Trong quá trình gia công mài chính xác, việc mài chỉnh đĩa mài là một bước quan trọng, ảnh hưởng trực tiếp đến khả năng cắt của đĩa mài, độ chính xác gia công và chất lượng bề mặt của chi tiết gia công. Bằng cách áp dụng phương pháp mài chỉnh phù hợp và cài đặt thông số đúng cách, có thể đảm bảo đĩa mài duy trì hình dạng và khả năng cắt tốt, từ đó nâng cao hiệu suất gia công và kéo dài tuổi thọ của đĩa mài.
Phương pháp gia công chính được chia thành hai loại chính là gia công theo chiều dọc và gia công ngược chiều. Hai phương pháp này có sự khác biệt đáng kể về hiệu quả gia công. Các thông số quan trọng ảnh hưởng đến kết quả gia công, như tỷ lệ tốc độ, tốc độ tiến trục, tốc độ quay khi dừng và tốc độ tiến, cũng phải được điều chỉnh phù hợp với yêu cầu gia công cụ thể.
Do sự đa dạng của các ứng dụng và yêu cầu của chi tiết gia công, việc hiểu rõ và nắm vững các kỹ thuật gia công bề mặt có thể giúp tối ưu hóa quá trình mài, đảm bảo chất lượng gia công ổn định và hiệu suất sản xuất cao.
Mục lục
Shunxian là gì?
Chủ yếu đề cập đến hướng cắt của bánh xe và hướng di chuyển của chi tiết gia công là giống nhau.
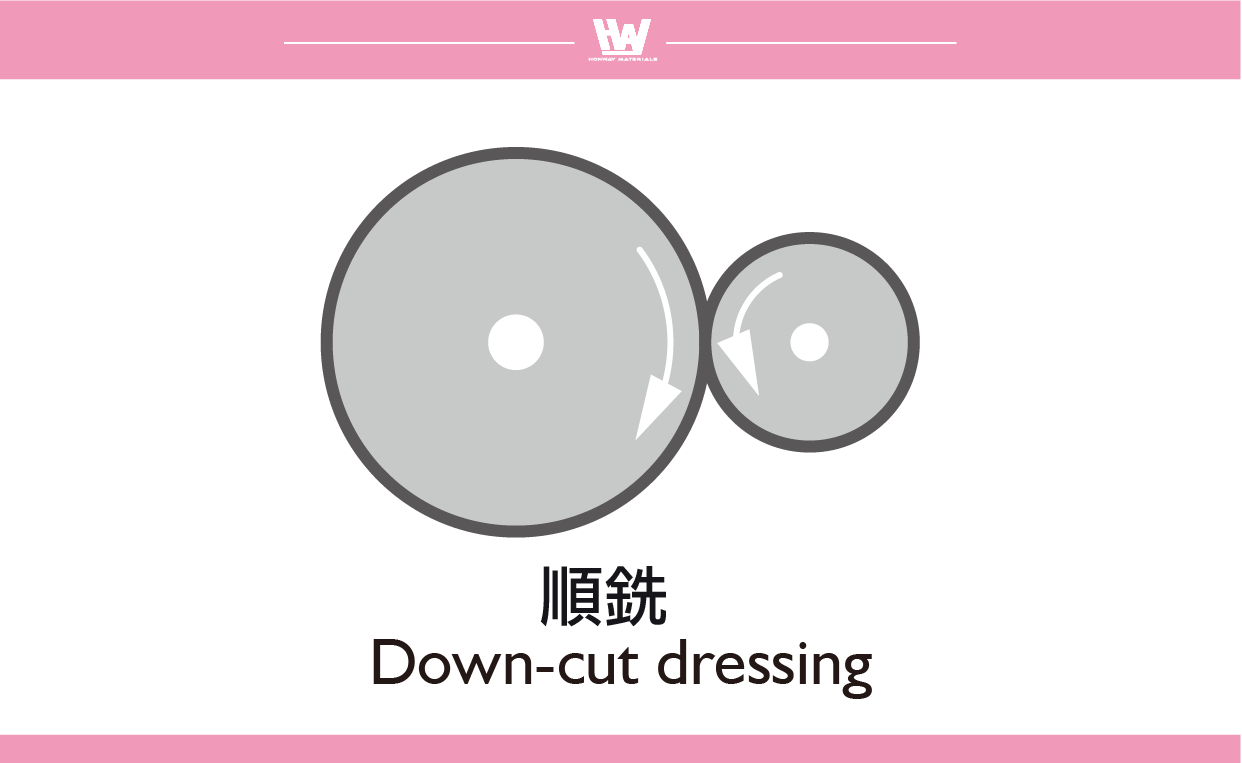
Đặc điểm
- Độ nhám hiệu quả cao:Phù hợp để tạo bề mặt đĩa mài thô hơn, tăng hiệu suất loại bỏ vật liệu.
