Vật liệu mài mòn là vật liệu cốt lõi trong quá trình mài, và chủng loại cũng như đặc tính của chúng đóng vai trò quan trọng trong hiệu quả và chất lượng gia công. Tùy thuộc vào đặc tính của vật liệu, yêu cầu gia công và điều kiện vận hành, việc lựa chọn vật liệu mài mòn phù hợp có thể cải thiện hiệu suất gia công, giảm tiêu thụ năng lượng và kéo dài tuổi thọ dụng cụ. Vật liệu mài mòn phổ biến bao gồm nhôm oxit, silicon carbide, zirconium oxide và siêu mài mòn (như kim cương và CBN). Chúng có những đặc tính riêng về độ cứng, độ dẻo dai, khả năng chống mài mòn, v.v. và được sử dụng rộng rãi trong các ngành công nghiệp và vật liệu phôi khác nhau.
Bài viết này sẽ kết hợp các đặc điểm và ứng dụng của chất mài mòn để phân tích việc lựa chọn chúng trong quá trình xử lý các vật liệu khác nhau.
Mục lục
Phân loại và mã mài mòn
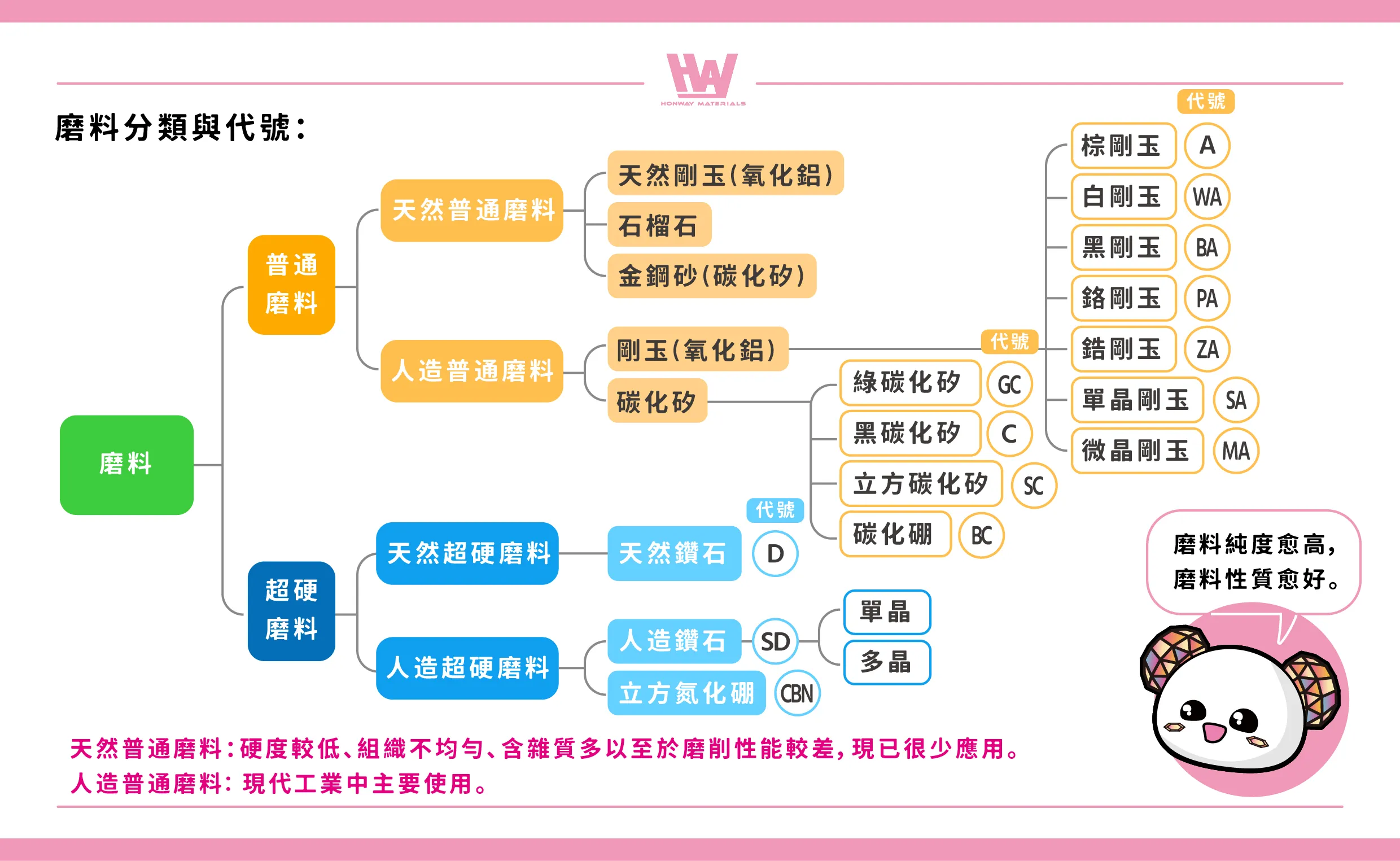
Vật liệu mài mòn tự nhiên phổ biến: Chúng được sử dụng rộng rãi từ thời cổ đại. Ngày nay, chúng hiếm khi được sử dụng do độ cứng thấp, cấu trúc không đồng đều và nhiều tạp chất, dẫn đến hiệu suất mài kém.
