
在精密加工領域,鎳合金、鈦合金、陶瓷等難削材料的研磨一直是工程界的挑戰。
傳統研磨方式在效率與品質之間難以取得平衡,尤其在加工長工件或高硬度材料時,常因磨料切刃磨損導致研磨阻力增加,使工件容易燒焦或產生尺寸誤差。
為了解決這些問題,深切緩進研磨誕生。
透過大進給深度與超低的工作台移動速度組合,此技術能在一次行程內完成加工,顯著提高效率並降低非加工時間。
但也因為這樣,該方法會出現砂輪磨耗與阻力增加的挑戰,因此,連續修整式深切緩進研磨成為關鍵解決方案。
此技術是利用鑽石修整器對砂輪進行持續修整,確保研磨阻力穩定,提升加工精度,同時降低工件燒焦風險。
本篇文章將探討連續修整式深切緩進研磨的原理、挑戰與應用,並分析其如何成為難削材料精密加工中的關鍵技術。
目錄
什麼是深切緩進研磨?
說一重點,深切緩進研磨能夠顯著提升研磨效率,減少非加工時間。
深切緩進研磨與一般平面研磨的加工條件相似,但當進給深度超過數百微米(μm)時,即可歸類為深切緩進研磨。
在深切緩進研磨中,由於平均磨屑截面積極小,因此作用在切刃上的負荷較低,這帶來幾個優勢:
- 一次行程內完成加工,大幅縮短非研磨時間。
- 提高加工效率,適用於大批量生產。
- 減少砂輪磨耗,並能提升工件表面粗度。
然而,這種研磨方式也存在挑戰,例如:
- 磨料切刃磨損會導致研磨阻力增加,可能造成工件燒焦。
- 長工件加工困難,難以維持穩定品質。
連續修整式研磨的解決方案
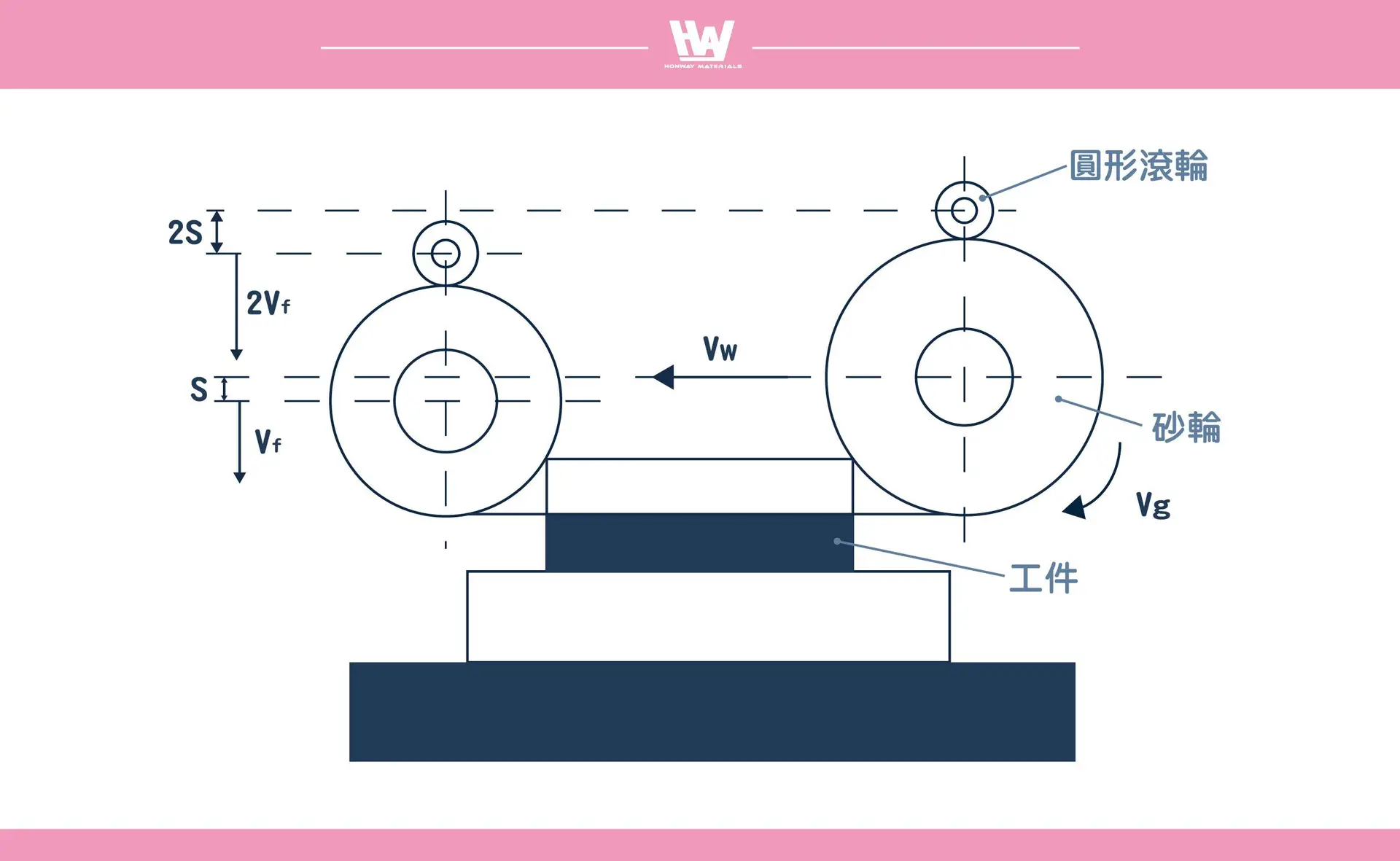
為了克服上述問題,歐美研發了連續修整式研磨。此技術是一邊使用鑽石修整器對砂輪進行連續削整,使砂輪作業面保持銳利狀態,一邊進行研磨,確保穩定的研磨效果。
如何實施
- 主要使用鑽石滾輪,對非研磨區域的砂輪持續修整。
- 由於砂輪在研磨過程中持續被修整,砂輪半徑會減少,因此須進行進給補償,以確保加工精度。
連續修整式深切緩進研磨的優勢
1.穩定研磨阻力:
- 砂輪作業面維持銳利,避免切刃磨耗導致阻力增加。
- 適用於長工件加工,並可降低工件燒焦風險。
2.縮短非加工時間:
- 修整過程與研磨同步進行,不需要額外花費修整砂輪的時間。
3.容易調整與回饋:
- 研磨結果可直接回饋至修整條件,提升加工穩定性。
4.砂輪選擇靈活:
- 修整後不需額外考慮砂輪變化,可更容易選擇適合的砂輪。
連續修整式深切緩進研磨的應用