- Tỷ lệ tốc độ có ảnh hưởng lớn:Bằng cách điều chỉnh tỷ lệ tốc độ giữa bánh xe mài và bánh xe mài, có thể điều chỉnh đáng kể độ nhám hiệu quả để phù hợp với các yêu cầu gia công khác nhau.
Phạm vi ứng dụng
- Phù hợp cho các ứng dụng mài hình dạng phức tạp, mài thô bằng đĩa mài, và mài chính xác các đường viền quan trọng dễ bị cháy khi mài.
Ngược mài là gì?
Chủ yếu đề cập đến hướng cắt của bánh xe quay ngược với hướng di chuyển của phôi.
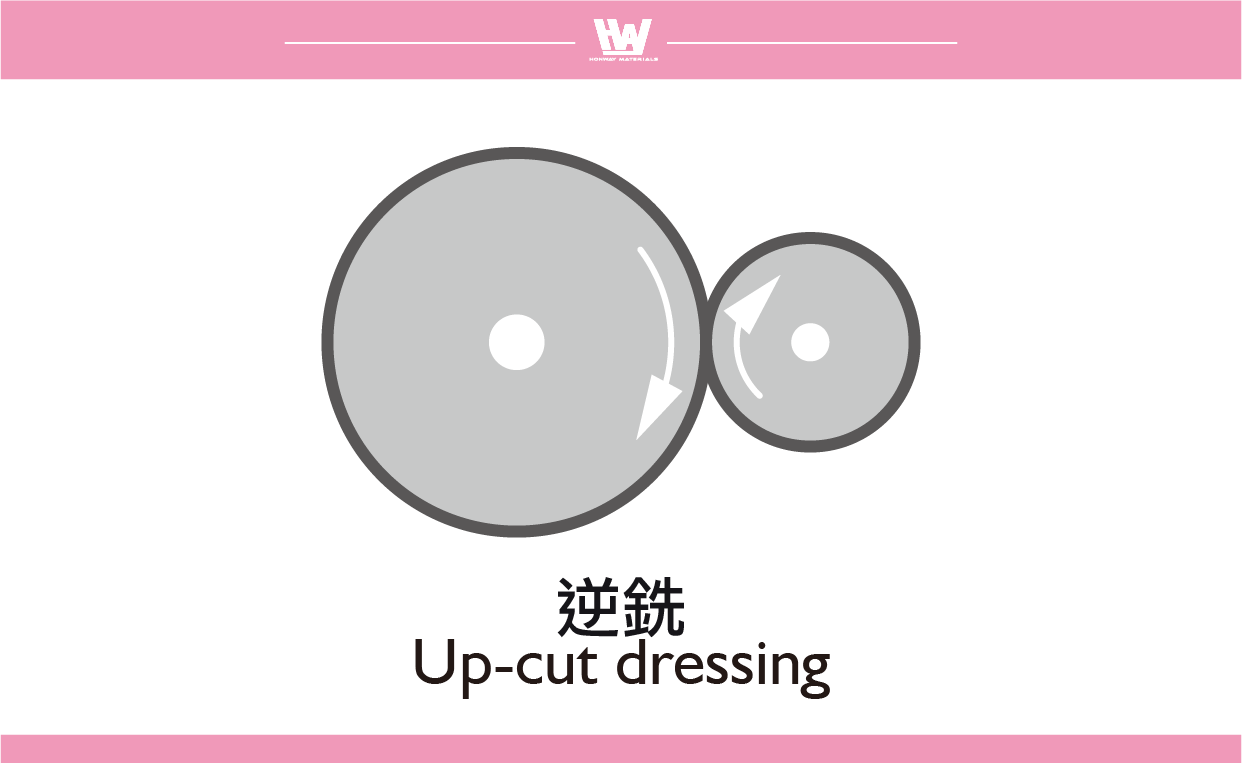
Đặc điểm
- Độ nhám hiệu quả thấp:Có thể tạo ra bề mặt đĩa mài mịn hơn, nâng cao độ chính xác và độ bóng của quá trình gia công.
- Tỷ lệ tốc độ có ảnh hưởng tương đối nhỏ:Ngay cả khi điều chỉnh tỷ lệ tốc độ, ảnh hưởng đến độ nhám hiệu quả cũng không rõ rệt như khi sử dụng phương pháp mài phẳng.
Phạm vi ứng dụng
Phù hợp cho bánh mài mịn, đặc biệt là trong quá trình mài không dễ bị cháy, đặc biệt là việc chỉnh sửa các đường viền không quan trọng.
Chúng ta có thể rút ra phân tích sau:
- Mài nhẵn bằng máy mài thích hợp cho mài thô và gia công hiệu quả, vì độ nhám hiệu quả cao giúp đĩa mài loại bỏ vật liệu nhanh hơn, phù hợp cho mài tinh các đường viền quan trọng dễ bị cháy.
