Ngày nay, khi công nghệ sản xuất và xử lý bề mặt có độ chính xác cao ngày càng trở nên khắt khe hơn, các hoạt động mài và đánh bóng không chỉ phải đạt được độ chính xác về kích thước mà còn phải tính đến chất lượng bề mặt và hiệu suất quang học.
Tuy nhiên, trong quá trình mài trụ ngoài, chúng ta thường gặp phải một khuyết tật bề mặt khó có thể bỏ qua: gợn sóng dài.(Long Wave Marks)。
Mặc dù dấu hiệu gợn sóng định kỳ này không rõ ràng như độ nhám, nhưng nó sẽ ảnh hưởng đáng kể đến khả năng phản xạ quang học, tính nhất quán về mặt hình thức và thậm chí cả độ tin cậy về mặt chức năng.
Để cải thiện khả năng kiểm soát chất lượng và độ ổn định của quá trình xử lý, việc hiểu sâu sắc về cơ chế hình thành, đặc điểm và các chiến lược cải tiến tương ứng của các gợn sóng dài đã trở thành một phần không thể thiếu trong quá trình nghiền.
Bài viết này sẽ tìm hiểu một cách có hệ thống nguyên nhân và phương pháp phòng ngừa hiện tượng gợn sóng dài để giúp người đọc nâng cao chất lượng xử lý bề mặt và hiệu quả sản xuất.
Mục lục
Sóng dài xuất hiện trong quá trình nghiền là gì?
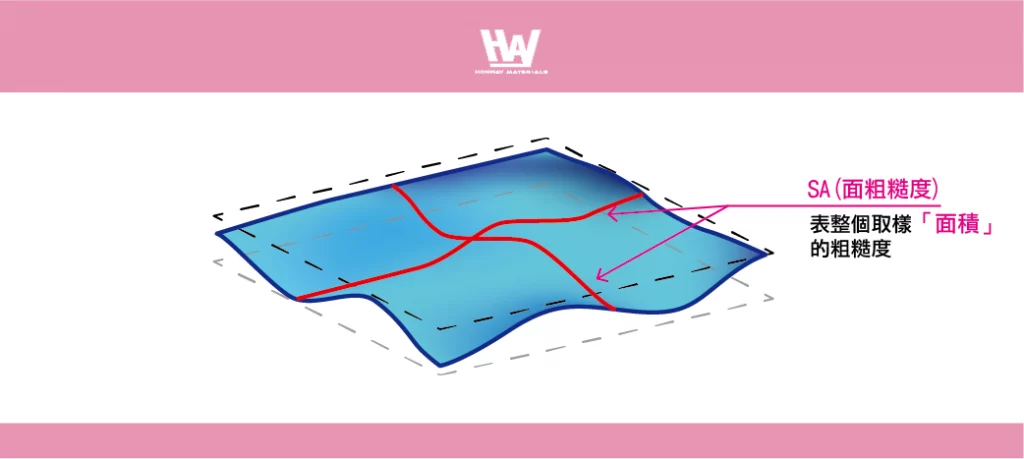
Dấu Sóng Dài là một lỗi hình thái hình học ở mức độ trung bình được tạo ra trên bề mặt phôi trong quá trình mài hoặc đánh bóng. Những gợn sóng này xuất hiện dưới dạng các vết sọc gợn sóng chậm, tuần hoàn hoặc không đều, nằm giữa độ nhám vi mô (sự không bằng phẳng tinh tế gần như vô hình với mắt thường) và hình dạng vĩ mô (ví dụ, toàn bộ bề mặt cong thay vì phẳng). Ví dụ, sóng dài giống như: một số mặt đường cao tốc sẽ xuất hiện những chỗ lồi lõm chậm và rõ ràng do xe lăn bánh trong thời gian dài hoặc kết cấu không bằng phẳng. Khi lái xe qua, bạn sẽ cảm thấy thân xe rung nhẹ lên xuống, nhưng không ảnh hưởng đến hướng di chuyển. Cảm giác sóng dài trên bề mặt phôi tương tự như sự không bằng phẳng “ở mức độ trung bình” này.