連續修整式深切緩進研磨是一種針對鎳合金、鈦合金、陶瓷等難削材料的高效研磨技術。透過大進給深度與低速進給相結合,並搭配鑽石滾輪進行連續修整,該技術能確保砂輪保持最佳切削性能,適用於高精度與大批量的工業應用。
- 航太產業:渦輪葉片、壓縮機盤,提升加工效率與耐熱合金精度。
- 汽車製造:變速箱齒輪、曲軸、凸輪軸,提高尺寸精度與耐磨性。
- 模具與工具:硬質合金刀具、沖壓模具,確保高精度與長壽命。
- 半導體與電子:晶圓、藍寶石基板,超精密表面加工與均勻性。
- 醫療器械:人工關節、手術刀,提供高光潔度與生物相容性。
連續修整式深切緩進研磨以其高效、穩定、低磨耗的特性,透過持續修整砂輪,能有效克服深切緩進研磨的加工限制,確保高品質與高生產率,使其成為難削材料精密加工的關鍵技術之一。
砂輪選擇推薦
1 樹脂法砂輪
樹脂結合劑在所有結合劑中屬於較軟且富有彈性的。
研磨時可以提供較精密的加工表面,也是應用上最廣泛的結合劑,不確定選哪一種結合法時,可以將樹脂法最為優先考量。
(當然也可以與我們的業務洽談,協助您最適合的解決方案,省錢、省時,又省力)
樹脂法特色:研磨性能佳,不易產生工件燒焦現象,不虞損工件平面,良好的自銳性,研磨過程中會不斷產生新的刃口,應用在切斷製程也能得到非常好的效果。
加工材質:
- 平面研磨 : 適用於各種板料加工,碳化鎢、模具鋼 (SKD11、SKD61)、高速鋼 (HSS)、精密陶瓷 (氧化鋁、碳化矽)、石英等。
- CNC工具研磨 : 鎢鋼或高速鋼刀具,研磨各式銑刀 (四刃銑刀、兩刃銑刀、球型銑刀…等)、鑽頭、鋸片…等,提供全製程所需要的開溝、刃口拋光研磨、斷差研磨砂輪。
- 無心研磨 : 適用於碳化鎢、精密陶瓷 (高純度氧化鋁、碳化矽)、石英、高速鋼…等棒材。
- 切斷製程 : 主要用於鎢鋼與高速鋼圓棒切斷,厚度最薄可達0.6mm,同時也可切斷精密陶瓷,石英等硬脆材料。
2.陶瓷法砂輪
陶瓷結合劑是屬於有氣孔的構造,能使砂輪具有更優的鋒利,加工精密度高。
須注意陶瓷結合劑沒有彈性,拿放時要小心碰撞,適合高精度研磨加工。
加工材質
- 常運用於PCD,PCBN燒結體、陶瓷、藍寶石、玻璃、石英、石材、矽…等硬脆性材料
- 汽機車零件
- 軸承零件
- 高速鋼或熱處理材料等研磨加工。
砂輪不推薦選擇
1.電鑄法砂輪
原因:電鑄法是利用電鍍的方式將磨料薄薄的附著在台金表面,無法修整。
它的優點在於價格低及能製作成複雜形狀的研磨砂輪,但並不適用於連續修整式深切緩進研磨。