- Mài ngược được áp dụng cho gia công chính xác, có thể cung cấp độ nhám bề mặt thấp, phù hợp cho các quy trình mài tinh có yêu cầu cao về độ bóng, và phù hợp cho các đường viền không quan trọng không dễ bị cháy trong quá trình mài.
Vì vậy, chúng ta có thể lựa chọn giữa phay thuận hoặc phay ngược tùy theo nhu cầu của mình.
Bốn yếu tố chính ảnh hưởng đến độ nhám bề mặt khi mài đá mài
Sau khi đã chọn hướng mài, chúng ta cần hiểu các thông số đã thiết lập sẽ ảnh hưởng như thế nào đến độ nhám bề mặt. Có bốn thông số chính ảnh hưởng đến độ nhám bề mặt khi mài bằng đá mài: tỷ lệ tốc độ, tốc độ tiến trục, tốc độ quay khi dừng, tốc độ tiến.
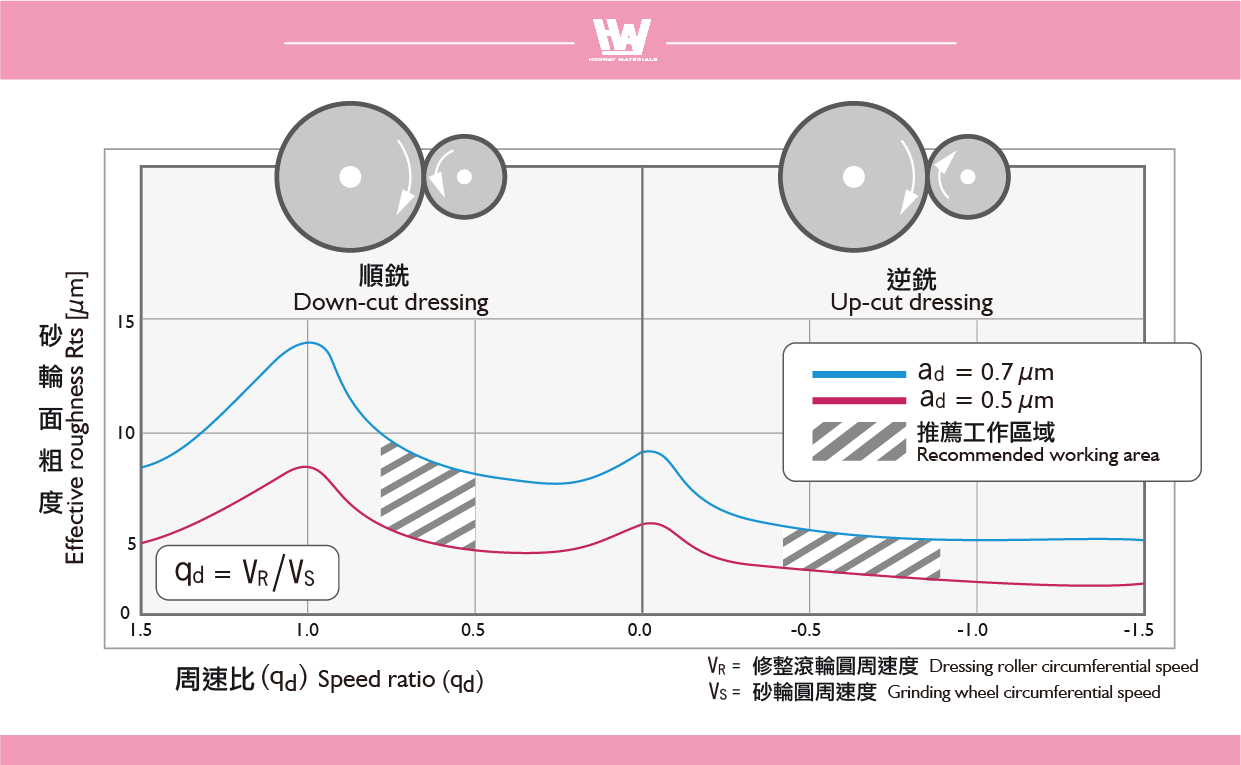
Tỷ lệ(qd)
Yếu tố ảnh hưởng lớn nhất đến độ nhám bề mặt là giá trị được tính bằng cách chia tốc độ quay của trục lăn mài cho số vòng quay của đĩa mài, tức là:qd=VS/VR
- Tỷ số truyền cao hơn(qd↑):Tạo ra độ nhám hiệu quả cao hơn, làm cho bề mặt đĩa mài trở nên nhám hơn, phù hợp cho việc loại bỏ vật liệu hiệu quả.