Đặc điểm chính của máy nghiền sóng dài
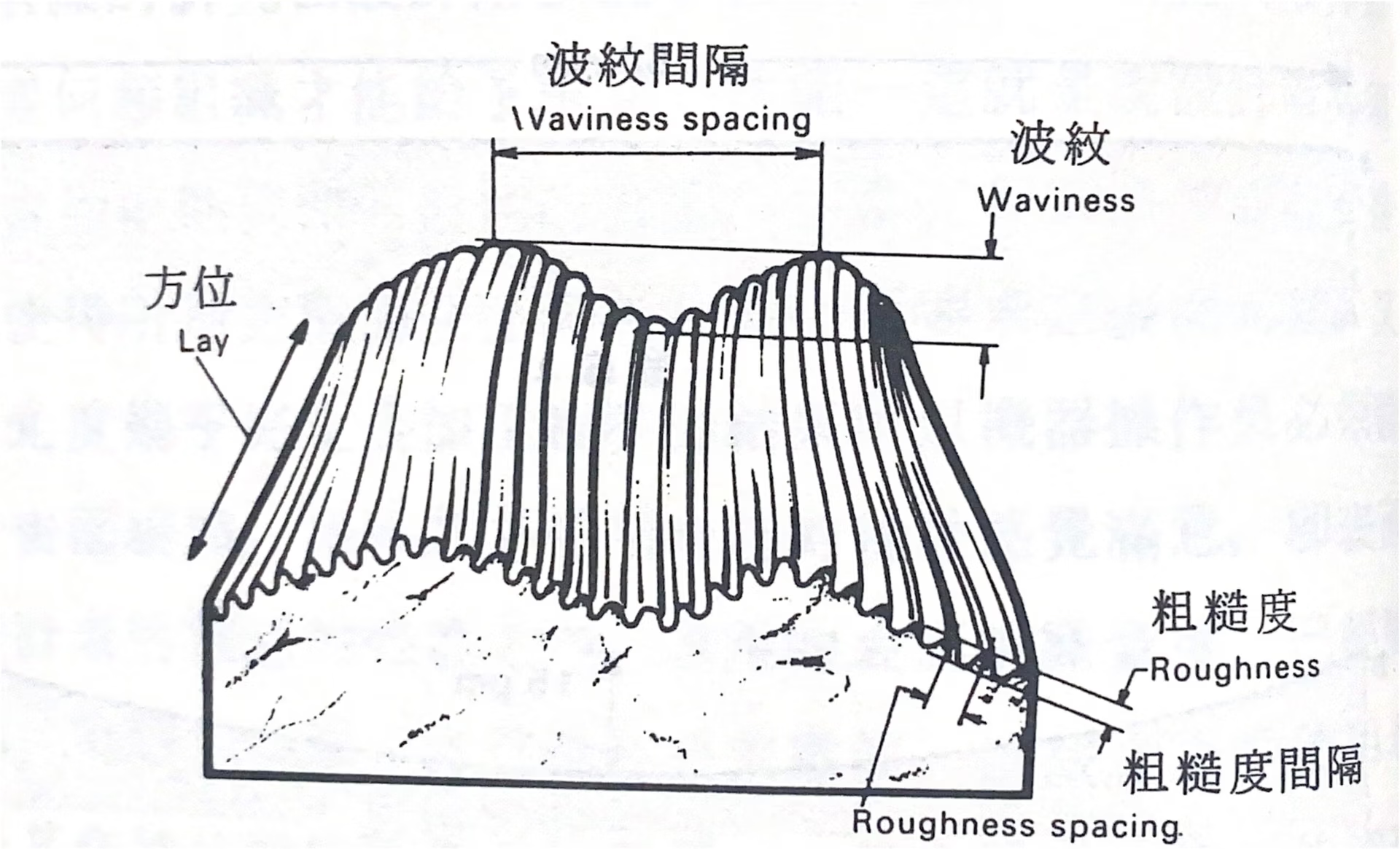
- Bước sóng nằm giữa độ nhám và lỗi hình dạng tổng thể, thường lớn hơn 10 mm và là dao động có tần số thấp, chu kỳ dài.