Vật liệu mài mòn nhân tạo thông thường: Chủ yếu được sử dụng trong công nghiệp hiện đại. Có hai loại chính: nhôm oxit và silicon carbide.
Vật liệu mài mòn siêu cấp: có độ cứng và khả năng chống mài mòn cực cao, thích hợp cho việc mài và cắt chính xác các vật liệu cứng và khó gia công. Chủ yếu có hai loại: kim cương hoặc boron nitride khối (CBN).
(Đọc thêm: Giới thiệu về Mài – Mài mòn)
※Bài viết này tập trung vào ứng dụng của hệ thống nhôm oxit và silic cacbua
Cấu trúc của vật liệu mài mòn Alumina
Vật liệu mài mòn nhôm (như vật liệu mài mòn A và WA) có đường phân cắt theo một hướng cụ thể, giúp vật liệu mài mòn dễ nứt theo hướng đó hơn, nhưng sự phân cắt này thường không hoàn toàn, và bề mặt nứt có đặc điểm giống như vỏ sò. Khi lưỡi cắt bị cùn, lực cản mài tác dụng lên vật liệu mài mòn sẽ tăng lên, khiến vật liệu mài mòn tiếp tục bị nứt, từ đó tạo ra một lưỡi cắt mới. Đồng thời, một phần chất kết dính và các mảnh vụn mài mòn bị loại bỏ, tạo thành khe hở phoi mới tại đây.
Do vật liệu mài mòn trong đá mài có thể liên tục tạo ra lưỡi cắt sắc bén trong quá trình nghiền, nên đá mài có thể duy trì khả năng nghiền liên tục. Đặc tính này làm cho vật liệu mài mòn oxit nhôm rất phù hợp cho việc nghiền hiệu suất cao, đặc biệt trong những trường hợp cần lưỡi cắt sắc bén tự sinh để duy trì hiệu suất nghiền ổn định.
Cấu trúc của vật liệu mài mòn Silicon Carbide
Trong vật liệu mài silicon carbide (như vật liệu mài C và GC), cơ chế bẻ gãy lưỡi cắt tương tự như vật liệu mài nhôm oxit, cũng bị bẻ gãy do lực cản tăng lên trong quá trình mài, tạo ra lưỡi cắt mới. Tuy nhiên, đặc tính bẻ gãy của vật liệu mài silicon carbide lại khác: nó bị bẻ gãy hoàn toàn khi bẻ gãy, và bề mặt gãy không có hình dạng vỏ sò, mà tạo thành lưỡi cắt sắc bén hơn.
Tính chất cắt sạch này cho phép vật liệu mài mòn silicon carbide nhanh chóng tạo ra cạnh mài cực kỳ sắc bén, đặc biệt phù hợp với các vật liệu có độ bền kéo thấp.
Xếp hạng độ bền mài mòn
Khi vật liệu mài mòn bị phá vỡ, các cạnh mài mới sẽ lộ ra, nhưng độ dễ phá vỡ phụ thuộc vào độ bền của vật liệu mài mòn. Thứ tự độ bền từ cao đến thấp là: Vật liệu mài mòn A > Vật liệu mài mòn WA > Vật liệu mài mòn C > Vật liệu mài mòn GC. Tuy nhiên, xét về độ dễ hình thành cạnh mài mới, thứ tự lại hoàn toàn ngược lại, theo thứ tự sau: Vật liệu mài mòn GC dễ hình thành nhất, tiếp theo là vật liệu mài mòn C, vật liệu mài mòn WA và cuối cùng là vật liệu mài mòn A.