2.金屬法砂輪
原因:他能修整,但修整的幅度有限,通常需要送回工廠修整,並不適用於連續修整式深切緩進研磨。
它的優點在於形狀保持力以及耐磨耗性方面都非常優異,散熱性與剛性最佳,能承受較大研磨應力,用於玻璃,陶瓷、半導體電子材料等硬脆性材料加工時能得到較長的壽命。 並常運用於超硬合金的研磨及要求保持砂輪形狀不變的成形加工、輪廓加工等作業上。
結論
深切緩進研磨透過大進給深度與低速進給的特性,展現出高效加工鎳合金等難削材料的能力,不僅能一次行程內完成研磨,還能降低砂輪磨耗,提升工件表面品質。然而,其加工過程中可能因研磨阻力增加而導致工件燒焦,尤其對於長工件而言,加工穩定性是一大挑戰。
連續修整式研磨技術的引入,成功解決了這些問題。透過鑽石修整器對砂輪進行持續修整,使其切削性能維持在最佳狀態,確保研磨阻力穩定、提高加工精度,並降低燒焦風險。此外,該技術的同步修整特性不僅縮短了非加工時間,還讓研磨條件更容易調整與回饋,進一步提升整體加工效率。
綜合來看,連續修整式深切緩進研磨不僅保留了深切緩進研磨的高效特性,更克服了其固有的加工瓶頸,使其成為難削材料精密加工中的重要技術,特別適用於高精度與大批量生產需求。
行動
- 該如何選擇砂輪>>>鑽石砂輪與CBN砂輪怎麼選擇?
- 砂輪性能的關鍵角色>>結合劑介紹
- 如何選擇削整結合劑砂輪的工具 >>不同結合劑的砂輪該如何削整
- 當前的砂輪是否屬正常磨損>>>目前的砂輪狀態如何 ? -電鑄砂輪篇
- 如何修整砂輪>>砂輪修整修鋭方式
- 砂輪修整兩階段>>什麼是砂輪的修整與修銳
- 如何選擇削整結合劑砂輪的工具>>如何選擇砂輪的削整工具
- 切刃不同的研磨狀態 >>深入了解砂輪切刃形狀、變化與自銳機制
- 執行>>鑽石與氮化硼砂輪、拋光磨料、拋光設備、拋光工具、鑽石修整工具
- 不同結合劑要如何修整>>不同結合劑的砂輪該如何削整
- 覆盤
研磨方面 我們提供客製化調整,可以依加工需求調整比例已達最高效率
如果看完內文還是不知道怎麼挑選最適合的。
歡迎跟我們聯絡,我們會有專人為您解答
如有需要訂製報價也歡迎與我們聯繫
客服時間:周一至周五09:00~18:00
電話:07 223 1058
有想了解的題材或電話說不清楚的都歡迎私訊臉書~~
宏崴臉書:https://www.facebook.com/honwaygroup
您可能感興趣的文章…
[wpb-random-posts]
