Mài là một kỹ thuật gia công bề mặt độ chính xác cao được sử dụng rộng rãi trong sản xuất chính xác của nhiều loại vật liệu như kim loại, gốm sứ và chất bán dẫn. Trong quá trình mài, sự tương tác giữa đá mài và phôi tạo ra kháng lực mài, không chỉ ảnh hưởng đến hiệu quả mài mà còn tác động trực tiếp đến độ chính xác gia công, chất lượng bề mặt và tuổi thọ của đá mài. Do đó, việc khám phá sâu các nguồn gốc, yếu tố ảnh hưởng và phương pháp kiểm soát kháng lực mài là điều cần thiết để cải thiện công nghệ mài và sự ổn định gia công.
Nghiên cứu này giới thiệu khái niệm về kháng lực mài và khám phá cơ chế sinh ra của nó, phân tích thành lực mài tiếp tuyến và lực mài xuyên tâm, đồng thời phân tích các tác động của nó đến nhiệt mài, độ cứng cơ học và độ chính xác gia công.
Mục lục Khối Rank Math/Toc
Kháng lực mài là gì?
Trong quá trình mài, khi đá mài tiếp xúc và cắt phôi, các lực và phản lực được tạo ra giữa hai bên. Lực này được gọi là kháng lực mài.
Nguyên nhân gây ra kháng lực mài
Khi đá mài mài phôi, các biến dạng khác nhau xảy ra khi các cạnh cắt của hạt mài tiếp xúc với phôi. Các kháng lực phổ biến bao gồm:
- Kháng lực đàn hồi: Lực kháng sinh ra do sự biến dạng đàn hồi của bề mặt phôi khi hạt mài ấn vào nó.
- Kháng lực dẻo: Lực kháng sinh ra khi hạt mài ép vào bề mặt phôi, gây biến dạng dẻo.
- Kháng lực cắt: Lực kháng sinh ra do biến dạng cắt trong vật liệu khi vật liệu bị loại bỏ để tạo thành mảnh phoi. Danh mục mục
- Kháng lực ma sát: Lực ma sát sinh ra khi bề mặt đã mòn của hạt mài tiếp xúc với bề mặt phôi. Điều này liên quan đến trạng thái mài mòn của đá mài và tình trạng bề mặt của phôi. Danh mục mục
Các thành phần của kháng lực mài là gì?
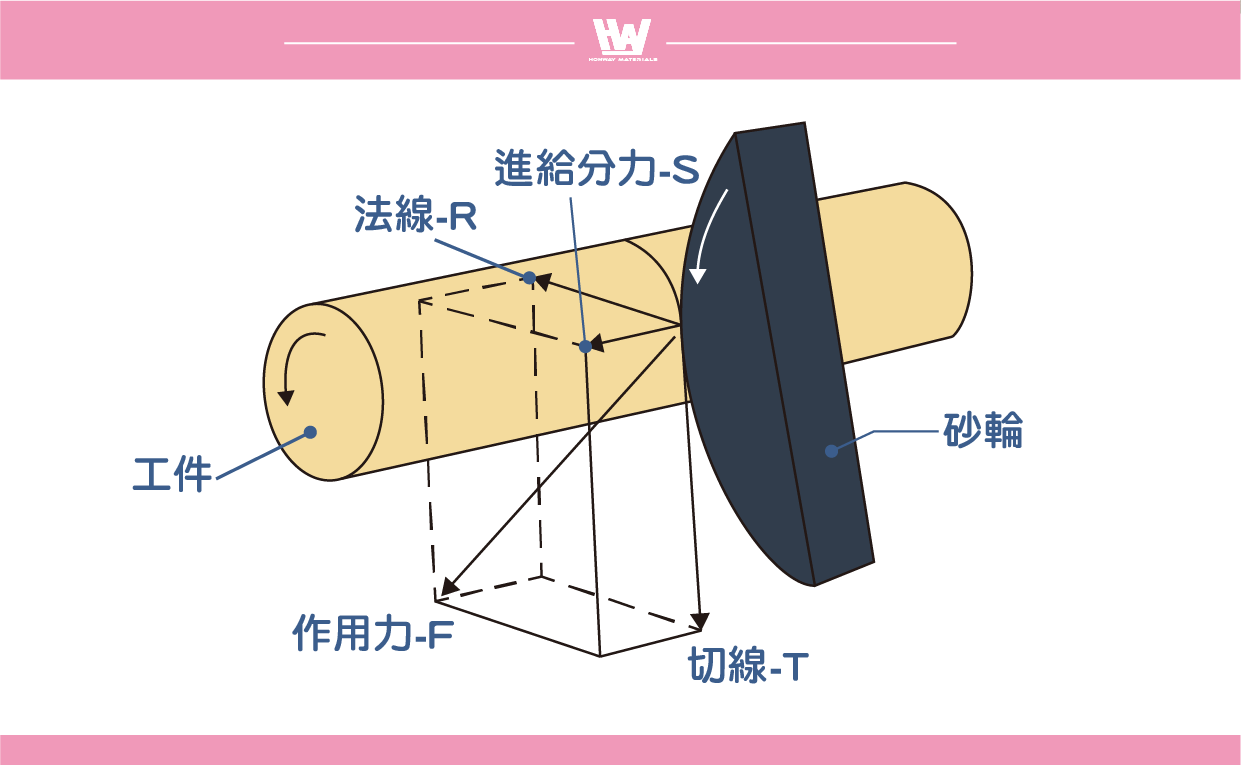
Kháng lực mài không phải là một lực duy nhất tác động theo một hướng lên đá mài. Khi xem xét cơ chế mài, kháng lực mài thường được chia thành ba thành phần: hướng quay của đá mài, hướng bán kính của đá mài và hướng đưa phôi của đá mài.