- Có thể nhìn thấy bằng mắt thường dưới ánh sáng tự nhiên hoặc ánh sáng xiên, nhưng sự thay đổi trên bề mặt diễn ra dần dần và không dễ phát hiện bằng cách chạm vào.
- Ảnh hưởng đáng kể đến khả năng phản xạ và chất lượng quang học của bề mặt, có thể dẫn đến hình ảnh bị mờ, phản xạ không đều hoặc khiếm khuyết về mặt thẩm mỹ.
- Hầu hết các trường hợp đều liên quan đến quỹ đạo chuyển động của thiết bị, áp suất mài không đều, kẹp phôi không đúng cách hoặc biến dạng đĩa mài.
Nguyên nhân và giải pháp cho hiện tượng gợn sóng dài
Lý do 1: Bánh mài mới mất cân bằng
Khi đá mài mới không được cắt và cân bằng động đúng cách, nó sẽ gây ra hiện tượng lệch tâm hoặc rung động không ổn định trong quá trình quay, sau đó hình thành các vết gợn sóng có tần số thấp, tuần hoàn trên bề mặt phôi, còn gọi là gợn sóng dài.
Các bước xử lý đúng:
- Kiểm tra sơ bộ: Nếu bạn nghi ngờ các nếp gấp dài có liên quan đến sự mất cân bằng của đá mài, bạn có thể trước tiên tháo đá mài và ống lót ra khỏi máy mài và đặt chúng lên giá cân bằng để kiểm tra cân bằng tĩnh. ※ Nếu cân bằng trên giá cân bằng, vấn đề có thể không phải ở ống lót hoặc trục chính.
- Khuyến nghị lắp ráp và cắt tỉa ban đầu: Đối với bánh mài mới, không nên thực hiện mài chính xác trực tiếp trước khi cân bằng chính thức, nhưng cần thực hiện các bước sau:
- Đầu tiên lắp đá mài vào trục máy mài.
- Thực hiện “cắt thô” để hiệu chỉnh hình dạng ban đầu và độ lệch động của đá mài.
- Sau đó thực hiện cân bằng động (điều chỉnh bằng vòng cân bằng).
- Cuối cùng, nó được cắt tỉa cẩn thận để có thể sử dụng được.
- Lưu ý về trọng lượng cân bằng: Trong giai đoạn cắt thô, trọng lượng cân bằng phải là:
- Loại bỏ hoàn toànhoặc đặt ở cả hai đầu đường chéo để tránh ảnh hưởng đến độ chính xác của việc cắt.
Lý do 2: Áp suất đỉnh không phù hợp
Trong quá trình mài sử dụng máy mài hình trụ hoặc các máy khác hỗ trợ phôi bằng các lỗ tâm (tâm) ở cả hai đầu, việc thiết lập áp suất không phù hợp ở tâm ụ sau có thể khiến phôi rung hoặc biến dạng nhẹ trong quá trình gia công, dẫn đến các vết gợn sóng định kỳ, tần số thấp trên bề mặt mài, còn gọi là gợn sóng dài.
Tác động của áp suất đỉnh không phù hợp:
- Áp suất quá mức có thể khiến phôi gia công tạo ra biến dạng uốn dọc trục, đặc biệt là phôi gia công mảnh, dẫn đến dạng sóng không đối xứnghoặc gợn sóng tần số trung bình dọc theo trục trong quá trình gia công.
- Áp suất quá nhỏ: phôi sẽ tạo ra trượt nhẹ hoặc rung lắc khi quay, dẫn đến bề mặt tiếp xúc của đá mài không ổn định và xuất hiện vết gia công gợn sóng đều đặn.
- Áp suất không đều hoặc lệch tâm: Việc hỗ trợ phôi không ổn định có thể gây ra hiện tượng trôi quỹ đạo, rung lắc trong quá trình gia công và tạo thành các gợn sóng dài không đều.
Lý do 3: Dừng đá mài mà không tắt nguồn chất lỏng mài trước

Trong quá trình mài, nếu dừng đá mài ngay trước khi chất lỏng mài ngừng chảy, đá mài có thể hấp thụ quá nhiều chất lỏng, gây mất cân bằng cục bộ cho đá mài, có thể gây rung hoặc lệch tâm khi bắt đầu lần tiếp theo, tạo thành các gợn sóng dài trên bề mặt phôi.