- Tỷ số truyền thấp hơn(qd↓):Tạo ra độ nhám hiệu quả thấp hơn, làm cho bề mặt đĩa mài trở nên mịn màng hơn, phù hợp cho quá trình mài chính xác.
※Lưu ý: Không nên sử dụng tỷ lệ tốc độ 1 hoặc gần 1, vì việc mài như vậy có thể khiến đĩa mài bị mòn quá nhanh hoặc gây hư hỏng cho trục lăn.
Tốc độ tiến trục(V)
Đây là một thông số làm việc khác cần thiết khi sử dụng bánh xe mài kim cương, đó là chuyển động tiến của tốc độ trục hoặc tốc độ tiếp tuyến.
Tốc độ cấp liệu tăng
- Tốc độ tiến dao trong quá trình gia công mài thuận thường cao hơn so với quá trình gia công mài ngược.
- Tốc độ cấp liệu càng nhanh, độ nhám hiệu quả của đĩa mài càng cao, khiến nó phù hợp hơn cho quá trình mài thô với tỷ lệ loại bỏ vật liệu cao.
Giảm tốc độ cấp liệu
- Khi tốc độ cấp liệu thấp, quá trình mài mòn diễn ra tinh tế hơn, tạo ra bề mặt đĩa mài mịn màng hơn.
- Phù hợp cho quá trình mài tinh yêu cầu độ bóng cao, giúp giảm độ nhám bề mặt của chi tiết gia công và nâng cao độ chính xác gia công.
Phạm vi tốc độ tiến trục được khuyến nghị chung
- Mài thô và chỉnh sửa:100 – 300 mm/min
- Mài nhẵn và chỉnh sửa:30 – 100 mm/min
Tốc độ cấp liệu nên được điều chỉnh theo yêu cầu ứng dụng và điều kiện làm việc để đảm bảo sự cân bằng tối ưu giữa hiệu quả mài và tuổi thọ của đĩa mài.
Tốc độ quay khi dừng(na)
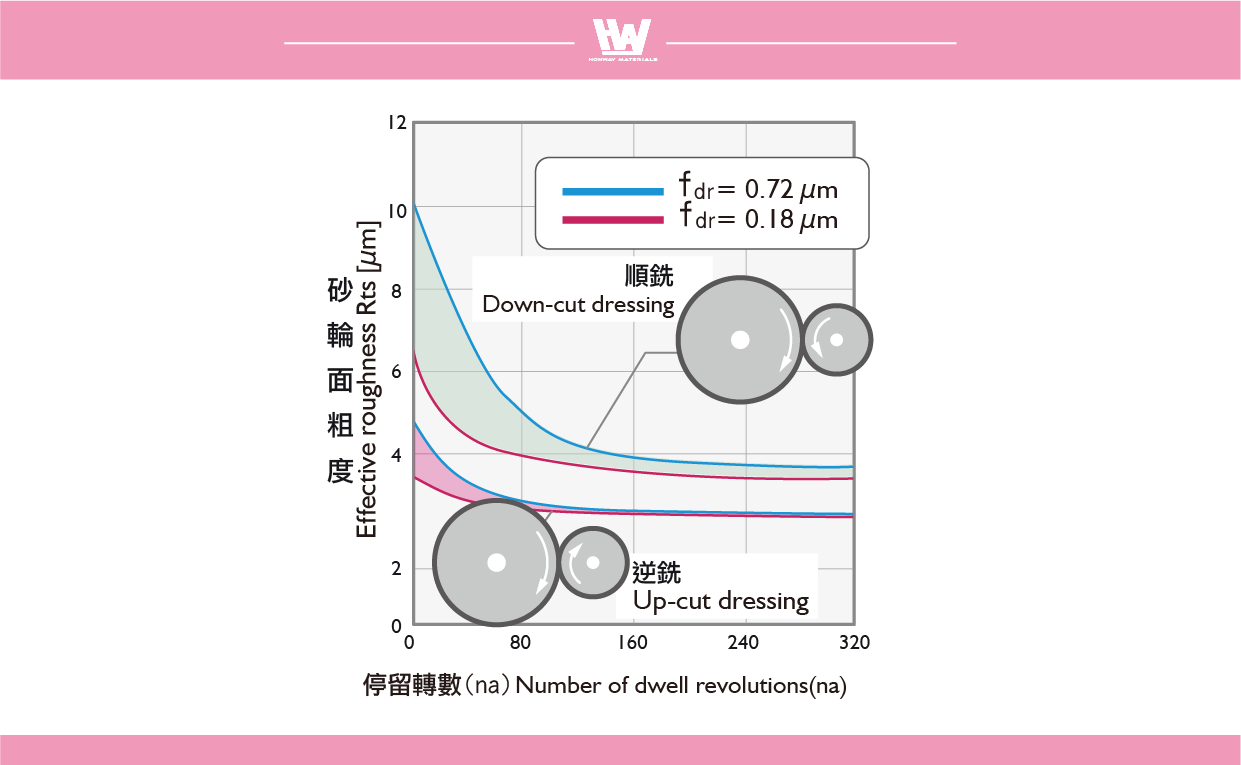
Tốc độ quay tăng (na↑) – độ nhám bề mặt càng thấp: Tuy nhiên, tốc độ quay quá cao có thể dẫn đến việc mài mòn quá mức bề mặt đĩa mài, ảnh hưởng đến hiệu suất cắt.