Kháng lực mài tiếp tuyến (T, Lực tiếp tuyến)– Thành phần chính
- Hướng: Theo hướng quay của đá mài
- Hiệu ứng: Tỷ lệ thuận với năng lượng cần thiết để mài, và do đó liên quan chặt chẽ đến tiêu thụ năng lượng. Thường được gọi là công suất mài hoặc tiêu thụ năng lượng. Danh mục mục
- Phương pháp đo: Có thể được đo bằng cách sử dụng đồng hồ đo công suất để đo công suất tiêu thụ của máy mài và tính toán theo công thức “Công suất ÷ Tốc độ của đá mài.”
Các thành phần của kháng lực mài là gì?
- Hướng: Vuông góc với bề mặt đá mài, tác động theo bán kính của đá mài
- Hiệu ứng: Ảnh hưởng đến sự biến dạng và rung động của phôi trong quá trình gia công, từ đó ảnh hưởng đến độ chính xác mài và chất lượng bề mặt
- Đặc điểm: Kháng lực mài xuyên tâm thường lớn hơn kháng lực mài tiếp tuyến, thường khoảng gấp 2 lần độ lớn của nó, và có thể tăng lên gấp 4 lần khi sử dụng chất lỏng mài không hòa tan trong nước. Do lực xuyên tâm lớn hơn, yêu cầu cao hơn được đặt ra đối với tuổi thọ đá mài, độ cứng cơ học và sự ổn định của thiết bị. Khi các hạt mài của đá mài bị mòn và các cạnh cắt trở nên cùn, kháng lực mài xuyên tâm sẽ tăng mạnh, dẫn đến quá trình mài không hiệu quả. Tình huống này cần được chú ý đặc biệt và điều chỉnh phù hợp.
Kháng lực mài tiếp tuyến (T, Lực tiếp tuyến) – Thành phần chính
- Hướng: Theo hướng đưa phôi của đá mài.
- Hiệu ứng: Thường nhỏ hơn, vì vậy ít được chú ý hơn, nhưng vẫn cần được xem xét trong trường hợp mài có độ chính xác cao. Danh mục mục
Kháng lực mài tiếp tuyến (T, Lực tiếp tuyến) – Thành phần chính
Trong quá trình mài, lực kháng mài được đo tại một điểm nhất định là tổng lực tác động lên tất cả các cạnh cắt của hạt mài hiện đang tiếp xúc với phôi.
Một cách tính đơn giản độ lớn của lực kháng mài có thể được biểu diễn như sau: (Số lượng các cạnh cắt của hạt mài tham gia đồng thời trong quá trình cắt × Lực kháng trung bình tác động lên một cạnh cắt).
Tuy nhiên, có nhiều yếu tố ảnh hưởng đến sự biến đổi của lực kháng mài. Sau đây là các yếu tố ảnh hưởng phổ biến:
- Số lượng các cạnh cắt của hạt mài đang hoạt động (ảnh hưởng đến lực tổng cộng)
- Độ lớn của lực kháng trung bình trên một cạnh cắt (ảnh hưởng đến lực tại một điểm đơn)
- Xu hướng biến đổi của hai yếu tố trên
※Lưu ý: Những yếu tố ảnh hưởng này không độc lập với nhau mà có sự tương tác lẫn nhau. Ví dụ, khi diện tích tiếp xúc giữa đá mài và phôi giữ nguyên, nếu số lượng các cạnh cắt tham gia vào quá trình cắt giảm xuống, khoảng cách giữa các cạnh cắt sẽ tăng lên. Điều này dẫn đến độ sâu cắt của từng hạt mài riêng lẻ tăng lên, kéo theo sự gia tăng lực kháng tác động lên một cạnh cắt.