Những sai lầm thường gặp
- Tắt máy mà không tắt nguồn nước mài: Nước mài vẫn còn trên bề mặt và các lỗ rỗng của đá mài, tạo thành các vùng ướt không đều.
- Bánh mài ngừng quay trước khi được quay khô: chất lỏng phân bố không đều, dẫn đến khối lượng bánh mài phân bố không cân bằng.
- Khởi động lại mà không cân bằng lại: Độ rung ban đầu tăng lên, dẫn đến những thay đổi tiếp xúc định kỳ và gợn sóng dài.
Các bước vận hành đúng
Thực hiện đúng quy trình trước khi dừng:
- Trước khi tắt máy, hãy tắt nguồn cung cấp chất lỏng nghiền.
- Để bánh mài chạy không tải trong vài chục giây đến vài phút để lực ly tâm đẩy hết chất lỏng còn lại ra ngoài.
- Dừng máy mài lại.
Nếu xảy ra lỗi thao tác, bạn nên thử thực hiện như sau:
- Thực hiện lại bài kiểm tra cân bằng bánh xe (sử dụng giá cân bằng hoặc bằng cách quay trục chính).
- Mài lại đá mài và thực hiện lại cân bằng động nếu cần thiết.
Lý do 4: Một mặt của đá mài bị ngâm trong dầu
Khi một mặt của đá mài tiếp xúc với dầu (như dầu bôi trơn hoặc chất lỏng đánh bóng) trong thời gian dài trong quá trình bảo quản hoặc sử dụng, đá mài ở mặt đó sẽ hấp thụ dầu, thay đổi độ ẩm và có mật độ không đồng đều, dẫn đến mất cân bằng khối lượng của đá mài, gây ra chuyển động lệch tâm hoặc tiếp xúc không ổn định trong quá trình quay và cuối cùng hình thành các gợn sóng dài trên bề mặt phôi.
Cách phòng ngừa và xử lý khi đá mài bị ngấm dầu
- Tránh sử dụng đá mài có dầu hoặc ướt:
- Khi cất giữ đá mài, hãy giữ đá mài khô ráo và phẳng, không để một mặt tiếp xúc với chất lỏng trong thời gian dài.
- Không đặt đá mài lên mép chảo dầu, trên khăn ướt hoặc gần đường hồi chất làm mát.
- Thay thế đá mài:
- Nếu một mặt của đá mài có dấu hiệu thấm dầu hoặc đổi màu, ngay cả khi chưa sử dụng,không nên sử dụng cho các hoạt động mài chính xác đòi hỏi độ nhám bề mặt cao.
- Nên thay trực tiếp đá mài mới để tránh các vấn đề về chất lượng sau này.
- Kiểm tra và cân bằng trước khi sử dụng:
- Trước khi lắp đá mài mỗi lần, hãy đảm bảo đá mài khô, không có dầu và có vẻ ngoài đồng nhất.
- Sau khi lắp đặt, cần tiến hành cắt tỉa và cân bằng động.
Lý do 5: Đá mài được đặt trên mặt đất ẩm ướt
Khi đá mài được đặt trên bề mặt ẩm ướt (chẳng hạn như bê tông) trong thời gian dài, đáy hoặc một bên của đá mài sẽ hấp thụ độ ẩm từ mặt đất, gây ra những thay đổi cục bộ về trọng lượng và mật độ của đá mài. Điều này tạo ra sự mất cân bằng khối lượng trong quá trình quay, khiến đá mài rung hoặc lệch tâm, dẫn đến các gợn sóng tần số thấp, tuần hoàn trên bề mặt gia công, còn được gọi là gợn sóng dài.