Số vòng quay dừng giảm (na↓) – Độ nhám bề mặt càng cao: Nếu số vòng quay dừng quá thấp, có thể dẫn đến việc gia công không đều, ảnh hưởng đến độ chính xác của quá trình gia công.
Đề xuất số vòng quay dừng khi mài theo chiều thuận và ngược
- Mài chỉnh theo chiều kim đồng hồ:Khoảng 150 vòng
- 逆銑修整:約 50 轉
※Khi độ nhám bề mặt cao, có thể tăng tốc độ quay để cải thiện chất lượng bề mặt.
Nếu bị bỏng do mài thì phải làm sao?
Mặc dù tốc độ quay thấp hơn có thể giúp duy trì độ nhám cao của đĩa mài, nhưng có thể gây ra hiện tượng cháy mài. Trong trường hợp này, nên tăng tốc độ quay phù hợp để đạt được hiệu quả mài ổn định hơn và giảm thiểu tổn thương do nhiệt.
Tốc độ cấp liệu(Ad)
Khi mài đĩa mài, bước tiến hướng kính là lượng tiến của bánh mài kim cương mỗi khi đĩa mài quay một vòng. Khi lượng tiến tăng lên (tiến thuận lớn hơn tiến nghịch), độ nhám hiệu quả sẽ tăng tương ứng.
Lượng cấp liệu đề xuất:
- Lượng cấp liệu tiêu chuẩn:0.25–0.5 μm / Mỗi vòng quay của bánh mài.
- Tổng lượng cấp liệu:Nên nhỏ nhất có thể để khôi phục hình dạng của đĩa mài (thường <0,03 mm).
- Sửa chữa liên tục:Dao cắt được cấp liệu với tốc độ 0,2 μm trên mỗi vòng quay của bánh mài.
Phạm vi lượng cấp liệu tiêu chuẩn:
- Mài thô:0.1–0.5 mm
- Mài nhẵn:0.005–0.05 mm
※Khi mài, lượng cấp liệu chủ yếu phụ thuộc vào loại trục mài, hình dạng của đĩa mài cần thiết, điều kiện cắt, mài thô hay mài tinh. Do có nhiều điều kiện ứng dụng khác nhau, chúng ta chỉ có thể điều chỉnh theo giá trị tiêu chuẩn.
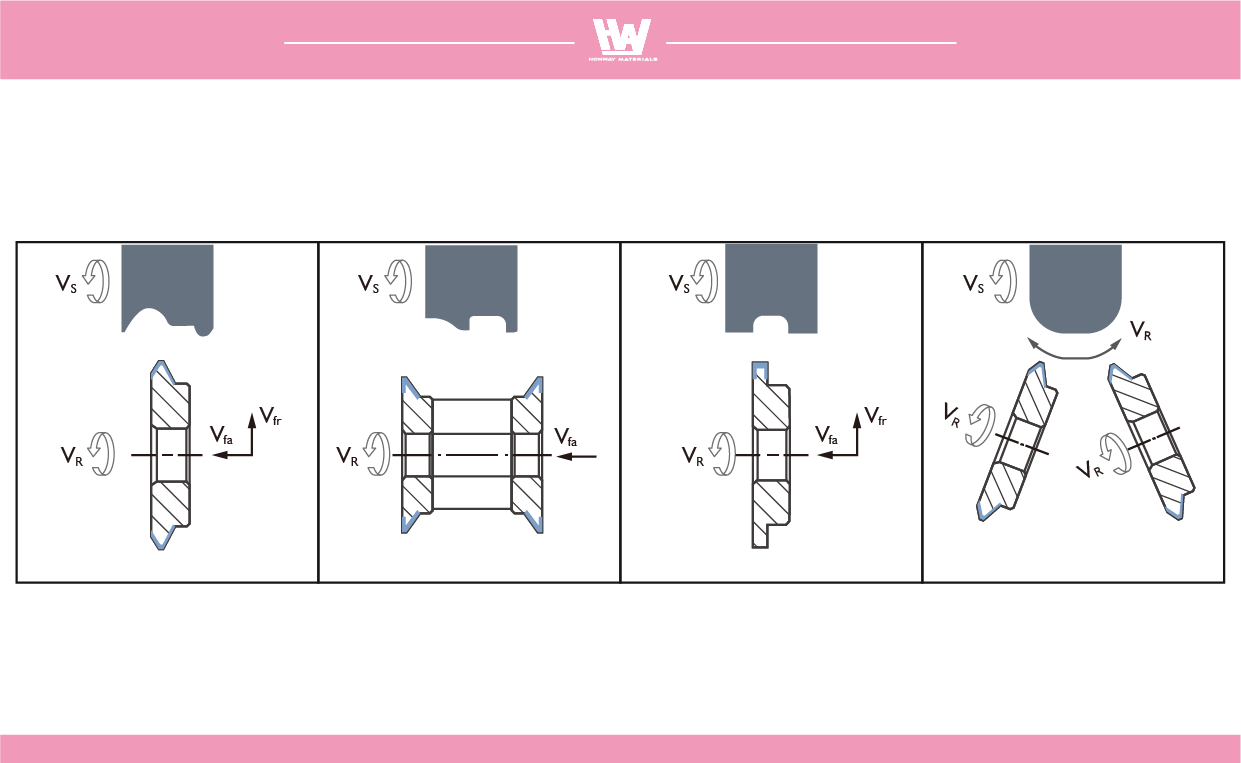
Lựa chọn hình dạng của bánh xe
Phương pháp ứng dụng Tùy thuộc vào hình dạng của đĩa mài cần thiết, cần sử dụng các loại con lăn định hình khác nhau.