Chúng ta có thể lựa chọn chất mài mòn phù hợp theo độ bền của vật liệu gia công để đạt hiệu quả mài tốt hơn.
- Hạt mài GC (độ bền thấp nhất): thích hợp để gia công các vật liệu cứng và giòn như thủy tinh, gốm sứ và cacbua xi măng. Nó có thể nhanh chóng tạo ra lưỡi cắt sắc bén, đạt hiệu quả mài mòn cao.
- Vật liệu mài mòn C: Thích hợp để gia công các vật liệu hơi cứng hơn nhưng vẫn cứng, chẳng hạn như một số kim loại và vật liệu phi kim loại.
- Vật liệu mài mòn WA: Thích hợp để gia công các vật liệu có độ cứng trung bình và độ dẻo dai cao, chẳng hạn như thép hợp kim thông thường hoặc thép dụng cụ.
- Vật liệu mài mòn (độ dẻo dai cao nhất): thích hợp để gia công các vật liệu có độ dẻo dai cao hơn, chẳng hạn như thép cacbon, thép không gỉ, v.v., vì khó bị phá vỡ hơn và có thể duy trì tuổi thọ cắt ổn định.
Sự khác biệt giữa vật liệu mài mòn A và C trong quá trình mài các kim loại khác nhau

Lấy chất mài mòn A và C để mài thép mềm và gang làm ví dụ:
Ưu điểm của vật liệu mài mòn A cho thép mềm:
- Thép mềm có độ bền kéo cao và sử dụng vật liệu mài mòn cứng có thể ngăn lưỡi cắt bị hỏng do gãy giòn.
- Lưỡi cắt của vật liệu mài mòn A có khả năng chống mài mòn tốt hơn và ít bị sứt mẻ hơn, đồng thời có thể được đưa vào phôi ổn định hơn, phát huy hết khả năng mài của nó.
Ưu điểm của vật liệu mài mòn C cho gang:
- Gang có độ bền kéo thấp và giòn, và vật liệu mài mòn C (độ giòn cao) dễ dàng tạo thành lưỡi cắt mới sắc bén.
- Lưỡi cắt mài mòn C có thể xuyên hoàn toàn vào vật liệu phôi trong quá trình mài, nhanh chóng phá vỡ vật liệu và tạo ra lưỡi cắt mới, do đó cải thiện hiệu quả mài.
Vì vậy, chúng ta có thể rút ra những kết luận sau
Chất mài mòn A thích hợp cho các vật liệu có độ bền kéo cao (như thép mềm):
- Khi sử dụng vật liệu mài mòn C, lưỡi cắt giòn dễ bị gãy và không thể lắp chắc chắn vào phôi, dẫn đến hiệu suất mài thấp.
- Khi sử dụng vật liệu mài mòn A, bạn có thể tận dụng độ bền cao của nó và đưa lưỡi cắt vào phôi một cách ổn định, phát huy tối đa khả năng mài.
Đối với vật liệu có độ bền kéo thấp (như gang), vật liệu mài mòn C phù hợp:
- Sử dụng vật liệu mài mòn C, lưỡi cắt có thể được tái tạo nhanh chóng và vẫn sắc bén, cải thiện hiệu quả mài.
- Vật liệu mài mòn A không dễ bị phá vỡ và khó tạo ra lưỡi cắt mới nhanh chóng nên không hiệu quả bằng vật liệu mài mòn C.
Tuy nhiên, nếu gặp vật liệu có tính chất trung gian như thép cán, cả hạt mài A và C đều không thể đạt hiệu quả cắt tốt. Không có giải pháp tối ưu nào cho vật liệu trong khoảng này, vì vậy nên sử dụng hạt mài A giá rẻ, tiết kiệm và có nhiều ưu điểm hơn.
Vậy thì loại vật liệu mài mòn WA có độ bền thấp hơn vật liệu mài mòn A được sử dụng vào những trường hợp nào?
- Khả năng tái tạo lưỡi cắt mạnh mẽ: So với vật liệu mài mòn A, vật liệu mài mòn WA dễ hình thành lưỡi cắt mới hơn nên khả năng cắt tốt hơn.