Cách bảo quản đá mài
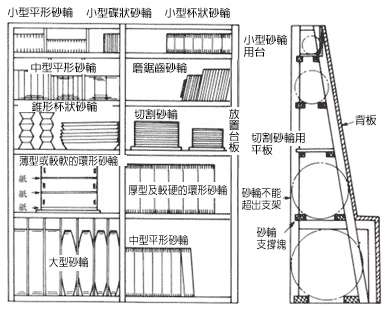
Đá mài nên được bảo quản ở nhiệt độ bình thường, nơi khô ráo, có nhiệt độ và độ ẩm ổn định] để tránh những thay đổi đột ngột của môi trường làm ảnh hưởng đến hiệu suất của chúng. Khuyến nghị nên thiết lập khung hoặc giá đỡ lưu trữ chuyên dụng để thuận tiện cho việc phân loại và bảo quản an toàn.
- Chúng nên được sắp xếp theo chiều thẳng đứng để tránh bị biến dạng.
- Đối với các loại đá mài mỏng như đá cắt, nên xếp chồng nhiều mảnh lên nhau và đặt chúng theo chiều ngang trên một bề mặt phẳng để giữ được hình dạng ổn định.
- Tránh xếp chồng và tạo áp lực giữa các đá mài để tránh nứt, hư hỏng hoặc ảnh hưởng đến sự cân bằng và chất lượng gia công của chúng.
※Lưu ý: Đá mài nhựa, đá mài cao su và đá mài kim cương oxit magie có tính hút ẩm. Nếu hấp thụ nước hoặc độ ẩm, độ bền của vật liệu sẽ giảm, ảnh hưởng đến an toàn và hiệu quả xử lý. Do đó, các loại đá mài này cần được bảo quản bằng biện pháp chống ẩm để đảm bảo chất lượng ổn định và an toàn khi sử dụng.
Kiểm tra bánh mài
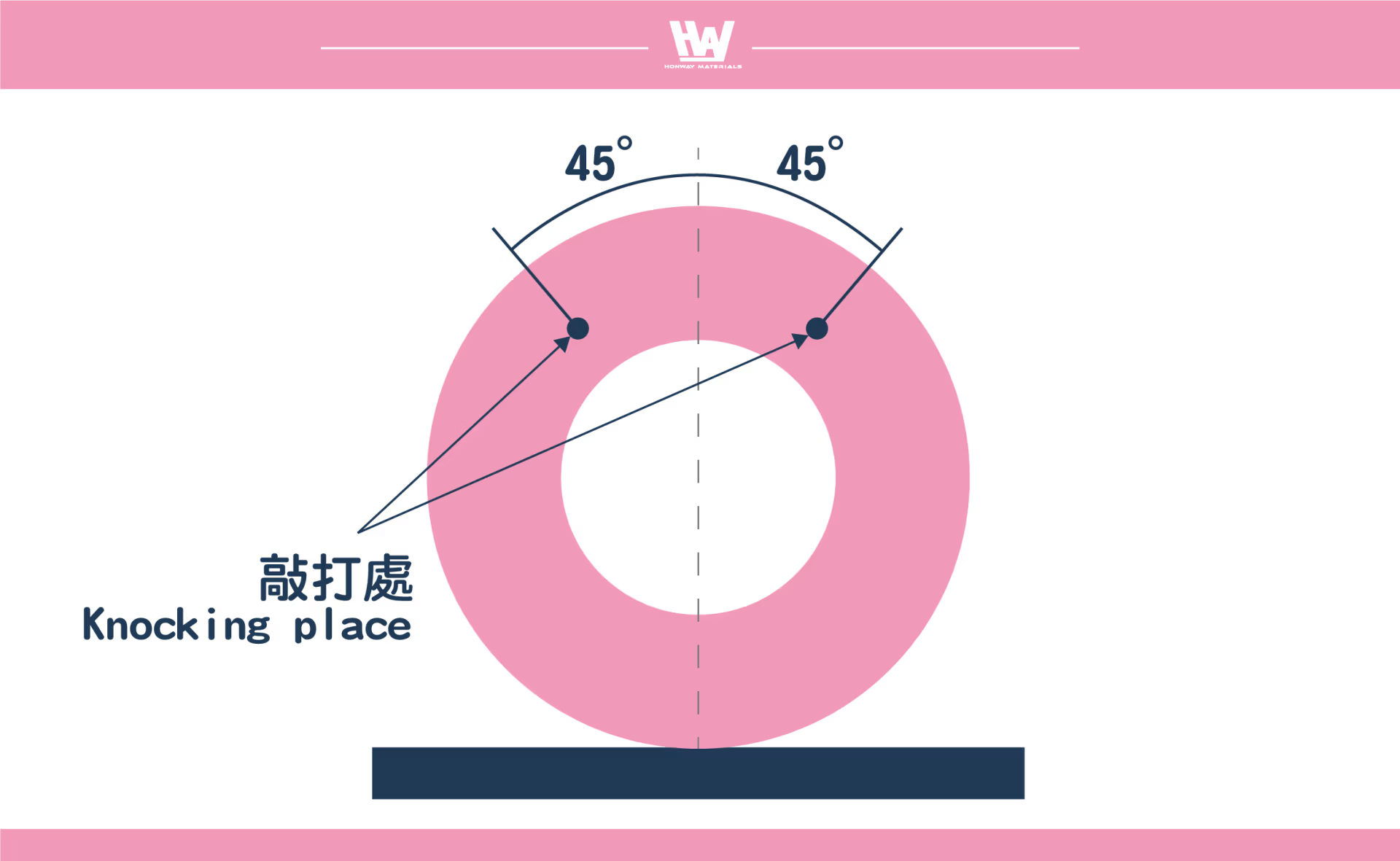
Trước khi sử dụng đá mài, cần tiến hành kiểm tra ngoại quan và kiểm tra âm thanh để đảm bảo tính toàn vẹn và an toàn của kết cấu. Trong đó, kiểm tra âm thanh cần được thực hiện tùy theo kích thước của đá mài, và cần sử dụng tua vít cán gỗ hoặc búa gỗ để gõ nhẹ vào đá mài. Vị trí gõ là khoảng 45 độ về cả hai phía của đường tâm thẳng đứng của bất kỳ cạnh nào, cách mép ngoài khoảng 25 đến 50 mm. Sau khi gõ nhẹ mỗi lần xoay đá mài khoảng 45 độ, hãy lặp lại việc kiểm tra từng phần.