Công cụ hoàn thiện thông thường
Bánh xe kim cương>>Bánh xe kim cương
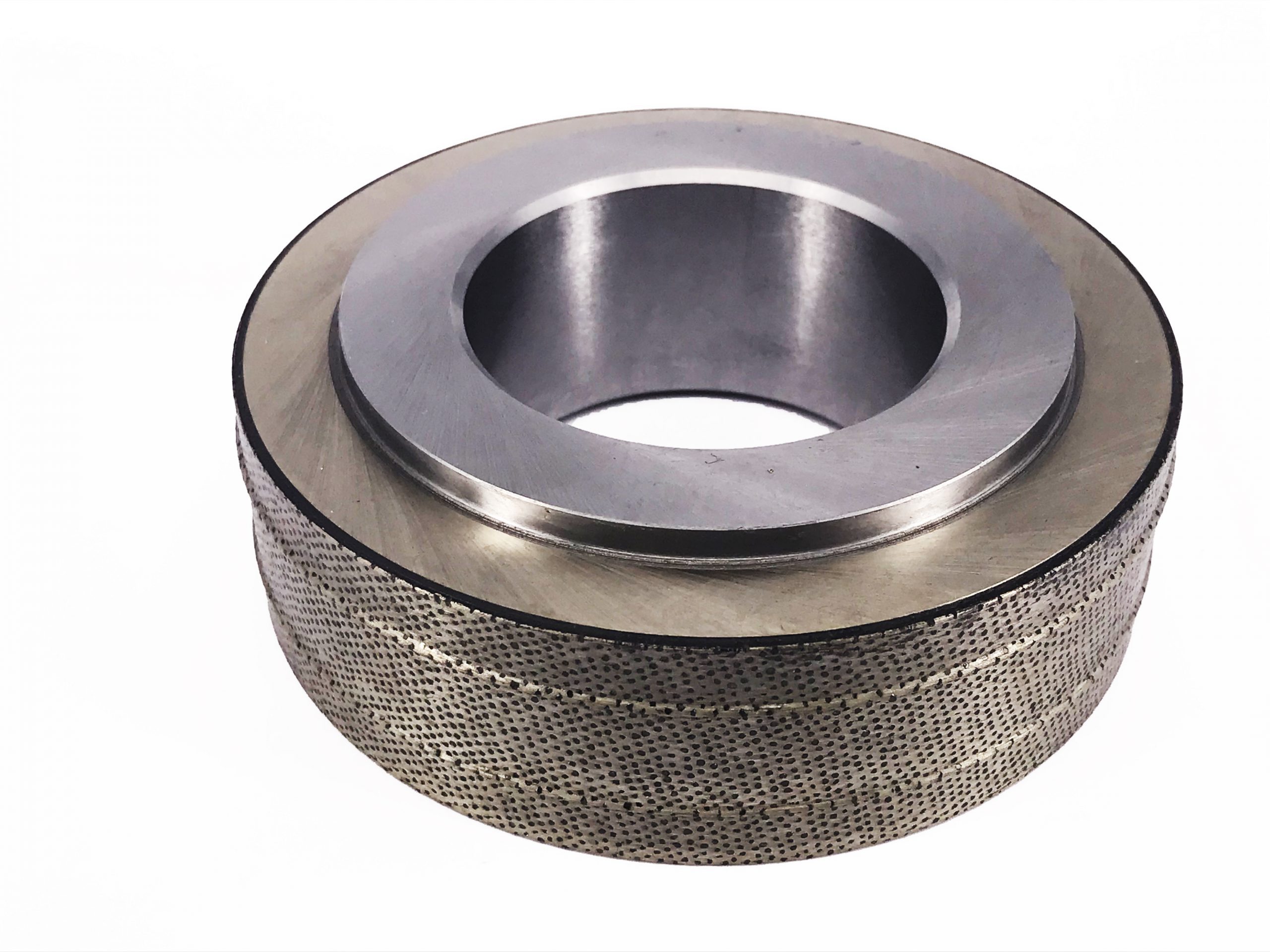
- Công nghệ: Đúc điện đảo ngược, nung kết
- Giới thiệu: Khi sử dụng máy mài kim cương để định hình đĩa mài, nó cung cấp giải pháp tối ưu cho quá trình tối ưu hóa quy trình sản xuất. Thiết bị này thường được áp dụng để định hình đĩa mài có yêu cầu độ chính xác cao (chất liệu: oxit nhôm, cacbua silic, đĩa mài CBN, v.v.).