- Phù hợp cho những trường hợp cần diện tích tiếp xúc lớn: Khi diện tích tiếp xúc giữa chi tiết và đá mài lớn, hạt mài WA có thể ngăn ngừa hiệu quả việc giảm hiệu suất mài do diện tích tiếp xúc tăng lên. Ví dụ, khi mài bề mặt bên trong của chi tiết có độ bền kéo cao như thép bằng đá mài có đường kính nhỏ hơn 6mm, hãy sử dụng hạt mài A. Nếu đường kính đá mài tăng, diện tích tiếp xúc cũng tăng, thì hạt mài WA là phù hợp.
- Giảm nhiệt mài: Lưỡi cắt được tái tạo trơn tru, có thể giảm nhiệt sinh ra trong quá trình mài. Đặc biệt thích hợp cho các tình huống gia công cần tránh nhiệt độ quá cao.
Vậy chất mài mòn GC được sử dụng trong những trường hợp nào?
- Phù hợp với vật liệu cứng và giòn: Tiêu chí lựa chọn phôi giống như tiêu chí lựa chọn vật liệu mài mòn C.
- Phù hợp với diện tích tiếp xúc lớn và những trường hợp nhạy cảm với nhiệt: Vật liệu mài mòn GC giòn hơn và có thể vỡ nhanh hơn để tạo ra các cạnh cắt mới sau khi thụ động hóa, giúp giảm hiệu quả nhiệt sinh ra trong quá trình mài và do đó giảm nguy cơ nứt.
Thời gian sử dụng của hạt mài GC gần giống với hạt mài C, nhưng có thêm đặc tính giảm nhiệt mài. Đây là lựa chọn tốt cho các vật liệu cứng và giòn không chịu nhiệt, đồng thời có thể tránh được nguy cơ nứt vỡ vật liệu. Ngược lại, hạt mài C phù hợp với các vật liệu chịu nhiệt tốt hơn.
Làm thế nào để chọn vật liệu mài mòn?
1. Vật liệu mài mòn nhôm (A, WA)
- Vật liệu phôi có độ bền kéo cao (như thép mềm, thép không gỉ).
- Vật liệu mài mòn WA đặc biệt thích hợp cho việc xử lý diện tích lớn và những trường hợp nhạy cảm với nhiệt do những đặc tính ban đầu của nó.
2. Vật liệu mài mòn silicon carbide (C, GC)
- Vật liệu phôi có độ bền kéo thấp (như gang, vật liệu cứng và giòn).
- Vật liệu cứng và giòn (như gốm và thủy tinh).
- Đối với các hoạt động có diện tích tiếp xúc lớn hoặc yêu cầu nhiệt độ thấp, chất mài mòn GC hiệu quả hơn.
3. Vật liệu mài mòn oxit zirconi, oxit nhôm, vật liệu mài mòn oxit zirconi
- Nó có khả năng chịu nhiệt độ cao, chống mài mòn, hiệu suất mài tốt, độ bền cao và phù hợp với tải trọng cường độ cao.
- Nó cung cấp tỷ lệ nghiền cao hơn so với vật liệu mài mòn oxit nhôm và có thể được sử dụng để nghiền thép, gang, thép chịu nhiệt, titan, hợp kim niken, hợp kim nhôm, hợp kim titan, vonfram, v.v.
- Đặc biệt dùng để nghiền các vật liệu có độ dẻo dai cao như thép không gỉ austenit.
Phụ lục: Thép không gỉ Austenit: Độ bền thấp nhưng hiệu suất gia công trung bình, độ dẻo và khả năng chống mài mòn tốt, tính chất cơ học ổn định trong môi trường nhiệt độ cao và thấp, khả năng kháng axit tuyệt vời. Do đó, nó được đánh giá rộng rãi trong các lĩnh vực thiết bị công nghiệp, năng lượng và điện, y học và sức khỏe, v.v.
4. Vật liệu siêu mài mòn (kim cương, nitride bo khối/CBN)
- Vật liệu mài kim cương: Thích hợp cho hợp kim siêu cứng, gốm sứ và các vật liệu cứng giòn khác, nhưng dễ bị mài mòn do nhiệt khi mài thép, đặc biệt là các nguyên tố sắt.
