
砂輪作為機械加工中不可或缺的工具,其性能與狀態對加工效率與品質有著巨大影響。
在研磨過程中,砂輪的結構、磨粒特性、研磨型態以及所產生的磨屑形狀皆會隨加工條件而變化,進而影響切削效果和工件表面光潔度。
本篇深入探討砂輪的各項特性與研磨過程中的動態變化,不僅有助於了解研磨現象的本質,更為加工參數與提升加工品質提供了理論依據。本文將對砂輪的構造、磨粒作用機理、研磨狀態以及磨屑形態進行分析
目錄
砂輪的結構
砂輪:砂輪的外型主要以圓形為主,通常設計為帶有內孔以便於安裝在研磨機上。除了標準的圓形,砂輪還有多種形狀,例如扁平形、杯形和碟形等。
- 扁平形砂輪適合進行大面積的平面研磨。
- 杯形砂輪常用於內部或特殊形狀的加工。
- 尖形砂輪則專為精細工件設計,能夠進入狹窄的空間進行研磨。
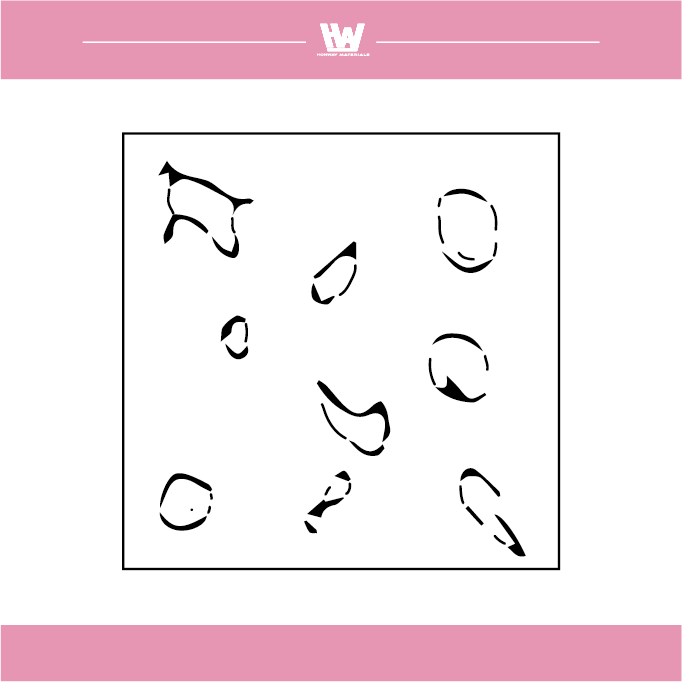
磨粒:於研磨作業中,砂輪表面上的各磨粒以銳利的切刃從工件削出微小的細屑。磨粒的形狀各異,可能是尖銳的、平坦的或其他形狀。
磨粒特性
切削能力:磨粒的鋒利程度直接影響其切削能力,鋒利的磨粒能更有效地削除工件材料。
斜角與負斜角:磨粒的斜角影響切削過程中的切削力和切屑的流動,具有負斜角的磨粒可以減少切削阻力。