- Áp dụng cho: các bộ phận chính xác trong các ngành công nghiệp như ổ trục, trục vít bi, ray trượt, truyền động răng, dụng cụ cắt, phụ tùng ô tô và hàng không vũ trụ. Quy trình mài tự động để duy trì độ chính xác hình dạng của đĩa mài trong quá trình gia công định hình hoặc gia công hàng loạt.
Kết luận
Cách thức và thông số cài đặt của quá trình mài lưỡi mài có ảnh hưởng quyết định đến chất lượng mài và hiệu suất gia công. Mài thuận và mài nghịch có những đặc tính khác nhau: mài thuận phù hợp cho việc loại bỏ vật liệu hiệu quả và mài thô, trong khi mài nghịch thích hợp cho gia công chính xác và các ứng dụng yêu cầu độ nhẵn cao. Các thông số quan trọng ảnh hưởng đến hiệu quả mài bao gồm tỷ lệ tốc độ, tốc độ tiến trục, tốc độ quay khi dừng và tốc độ tiến. Mỗi sự thay đổi của các thông số này đều ảnh hưởng trực tiếp đến độ nhám bề mặt của đĩa mài và tính ổn định của quá trình mài. Điều chỉnh hợp lý các thông số này có thể đảm bảo quá trình mài vừa duy trì khả năng cắt của đĩa mài vừa kéo dài tuổi thọ của nó, từ đó nâng cao chất lượng gia công tổng thể. Ngoài ra, việc lựa chọn hình dạng con lăn mài phù hợp theo yêu cầu gia công cũng là yếu tố quan trọng để đảm bảo độ chính xác của hình dạng đĩa mài và tính ổn định của quá trình mài. Trong thực tế, cần điều chỉnh linh hoạt phương pháp mài và cài đặt thông số theo điều kiện làm việc cụ thể và yêu cầu của chi tiết gia công để đạt được hiệu quả mài tối ưu và tính ổn định của quá trình gia công.
Hành động
- Tại sao quá trình mài lại sinh ra nhiệt?>>Nhiệt độ mài mòn
- Những kiến thức cơ bản về vật liệu mài mòn mà bạn cần biết>>>Mài mòn – Vật liệu mài mòn Giới thiệu