- Hạt mài CBN: Thích hợp cho kim loại có chứa hạt cứng, chẳng hạn như thép gió và thép khó cắt. Hiệu suất mài cực cao, tỷ lệ mài có thể đạt hơn 1000.
Cuối cùng, chúng ta có thể lựa chọn chất mài mòn phù hợp theo đặc tính của các vật liệu sau:
- Vật liệu mềm và cứng (như thép mềm và thép không gỉ): Sử dụng chất mài mòn A hoặc WA.
- Vật liệu cứng và giòn (như gang và gốm): Sử dụng chất mài mòn C hoặc GC.
- Các vật liệu đặc biệt khó cắt (như thép tốc độ cao, hợp kim siêu cứng): sử dụng vật liệu mài kim cương hoặc CBN.
- Đối với các hoạt động có diện tích tiếp xúc lớn và không chịu được nhiệt độ cao: Nên sử dụng vật liệu mài mòn WA hoặc GC.
- Yêu cầu tỷ lệ nghiền cao: Vật liệu mài mòn oxit Zirconium và vật liệu mài mòn CBN là những lựa chọn hiệu quả hơn.
Kết luận
Các loại vật liệu mài mòn khác nhau có những ưu điểm khác nhau tùy theo đặc tính và phạm vi áp dụng của chúng. Vật liệu mài mòn gốc alumina (A, WA) thích hợp để gia công các vật liệu có độ bền kéo cao như thép mềm và thép không gỉ do độ dẻo dai và độ ổn định của chúng; vật liệu mài mòn gốc silicon carbide (C, GC) thích hợp để gia công các vật liệu cứng và giòn như gang và gốm sứ do độ giòn cao của chúng, đặc biệt là đối với các hoạt động có diện tích tiếp xúc lớn. Vật liệu mài mòn zirconi oxit vượt trội trong quá trình mài tải trọng cao do độ dẻo dai của chúng và đặc biệt thích hợp cho thép không gỉ austenit có độ dẻo dai cao. Vật liệu mài mòn siêu cứng (kim cương, CBN) lý tưởng để gia công các hợp kim siêu cứng, gốm sứ và các vật liệu khó cắt do độ cứng cực cao của chúng. Việc lựa chọn vật liệu mài mòn phù hợp không chỉ có thể cải thiện hiệu quả mài mà còn giảm chi phí gia công và đáp ứng các nhu cầu gia công đa dạng.
Hành động
- >>>Cách chọn giữa đá mài kim cương và đá mài CBN: Việc lựa chọn phụ thuộc vào đặc tính vật liệu gia công và điều kiện sử dụng.
- Những kiến thức cơ bản về vật liệu mài mòn mà bạn cần biết>>>Mài mòn – Vật liệu mài mòn Giới thiệu
- Giới thiệu về vai trò quan trọng của chất kết dính trong hiệu suất đá mài: >>
- Các dạng bề mặt của hạt mài trên đĩa mài>>Tác dụng mài mòn của hạt mài trên đĩa mài
- Làm thế nào để chọn đúng tổ hợp >>Tổ hợp là gì? Làm thế nào để tôi chọn
- Thực hiện>>>Đá mài kim cương và đá mài nitrua boron、Chất mài mòn đánh bóng、Thiết bị đánh bóng、Dụng cụ đánh bóng
- Đánh giá lại.
Về mài mòn: Chúng tôi cung cấp các điều chỉnh tùy chỉnh để điều chỉnh tỷ lệ theo nhu cầu gia công, nhằm đạt hiệu quả tối đa.
Nếu bạn vẫn chưa biết cách chọn sản phẩm phù hợp sau khi đọc nội dung, hãy liên hệ với chúng tôi, sẽ có chuyên gia hỗ trợ giải đáp cho bạn.
Hãy liên hệ với chúng tôi, sẽ có chuyên gia hỗ trợ giải đáp cho bạn.
Nếu cần báo giá tùy chỉnh, hãy liên hệ với chúng tôi.
Thời gian hỗ trợ khách hàng: Thứ Hai đến Thứ Sáu, từ 09:00 đến 18:00.
phone:07 223 1058
Nếu có chủ đề muốn tìm hiểu hoặc không thể nói rõ qua điện thoại, hãy nhắn tin trực tiếp qua Facebook nhé~~
honway fb:https://www.facebook.com/honwaygroup
Các bài viết mà bạn có thể quan tâm…
[wpb-random-posts]