粒度:磨粒的粒度大小會影響工件表面的光潔度,較細的磨粒通常能達到更好的光潔度。
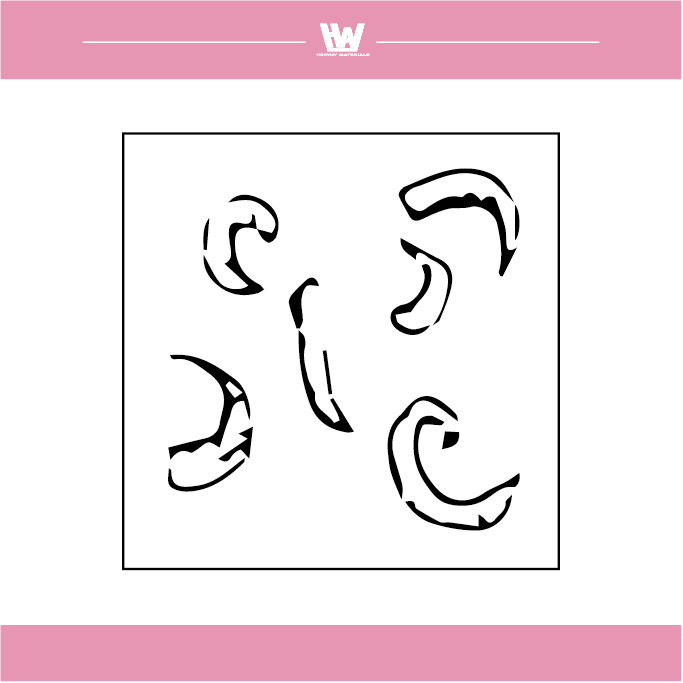
磨粒在工件上的四種作用型態
通常磨粒切刃的切入量為1um或更小,刀刃即使接觸切削,也未必會排出磨屑,依存於切刃形狀、切入量的大小、工件的性質、切削速度,主要分為四種切削型態(1)摩擦(2)塑性變形(3)掘起(4)切削
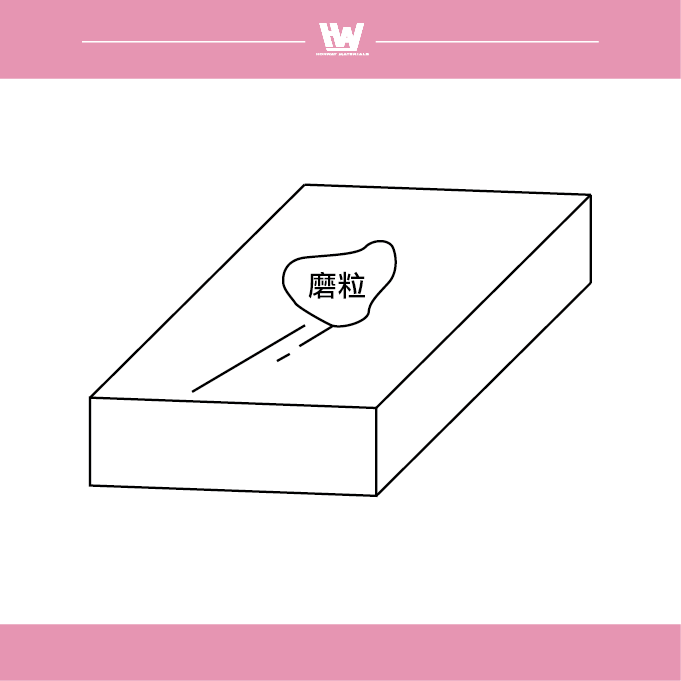
1. 摩擦
特徵:磨粒與工件表面之間的接觸主要以摩擦為主,磨屑的排出非常有限。
影響因素:切入量小、切削速度低時,摩擦型態較為明顯。
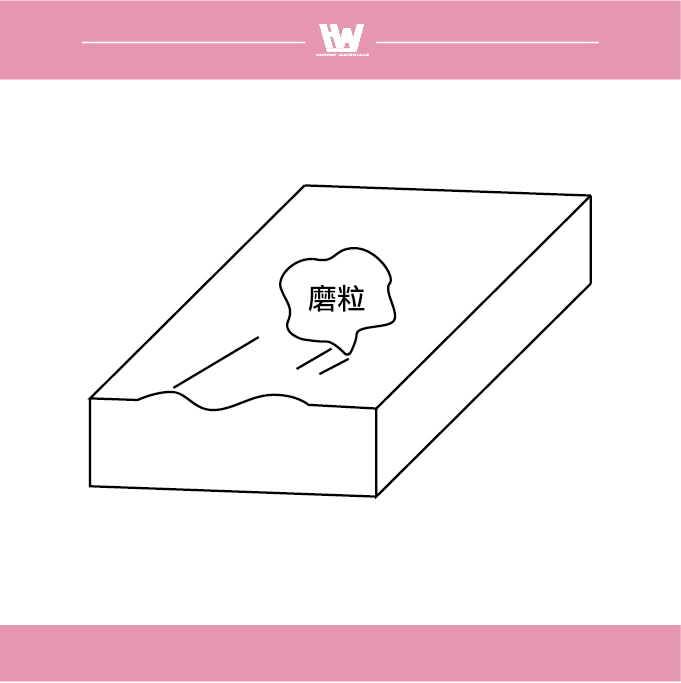
2. 塑性變形
特徵:工件材料在磨粒的作用下發生塑性變形,未必有明顯的磨屑產生。
影響因素:材料的硬度和韌性會影響塑性變形的程度。
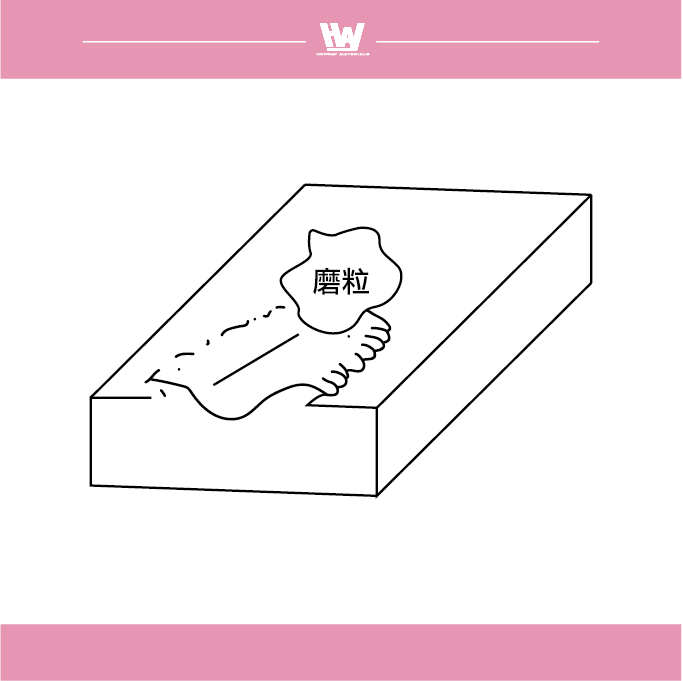
3. 掘起
特徵:磨粒在切削過程中,工件材料被掘起形成小片狀的磨屑。
