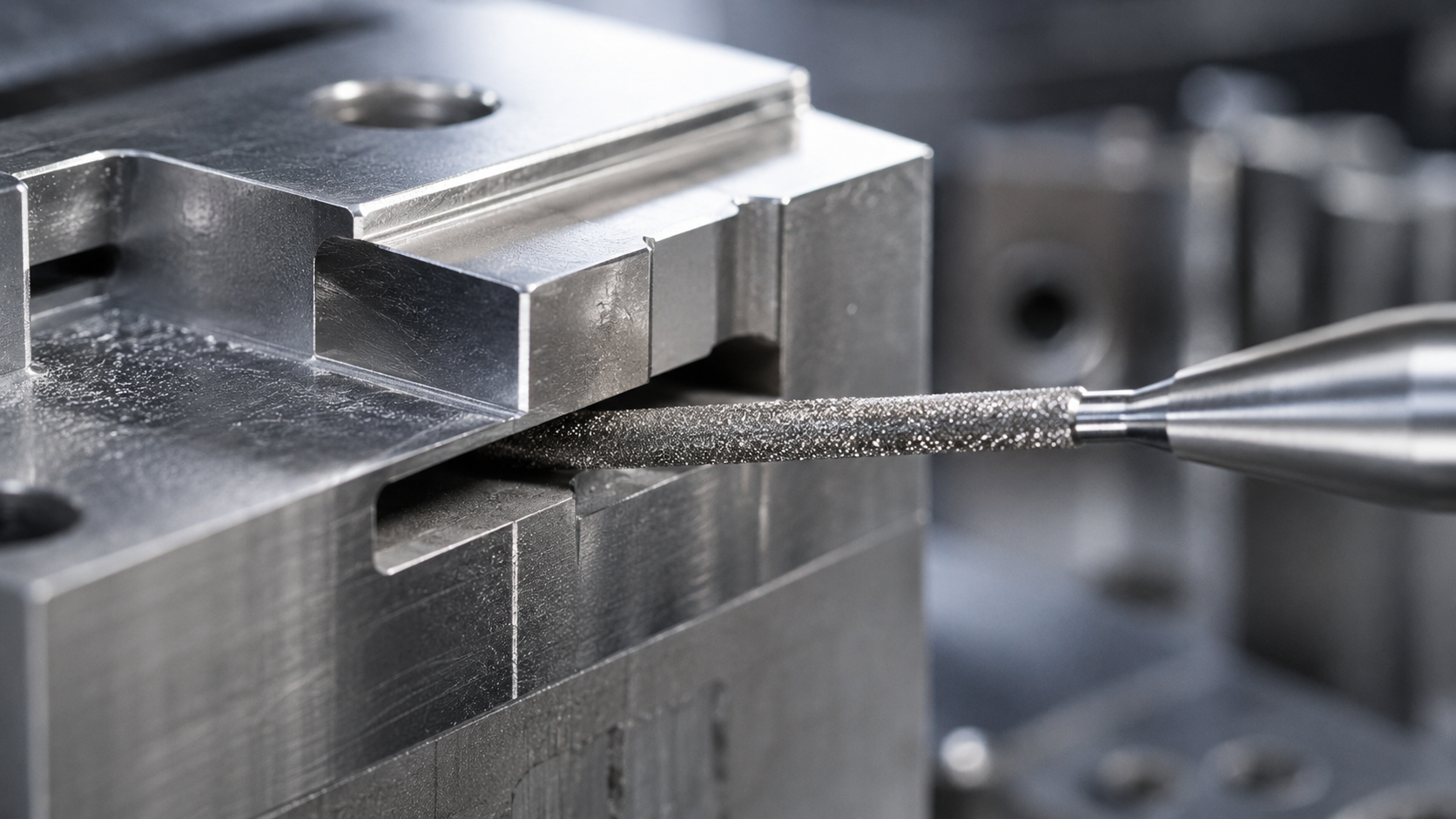
當工件設計趨向微型化與高精密化,傳統的拋光工具與研磨製程開始面臨物理極限。為了解決這個長久以來的製程瓶頸,專為工業產線研發的 [1mm 超薄設計鑽石銼刀片 (Diamond Tip Files)] 應運而生。本文將從工業實務出發,剖析製程工程師在深溝狹縫加工時遭遇的四大硬傷,並解析這款超薄鑽石磨具如何成為企業提升產線良率的關鍵解方。
目錄
一、 直擊精密加工產線的四大實務痛點
在實際的自動化或半手動修整產線中,針對狹窄夾縫(1.5mm 以下)進行研磨時,常遇到以下技術瓶頸:
痛點 1:應力過大導致微細結構變形、斷裂
- 現場實務: 隨著航太、醫療器材與 3D 複材元件的壁厚縮減,夾縫結構極其脆弱。若銼刀片厚度(如常見的 2mm-3mm)過於接近夾縫寬度,強行塞入會產生過大的幾何應力(撐開力);加上若工具切削力不足、作業員施加下壓力,極易導致工件在修毛邊時直接斷裂報廢。
- B2B 解方: 1mm 的極致薄度能零阻力流暢切入 1.2mm 以上的極窄空間,不對兩側器壁施加任何橫向撐開力。搭配工業級鑽石的高效切削效率,實現「低應力/無應力加工」,顯著降低微細零件的報廢率。
痛點 2:傳統磨具導致的「R角塌陷」與「幾何超差」
- 現場實務: 為應對窄縫,製程常見將拋光砂紙折疊或黏貼於薄鋼片上。然而,砂紙基材具備彈性與厚度差,反覆推拉會造成物理性崩塌(塌角),將原本設計要求 90 度的俐落內銳角(Sharp Corner)磨成圓弧(R角),導致機構件組裝時無法精密閉合,品管(QA)檢驗直接判定幾何超差(Out of Tolerance)。
- B2B 解方: 本款鑽石銼刀片採用高剛性基底鋼材,1mm 厚度下仍具備極佳的抗彎曲剛性。刀刃邊緣即是絕對直線,能直直逼近溝槽最底部的幾何死角,精準維持 90 度垂直面,確保工件符合 ISO 幾何公差標準。
痛點 3:高速摩擦熱引發的「材質燒傷」與「工具沾黏」
現場實務: 使用氣動/電動散打機或旋轉鎢鋼刀處理窄縫時,高速摩擦會在狹窄空間內迅速累積高熱。針對工程塑料(如 PEEK、PPS)易引發表面熔融、堵塞刃口;針對高硬度模具鋼(如 H13、NAK80)則可能退火、產生熱裂紋或表面變色。
B2B 解方: 1mm 鑽石銼刀片具備手動/低速線性研磨的高控性,發熱量極低。此外,電鍍鑽石顆粒(Diamond Grit)之間的微小晶界間隙具有天然的排屑空間,不論是乾磨或配合切削液濕磨,都能迅速排出微細碎屑,杜絕「積屑瘤」與工件燒傷。
痛點 4:盲區視線受阻引發的「過度切削」
