




Tính năng sản phẩm của dụng cụ PCD hình nón HCD.YZZ
Với độ cứng cực cao và khả năng chống mài mòn tuyệt vời, góc côn và kích thước có thể tùy chỉnh theo nhu cầu để nâng cao hiệu quả gia công. Đặc biệt thích hợp cho sản xuất mũi khoan và dao phay vát mép.
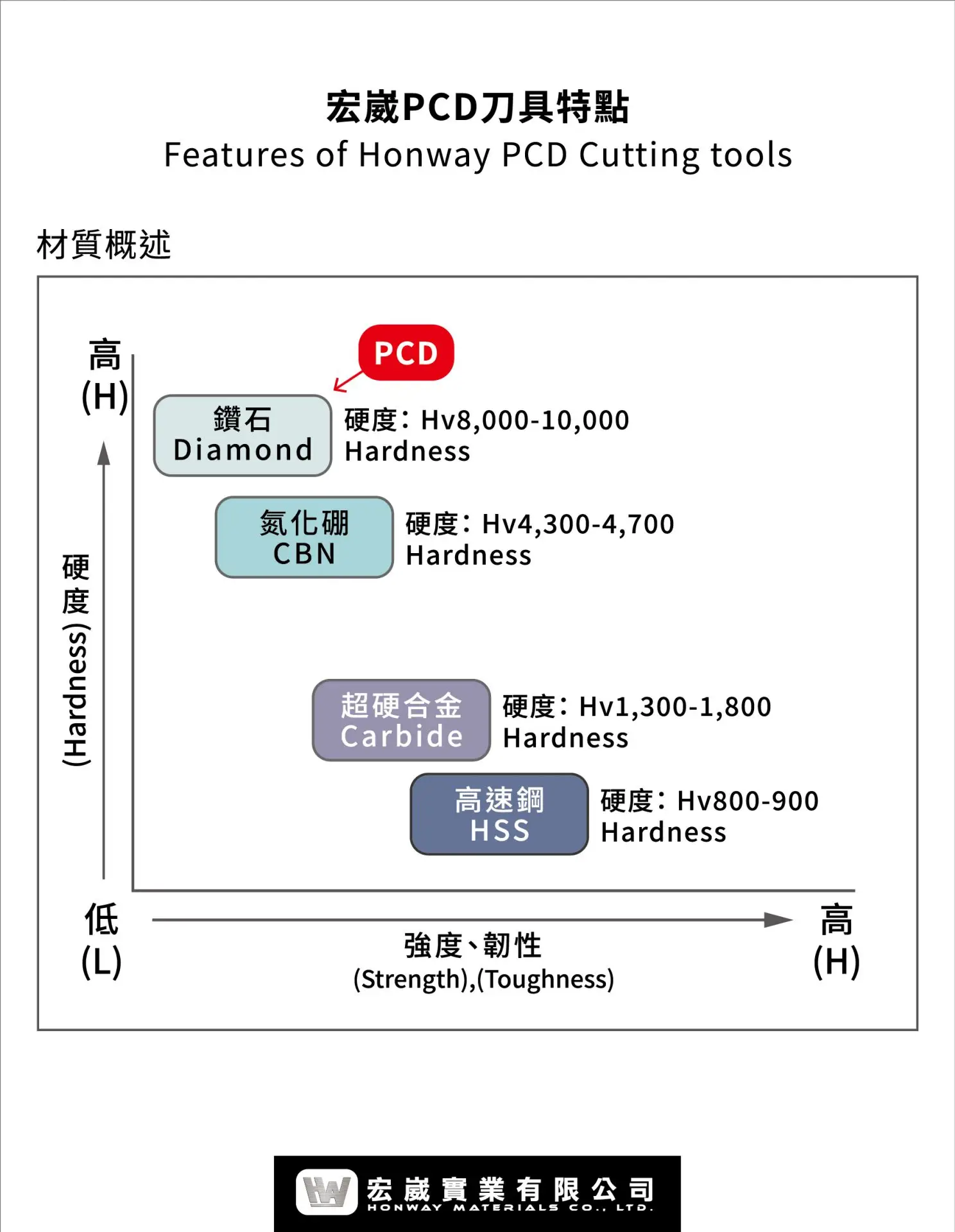
- Độ cứng cực cao và độ dẫn nhiệt tốt.
- Góc hình nón tùy chỉnh để cải thiện hiệu quả khoan.
- Thiết kế hình nón độc đáo làm cho khả năng chống mài mòn của mũi khoan dụng cụ cao hơn nhiều so với mũi khoan hợp kim phủ.