影響因素:切入量適中時,掘起型態會更為明顯,且與磨粒的形狀有關。
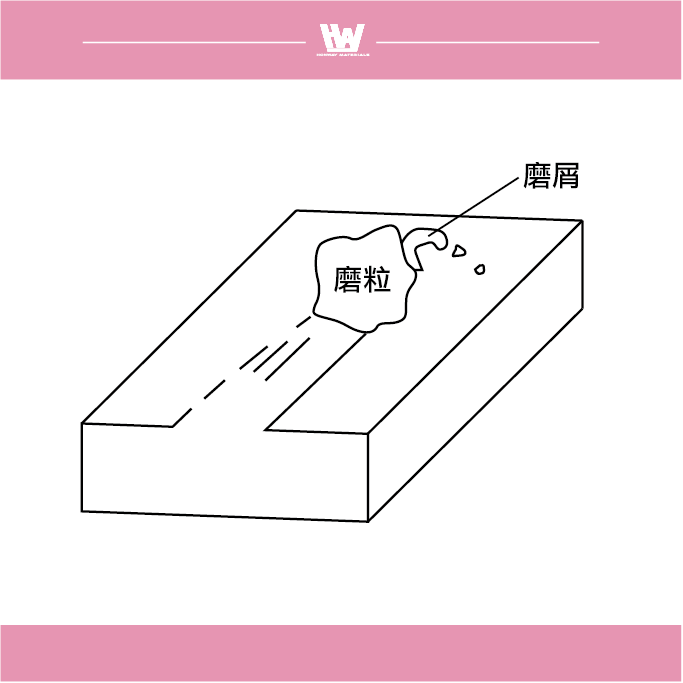
4. 切削
特徵:磨粒以鋒利的切刃直接切削工件材料,產生明顯的磨屑。
影響因素:切入量大、切削速度高時,切削型態為主,能有效去除材料。
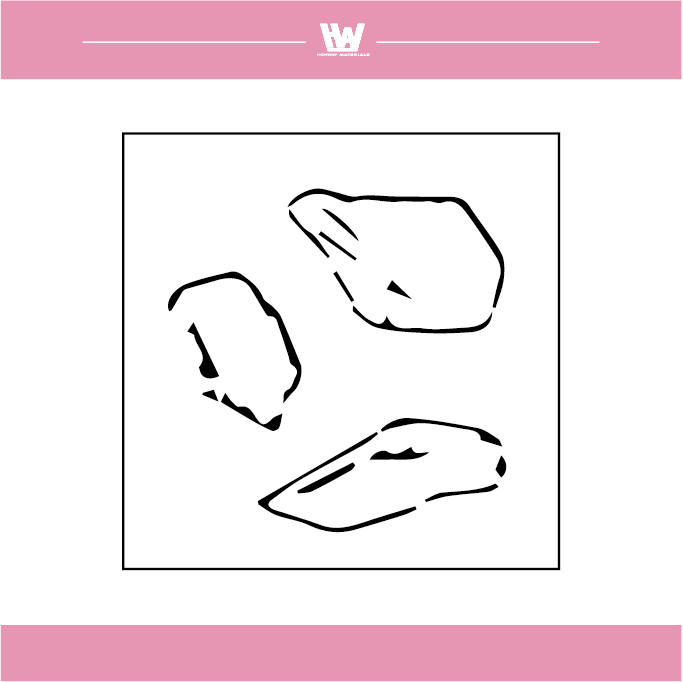
砂輪常出現的四種狀態
研磨現象即使研磨條件一定,在時間上也不保持一定型態,砂輪上的切刃依作用於它的熱性、機械性負荷而隨之變化,磨屑的排出狀態隨之變化,此變化的型態可分為四種1.脫落型2.正常形3.填塞形4.平滑形
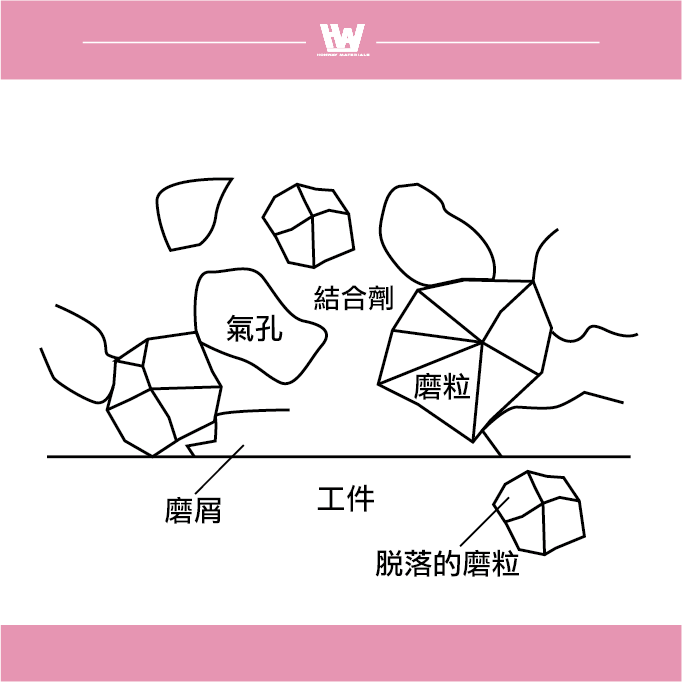
1. 脫落型
在脫落型研磨作業中,當磨料的切刃磨滅時,研磨阻力會增大,導致磨料大量脫落。這種情況下,磨料粒子之間的間隔增大,砂輪表面呈現粗糙狀態。
- 磨屑形狀:在脫落型中,磨屑的形狀可能呈現流動性或剪斷狀態,影響加工結果。
- 研磨阻力增大:隨著磨料的磨損,切削效率降低,導致研磨阻力上升。
- 磨料大量脫落:磨料在切削過程中因磨損而脫落,影響整體加工性能。