- Giới thiệu về vai trò quan trọng của chất kết dính trong hiệu suất đá mài: >>
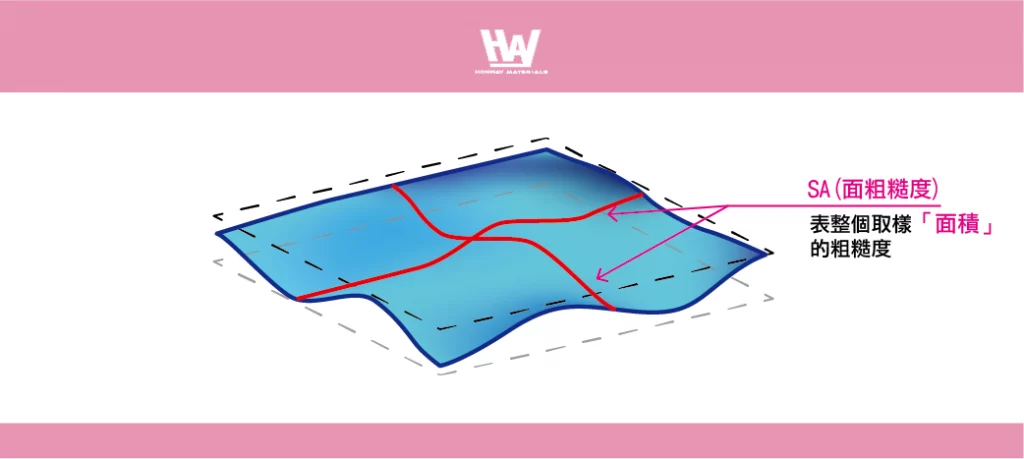
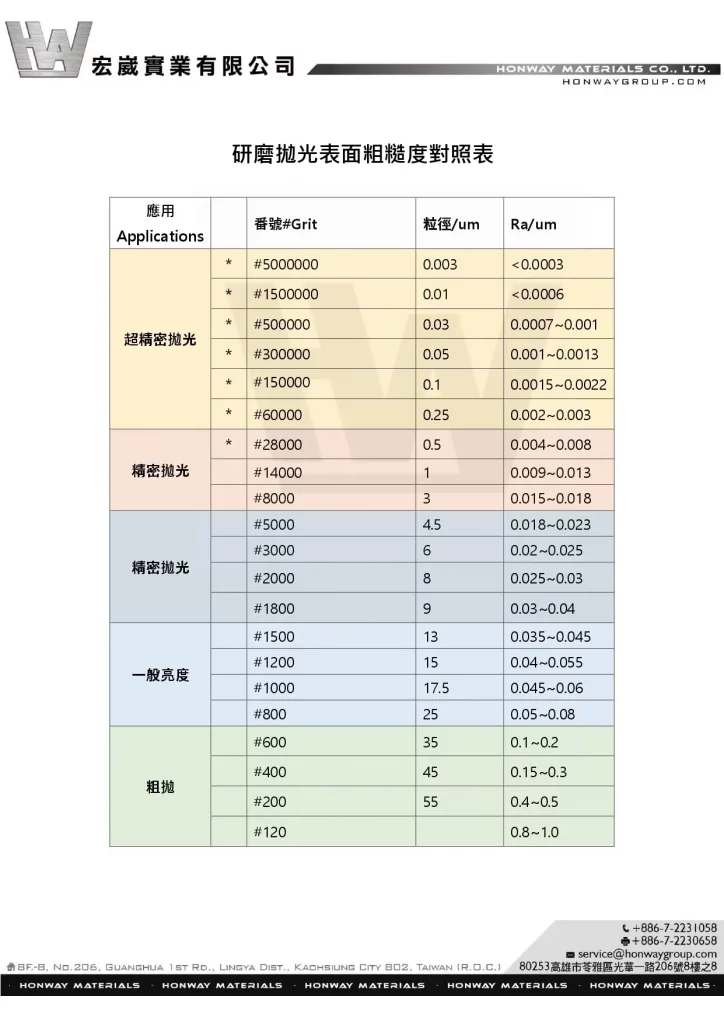
- Độ nhám bề mặt được đo hiện tại có đạt được mục tiêu mà bạn mong đợi không?>>>Bảng so sánh giữa quá trình mài và đánh bóng với độ nhám bề mặt
- Các dạng bề mặt của hạt mài trên đĩa mài>>Tác dụng mài mòn của hạt mài trên đĩa mài
- Nếu bề mặt bị biến chất thì phải làm sao?>>Phân tích chi tiết về quá trình mài để tránh làm hỏng bề mặt?
- Bề mặt không thô ráp, không nhẵn mịn.>>Độ nhám bề mặt là gì?
- Các trạng thái mài khác nhau của lưỡi cắt – Tìm hiểu về hình dạng, thay đổi và cơ chế tự sắc bén của lưỡi cắt đá mài>>
- Cách lựa chọn quy trình sản xuất bánh xe kim cương>>Quy trình sản xuất bánh xe kim cương
- Thực hiện>>>Đá mài kim cương và đá mài nitrua boron、Chất mài mòn đánh bóng、Thiết bị đánh bóng、Dụng cụ đánh bóng
- Đánh giá lại.
Về mài mòn: Chúng tôi cung cấp các điều chỉnh tùy chỉnh để điều chỉnh tỷ lệ theo nhu cầu gia công, nhằm đạt hiệu quả tối đa.
Nếu bạn vẫn chưa biết cách chọn sản phẩm phù hợp sau khi đọc nội dung, hãy liên hệ với chúng tôi, sẽ có chuyên gia hỗ trợ giải đáp cho bạn.
Hãy liên hệ với chúng tôi, sẽ có chuyên gia hỗ trợ giải đáp cho bạn.
Nếu cần báo giá tùy chỉnh, hãy liên hệ với chúng tôi.
Thời gian hỗ trợ khách hàng: Thứ Hai đến Thứ Sáu, từ 09:00 đến 18:00.
phone:07 223 1058
Nếu có chủ đề muốn tìm hiểu hoặc không thể nói rõ qua điện thoại, hãy nhắn tin trực tiếp qua Facebook nhé~~
honway fb:https://www.facebook.com/honwaygroup
Các bài viết mà bạn có thể quan tâm…
[wpb-random-posts]