現場實務: 深溝與夾縫內部光線不足、視線受阻。傳統粗厚工具會完全遮蔽作業員視線,多憑「手感盲磨」,極易發生誤傷周圍精密拋光面或過度切削(Over-cutting)的狀況,導致前段高昂的 CNC 加工心血付諸流水。
B2B 解方: 1mm 的薄刃刃身極小化了空間佔位,為作業員提供了絕佳的視線通透性,能清晰掌握工具與研磨面的第一接觸點。同時,鑽石塗層提供極為靈敏的手感反饋,切削阻力變化能直接傳遞至手指,達到製程要求的精準度。
二、 工業級產品規格與應用矩陣
為滿足 B2B 客戶對於規格標準化的嚴格要求,我們的 [工業級電鍍鑽石銼刀系列] 提供多種粒度(目數)與幾何形狀,以因應不同的工序節奏與表面粗糙度(Ra)要求:
| 規格目數 (Grit) | 建議工序 | 適用材質範例 | 製程效益與產品連結 |
| 200 / #400 | 粗研磨、快速除毛刺 | 壓鑄鋁、硬質塑料、放電加工(EDM)積碳層 | 高效切削,快速移除大體積餘料。 👉 [查看 #400 粗磨規格詳情] |
| 600 / #800 | 中度修整、接縫推平 | 模具鋼(HRC45-55)、不鏽鋼(SUS304/316) | 平整表面,為後續拋光程序奠定低粗糙度基礎。 👉 [查看 #800 中度研磨規格詳情] |
| 1000 / #1200 | 精細拋光、微米級修整 | 超硬合金、鎢鋼、精密陶瓷、光學模具 | 極細微切削,完美控制表面公差,防止劃痕。 👉 [查看 #1200 精密拋光規格詳情] |
💡 工具保養指南: [延長工業級鑽石磨具壽命的 5 大關鍵:電鍍與燒結鑽石的排屑保養差異] (建議開啟新分頁)
三、 導入企業供應鏈的經濟效益 (ROI)
對採購經理與營運主管而言,更換工模具不僅是解決技術問題,更是對成本與效率的投資。導入「1mm 超薄鑽石銼刀片」能為企業帶來實質的整體持有成本(TCO)優勢:
- 降低綜合耗材成本: 採用高品質工業鑽石電鍍工藝,鑽石顆粒結合牢固、不易掉砂,耐磨壽命為常規合金銼刀的 5-10 倍,顯著降低耗材更換頻率與庫存管理成本。
- 提升產線直通率(FPY): 解決因工件變形、R角超差、盲磨過頭導致的報廢問題,直接拉高產線出貨直通率。
- 靈活對接自動化製程: 標準化的柄部設計,不僅適合資深職人手持微調,亦可直接裝夾於現有的往復式氣動研磨機(如微型風動散打機),平滑嵌入標準化流水線。
四、 專業客製化與樣品測試服務 (OEM/ODM)
我們深知不同產業的夾縫型態與加工材質千變萬化。作為專業的工業研磨解決方案供應商,我們提供不同長度、刃寬、目數的客製化開發服務。
💡 歡迎提供您的工件圖紙或研磨痛點,我們的應用工程師將為您評估最合適的規格。