- 磨料粒子間格增大:磨料之間的間隙變大,使砂輪表面呈現粗糙狀態。
- 砂輪面粗糙:磨料的磨損導致砂輪表面不平整,增加了加工的難度。
- 加工精度差:只依賴特定的切入量無法實現理想的加工精度。
- 加工面粗糙度大:由於磨料的磨損和砂輪表面的粗糙,最終加工面會較為粗糙。

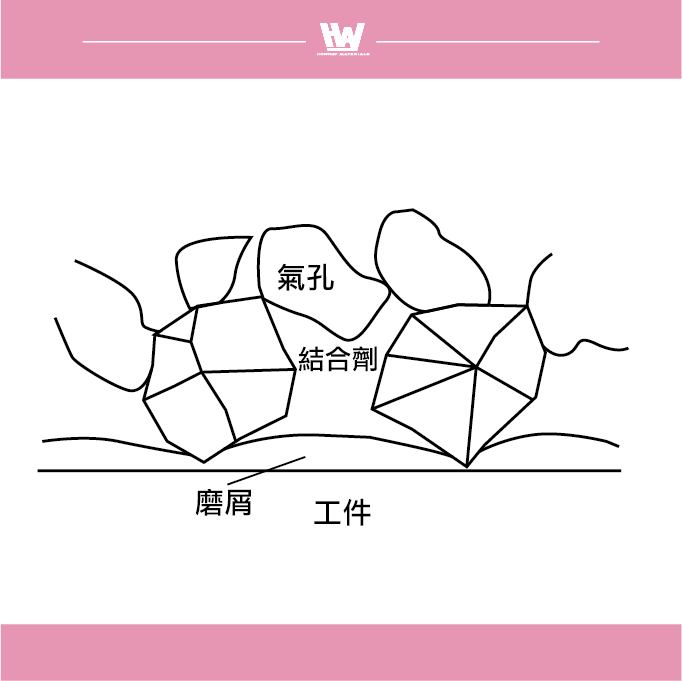
2. 正常型
在進行研磨時,當磨料的切刃鈍化,會導致研磨阻力增大。此時,磨料會劈開,顯現出新的切刃,這樣可以恢復原本的切削力,維持理想的研磨效果。
- 研磨阻力:雖然研磨阻力大於脫落型,但仍低於其他研磨方式。
- 粒子間隔小:磨料粒子緊密排列,有助於提高切削效率。
- 磨屑形狀:磨屑不黏著,通常為流動型或剪斷型。
- 砂輪耗損:砂輪的耗損少於脫落型,延長使用壽命。
- 加工圖面滑順:提供良好的表面品質。
- 加工精度高:能夠達到較高的加工精度。
3. 填塞型
在填塞型研磨中,磨屑會黏附在砂輪表面,這會妨礙其他研磨作業的進行。磨屑的形狀通常為撕裂形或熔融形,這些磨屑可能會構成刃尖,進一步影響切削效果。
- 磨屑黏著:磨屑附著於砂輪表面,影響研磨效率。
- 磨屑形狀:常見撕裂形和熔融形,降低切削性能。