Những yếu tố nào ảnh hưởng đến số lượng các cạnh cắt của hạt mài đang hoạt động? Tác động của kháng lực mài đối với gia công
Như đã đề cập ở trên, có nhiều yếu tố ảnh hưởng, trong đó có số lượng các cạnh cắt của hạt mài đang hoạt động. Diện tích tiếp xúc và mật độ là những yếu tố quan trọng ảnh hưởng đến số lượng các cạnh cắt:
- Diện tích tiếp xúc giữa đá mài và phôi
- Được xác định bởi tích của chiều dài cung tiếp xúc và chiều rộng mài.
- Mật độ các cạnh cắt đang hoạt động
- Bị ảnh hưởng bởi loại đá mài (ví dụ: kích thước hạt mài, loại chất kết dính) và điều kiện sửa đá mài.
- Bị ảnh hưởng bởi điều kiện mài (ví dụ: tốc độ đưa phôi, độ sâu cắt).
※Lưu ý: Vì đá mài liên tục bị mài mòn trong quá trình mài, mật độ liên tục thay đổi, khiến việc tính toán giá trị chính xác trở nên khó khăn.
tác động của kháng lực mài đối với gia công
Tác động của lực kháng mài có thể được chia thành hai hướng: tiếp tuyến và xuyên tâm:
- Kháng lực mài tiếp tuyến (T) ảnh hưởng đến nhiệt mài
- Danh sách: Ảnh hưởng trực tiếp đến sự sinh nhiệt mài, từ đó ảnh hưởng đến sự thay đổi nhiệt của bề mặt gia công.
- Nhiệt mài quá mức có thể gây cháy bề mặt phôi hoặc làm suy giảm vật liệu. Danh mục mục
- Kháng lực mài xuyên tâm (R) ảnh hưởng đến độ chính xác gia công
- Gây ra sự biến dạng của đá mài, phôi và trục đá mài, dẫn đến giảm độ chính xác gia công.
- Biến dạng quá mức có thể dẫn đến lỗi kích thước và suy giảm chất lượng bề mặt.
Tỷ lệ giữa kháng lực mài tiếp tuyến và kháng lực mài xuyên tâm ảnh hưởng đến hiệu suất của quá trình mài. Mài hiệu quả cao thường yêu cầu kháng lực mài xuyên tâm thấp hơn để giảm biến dạng cơ học và tải trọng thiết bị.
Làm thế nào để chúng ta đảm bảo chất lượng gia công?
Vì những yếu tố này có mối quan hệ tương tác, phân tích định lượng những thay đổi này có thể giúp chúng ta xác định cách lực kháng mài tổng thể tác động lên đá mài thay đổi. Trong việc cải thiện quy trình mài, cần xem xét sự tương tác giữa số lượng hạt mài và lực kháng trên một cạnh cắt để đảm bảo tính ổn định của điều kiện mài và chất lượng gia công.
Kết luận
Lực kháng mài là một yếu tố quan trọng ảnh hưởng đến hiệu suất, độ chính xác và chất lượng gia công trong quá trình mài. Nó chủ yếu được xác định bởi số lượng các cạnh cắt của hạt mài đang hoạt động và lực kháng trung bình trên một cạnh cắt. Hai yếu tố này không thay đổi một cách độc lập và yêu cầu xem xét toàn diện các yếu tố như điều kiện mài, trạng thái sửa đá mài và vật liệu phôi.
Kháng lực mài tiếp tuyến (T) liên quan trực tiếp đến nhiệt mài, ảnh hưởng đến sự thay đổi nhiệt và sự hư hại vật liệu trên bề mặt phôi. Kháng lực mài xuyên tâm (R) ảnh hưởng đến sự biến dạng của đá mài, phôi và cấu trúc máy, từ đó tác động đến độ chính xác gia công và tuổi thọ thiết bị. Tỷ lệ giữa hai loại kháng lực này rất quan trọng đối với sự ổn định của quá trình mài và hiệu suất gia công.
Hơn nữa, các yếu tố chính ảnh hưởng đến lực kháng mài bao gồm diện tích tiếp xúc giữa đá mài và phôi, mật độ các cạnh cắt đang hoạt động, và điều kiện mài. Vì những yếu tố này tương tác và thay đổi phức tạp trong quá trình mài, không thể đánh giá sự biến đổi của lực kháng mài chỉ bằng cách xem xét một biến số. Chỉ thông qua việc điều chỉnh tham số thích hợp, tối ưu hóa điều kiện sửa đá mài, và lựa chọn cùng ứng dụng chất lỏng cắt phù hợp mới có thể kiểm soát lực kháng mài một cách hiệu quả, đạt được quy trình mài hiệu quả và ổn định, đảm bảo chất lượng phôi và kéo dài tuổi thọ đá mài.