- Nếu nghe thấy âm thanh trong trẻo, đều như kim loại khi gõ thì điều đó cho thấy cấu trúc bên trong của đá mài vẫn còn tốt và có thể sử dụng bình thường.
- Nếu xảy ra âm thanh đục hoặc khàn, có thể có vết nứt hoặc hư hỏng và không nên tiếp tục sử dụng nữa mà phải thay thế ngay lập tức.
※ Nếu bạn muốn thay thế đá mài, vui lòng cung cấp cho chúng tôi vật liệu của phôi mà bạn hiện đang gia công để đánh giá để chúng tôi có thể đề xuất phương án phù hợp nhất cho bạn.
Nếu bạn không biết cách cung cấp mô hình, vui lòng liên hệ với nhân viên dịch vụ của chúng tôi và gửi cho chúng tôi đá mài.
Kết luận
Phân tích trên cho thấy gợn sóng dài trong quá trình mài là một khuyết tật bề mặt phổ biến nhưng đáng kể. Những gợn sóng này thường do các yếu tố như mất cân bằng đá mài, quy trình vận hành không đúng, áp suất tâm bất thường và bảo quản không đúng cách gây ra. Những bước vận hành tưởng chừng nhỏ nhặt này có thể ảnh hưởng sâu sắc đến chất lượng gia công, có khả năng dẫn đến phản xạ không đều, hình thức kém, và thậm chí làm giảm chức năng hoặc tính chất quang học.
Do đó, để ngăn ngừa hiệu quả sự hình thành gợn sóng dài, cần phải kiểm soát chặt chẽ toàn bộ quy trình đá mài, từ lựa chọn, bảo quản đến lắp đặt, kiểm tra và vận hành. Đồng thời, cần xây dựng thói quen bảo dưỡng và vận hành thiết bị tốt. Chỉ bằng cách này, chúng ta mới có thể đảm bảo chất lượng mài đồng đều, cải thiện độ chính xác của chi tiết và chất lượng bề mặt, cuối cùng là nâng cao hiệu quả sản xuất và giá trị sản phẩm.