- 研磨阻力大:增加了研磨過程中的阻力,容易引起震動。
- 加工面品質:加工面可能出現撕裂或顫紋,影響表面光滑度。
- 砂輪耗損:砂輪的耗損程度比正常型更大,降低了其使用壽命。
小知識-顫紋:是指在加工或研磨過程中,工件表面出現的微小波紋或凹凸不平的現象。這種現象通常會影響最終產品的表面品質,並可能導致不合格的產品。
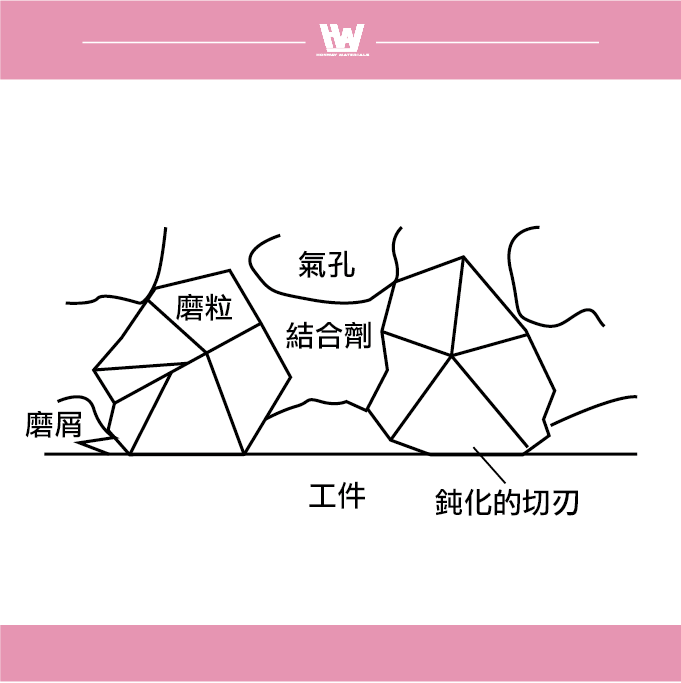
4. 平滑型
在平滑形研磨中,磨料鈍化至失去研磨能力的狀態,導致磨料表面變得圓滑,整個砂輪被包覆,這對研磨效果造成了負面影響。
- 磨屑形狀:磨屑多為撕裂形或熔融形,進一步影響加工品質。
- 磨料鈍化:磨料失去切削能力,表現為圓角狀態。
- 全面包覆:整個砂輪表面均被平滑的磨料包覆。
- 切削力差:由於磨料鈍化,切削力大幅下降。
- 研磨阻力大:研磨過程中的阻力增加,影響效率。
- 發熱多:因為研磨阻力增大,產生的熱量也隨之增加。
- 顫紋與燒焦:加工過程中常見顫紋或表面燒焦現象。
造成砂輪形態的原因
就砂輪而言,研磨形態因粒度、組織、結合度、磨料種類等而變化。
1. 填塞形發生條件:
- 粒度越細。
- 結合度越硬。