Hành động
- Why does grinding generate heat?>>Nhiệt mài
- Kiến thức cơ bản về hạt mài cần biết – Giới thiệu về Mài và Hạt mài >>>
- Vai trò quan trọng của hiệu suất đá mài – Chất kết dính>>Bond
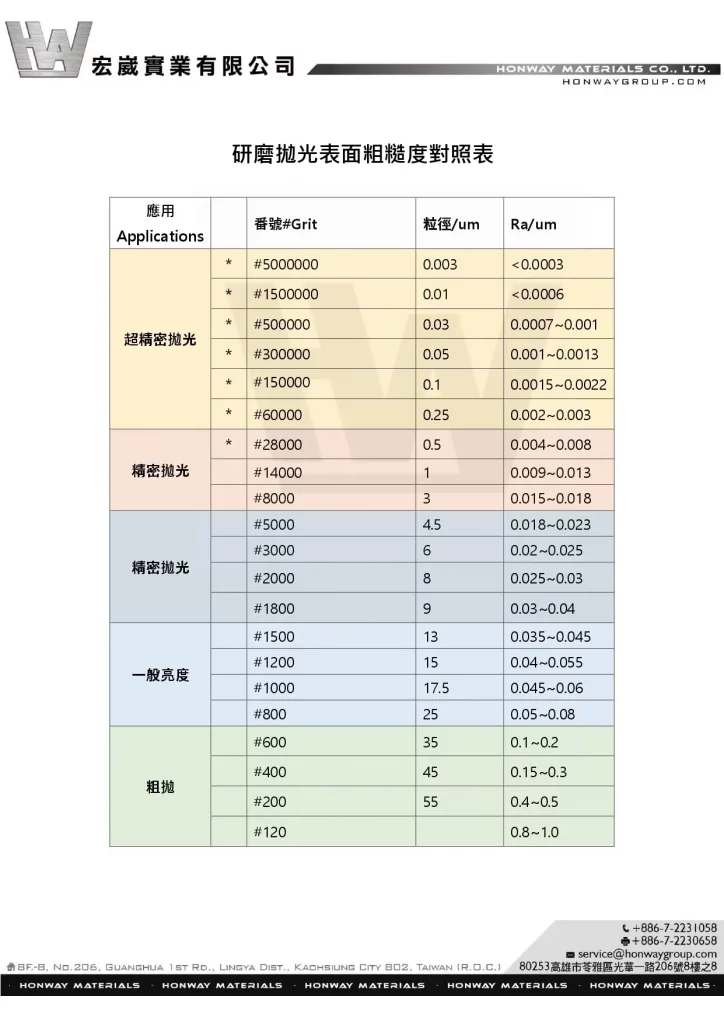
- Liệu độ nhám bề mặt đo được hiện tại có đáp ứng mục tiêu mong đợi của bạn – Bảng so sánh mài bóng và độ nhám bề mặt>>>Comparison Chart of Grinding Polishing and Surface Roughness
- Các khía cạnh khác nhau của hạt mài trên đá mài – >>The Grinding Effect of the Grinding Wheel Particles
- Phải làm gì nếu bề mặt bị suy giảm.>>In-depth analysis of grinding to avoid surface deterioration
- Bề mặt không bị nhám, ánh sáng không mượt mà
>>What is surface roughness? - Các trạng thái mài khác nhau của cạnh cắt
>>In-depth understanding of grinding wheel cutting edge shapes, variations, and self-sharpening mechanisms - hành động>>>Diamond and CBN grinding wheel, Polishing abrasive, Polishing Equipment, Polishing Tools
- Review
Chúng tôi cung cấp các điều chỉnh tùy chỉnh cho quy trình nghiền, được thiết kế để đáp ứng các yêu cầu xử lý nhằm đạt hiệu quả tối đa.
Sau khi đọc nội dung, nếu bạn vẫn không biết cách chọn tùy chọn phù hợp nhất,
Hãy liên hệ với chúng tôi và sẽ có chuyên gia sẵn sàng giải đáp các câu hỏi của bạn.
Nếu bạn cần báo giá tùy chỉnh, bạn cũng được chào đón để liên hệ với chúng tôi.
Thời gian hỗ trợ khách hàng: Thứ Hai đến Thứ Sáu, 09:00~18:00 (GMT+8).
thoạiđiện thoại: +8867 223 1058
Nếu bạn có một chủ đề muốn tìm hiểu hoặc một cuộc gọi điện thoại không rõ ràng, bạn được hoan nghênh gửi tin nhắn riêng đến Facebook~~
Honway Facebook: https://www.facebook.com/honwaygroup
Bạn có thể quan tâm đến…
[wpb-random-posts]