Hành động
- >>>Cách chọn giữa đá mài kim cương và đá mài CBN: Việc lựa chọn phụ thuộc vào đặc tính vật liệu gia công và điều kiện sử dụng.
- Nắm vững các tình huống bất thường trong quá trình mài>>Nguyên nhân gây ra hiện tượng mài mòn bất thường? Làm thế nào để kiểm soát tình trạng bất thường?
- Cách chọn công cụ chỉnh sửa đá mài với chất kết dính>
> - Đánh giá xem đá mài hiện tại có thuộc dạng mài mòn bình thường hay không>>>Tình trạng hiện tại của đĩa mài như thế nào? – Phần đĩa mài điện đúc
- Cách chỉnh sửa đá mài – phương pháp sửa và sắc bén đá mài: >>
- Hai giai đoạn của việc chỉnh sửa đá mài – Chỉnh sửa và sắc bén là gì?>>Điều chỉnh và mài sắc đĩa mài là gì?
- Cách chọn công cụ chỉnh sửa đá mài với chất kết dính – Cách chọn công cụ sửa đá mài: >>
- Các trạng thái mài khác nhau của lưỡi cắt – Tìm hiểu về hình dạng, thay đổi và cơ chế tự sắc bén của lưỡi cắt đá mài>>
- Sự khác biệt trong quá trình mài và chỉnh sửa của đĩa mài kết hợp là gì?>>Cách mài chỉnh đĩa mài sử dụng các loại chất kết dính khác nhau
- Làm thế nào để xử lý vết xước và vết cháy trên bề mặt mài?>>Bề mặt mài bị trầy xước và cháy? Hiểu rõ nguyên nhân bất thường và cách khắc phục chỉ trong một lần!
- Phải làm gì nếu xuất hiện các đường kẻ chatter>>Phải làm gì khi xuất hiện vết nứt trên máy mài trụ? Phân tích toàn diện nguyên nhân và giải pháp
- Phải làm gì nếu xuất hiện gợn sóng ngắn>>Liệu quá trình mài trụ ngoài có tạo ra gợn sóng ngắn không? Tìm hiểu ngay những nguyên nhân phổ biến và giải pháp thực tế
- Sự cố mài do tắc nghẽn, mài không đều và vỡ chi tiết gia công>>Tránh tình trạng kẹt đá mài, bề mặt không đều và vỡ chi tiết gia công: Nắm rõ các lỗi thường gặp trong quá trình mài và các giải pháp cải thiện.
- Độ kết hợp là gì?>>Độ kết hợp là gì? Tôi nên chọn như thế nào?
- Thực hiện đá mài kim cương và CBN, mài mòn đánh bóng, thiết bị đánh bóng, dụng cụ đánh bóng, dụng cụ chỉnh sửa kim cương.
>
> - Chỉnh sửa đá mài với chất kết dính khác nhau >> Làm thế nào để chỉnh sửa đá mài với chất kết dính khác nhau.
- Đánh giá lại.
Về mài mòn: Chúng tôi cung cấp các điều chỉnh tùy chỉnh để điều chỉnh tỷ lệ theo nhu cầu gia công, nhằm đạt hiệu quả tối đa.
Nếu bạn vẫn chưa biết cách chọn sản phẩm phù hợp sau khi đọc nội dung, hãy liên hệ với chúng tôi, sẽ có chuyên gia hỗ trợ giải đáp cho bạn.
Hãy liên hệ với chúng tôi, sẽ có chuyên gia hỗ trợ giải đáp cho bạn.
Nếu cần báo giá tùy chỉnh, hãy liên hệ với chúng tôi.
Thời gian hỗ trợ khách hàng: Thứ Hai đến Thứ Sáu, từ 09:00 đến 18:00.
phone:07 223 1058
Nếu có chủ đề muốn tìm hiểu hoặc không thể nói rõ qua điện thoại, hãy nhắn tin trực tiếp qua Facebook nhé~~
honway fb:https://www.facebook.com/honwaygroup
Các bài viết mà bạn có thể quan tâm…
[wpb-random-posts]