- 組織越密。
- 碳化矽系磨料(劈開性大)。
- 切入量、進給量、工件速度增加。
- 砂輪轉速減少。
2. 平滑形發生條件:
- 粒度越細。
- 結合度越硬。
- 組織越密。
- 碳化矽系磨料(劈開性大)。
3. 脫落形發生條件:
- 切入量、進給量、工件速度增加。
- 砂輪轉速減少。
研磨所產生的廢屑形狀
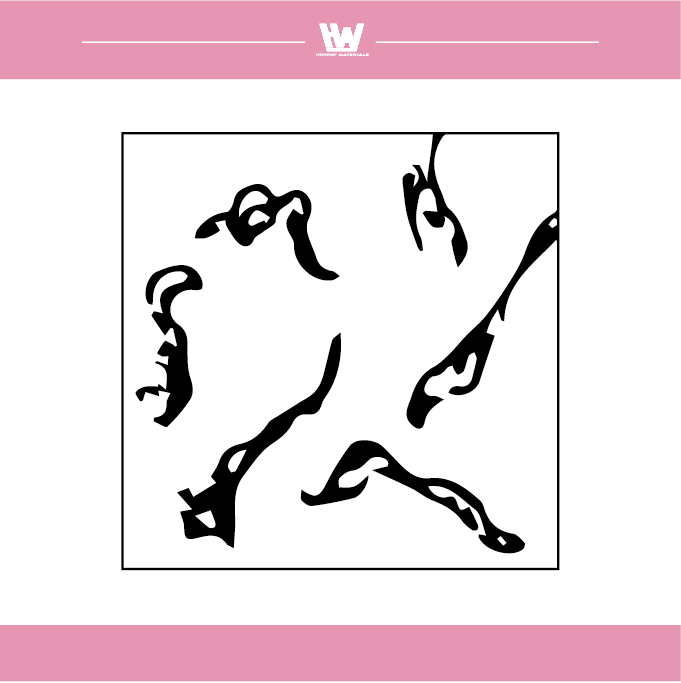
1.流動形:磨屑呈紐帶狀,主要發生於砂輪切削力良好的情況下。
2.剪斷形:磨屑因切削力良好而產生,通常出現在研磨脆性材料時。
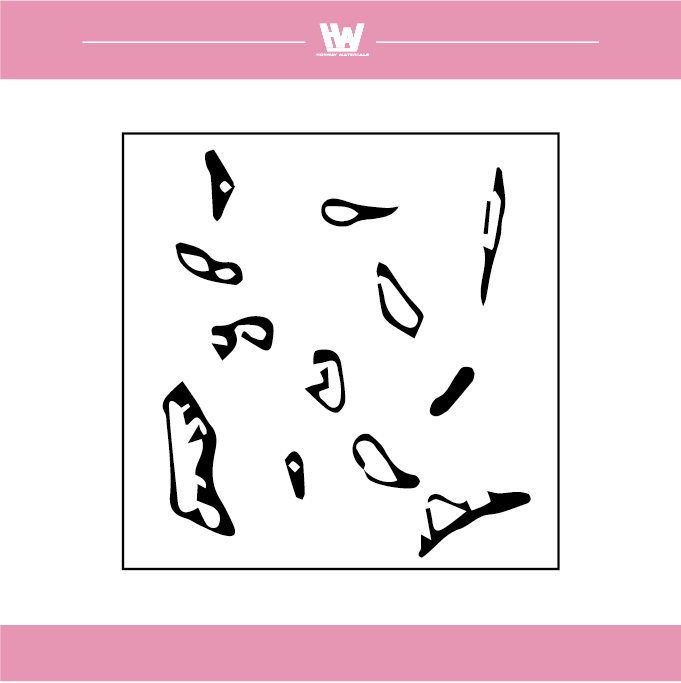
3.撕裂形:磨屑呈粉末狀,出現在砂輪切削力不足的場合。
4.構成刃尖形:磨屑因黏著堆積在砂輪表面形成類似刃尖的結構,常見於填塞形砂輪的情況下。
5.熔融形:粉末狀磨屑過熱飛散並熔融成球狀或半球狀,多發生於研磨切斷或使用填塞形、平滑形砂輪的場合。
結論
綜合砂輪的結構、磨粒特性、研磨型態及所產生的磨屑形狀,研磨過程中的各項條件如:粒度、結合度、組織密度、磨料種類及研磨參數對加工結果有著關鍵影響。
適當的參數設定能夠確保砂輪保持理想狀態,以達到高效切削與良好表面品質;相反,若參數不當,則可能導致填塞形或平滑形等不良狀態,影響加工效率與產品質量。
為獲得最佳加工效果,需根據不同材料特性及加工需求靈活調整相關參數,同時密切觀察砂輪及磨屑的形態變化,進行必要的修整或更換,以維持穩定且高效的研磨過程。
行動
- 該如何選擇砂輪>>>鑽石砂輪與CBN砂輪怎麼選擇?
- 必須要知道的磨料基本知識>>>研磨-磨料 介紹
- 砂輪性能的關鍵角色>>結合劑介紹
- 當前測量的表面粗糙度是否達到您預期的目標>>>研磨拋光與表面粗糙度對照表
- 當前的砂輪是否屬正常磨損>>>目前的砂輪狀態如何 ? -電鑄砂輪篇
- 執行>>>鑽石與氮化硼砂輪、拋光磨料、拋光設備、拋光工具
- 覆盤
研磨方面 我們提供客製化調整,可以依加工需求調整比例已達最高效率
如果看完內文還是不知道怎麼挑選最適合的。
歡迎跟我們聯絡,我們會有專人為您解答
如有需要訂製報價也歡迎與我們聯繫
客服時間:周一至周五09:00~18:00
電話:07 223 1058
有想了解的題材或電話說不清楚的都歡迎私訊臉書~~
宏崴臉書:https://www.facebook.com/honwaygroup