- Thích hợp để khoan CFRP có lớp xen kẽ bằng nhôm hoặc titan.
- Hiệu suất của công cụ ổn định.
Lĩnh vực ứng dụng:
- Thích hợp cho các hoạt động phay và khoan, đặc biệt là gia công vật liệu cứng, khoan, cắt, v.v.
- Phù hợp để cắt các loại đế bán dẫn trong quy trình CoWos, bao gồm đế silicon carbide, đế kính, đế gốm và đế nhôm oxit.
Thông số kỹ thuật sản phẩm
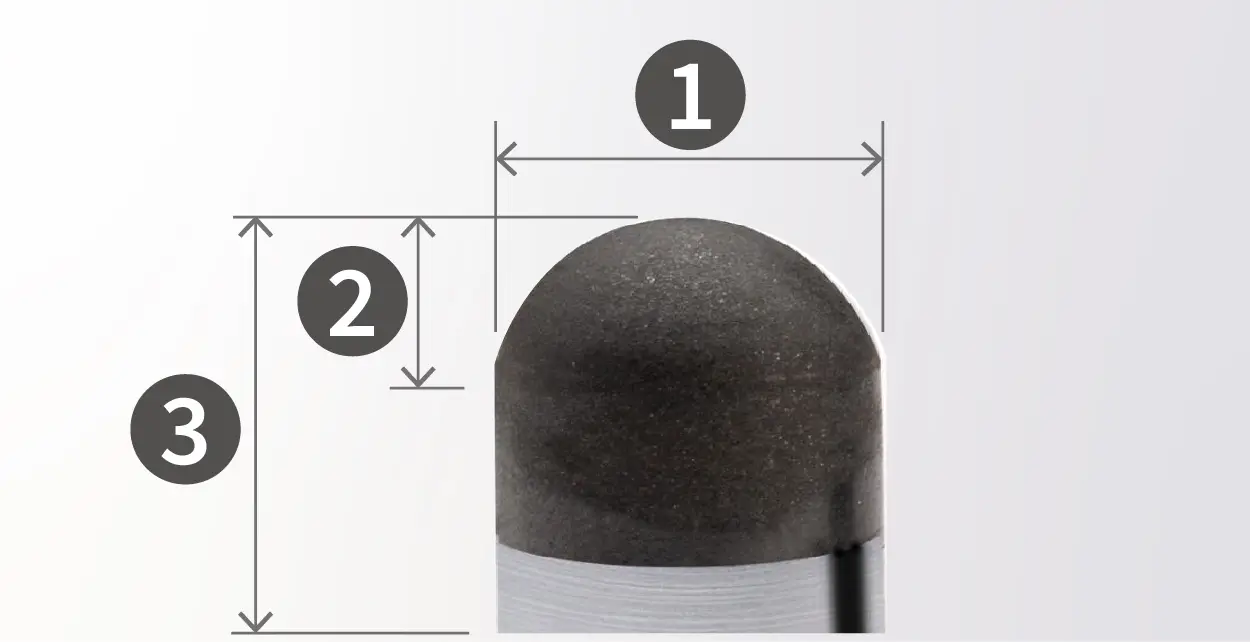
| Mã số sản phẩm | Loại sản phẩm | Ứng dụng | Độ hạt | Đường kính | Góc xoắn | Chiều dài lưỡi dao | Chiều dài khuôn dao |
| HCD.YZZ | Hình nón | Phay Khoan |
Mịn
Trung bình Thô |
∅1.5~∅10.5
|
N/A | 0.5~6 | 1~16 |
Đơn vị kích thước (MM)
Đặc điểm vật liệu.
Lưu ý
1.Góc nghiêng: Dao PCD một điểm không nên hướng thẳng đứng vào tâm bánh mài, thông thường cần nghiêng 10-15°.
2.Cẩn thận khi đặt: Khi đặt dao PCD vào giá kẹp, cần tránh để dao va chạm với bề mặt bánh mài để tránh làm hỏng dao hoặc bánh mài.”**
3. Tránh hỏng hóc do quá nhiệt: Không tôi công cụ sửa chữa khi đang nóng. Khi thực hiện sửa chữa khô, cần có đủ thời gian để dao PCD được làm mát hoàn toàn nhằm tránh hỏng hóc do quá nhiệt.
4. Lựa chọn dụng cụ phù hợp: Khi đặt hàng dao PCD, cần xem xét phạm vi ứng dụng của dụng cụ. Đặc biệt, khi gia công kim loại màu đen, do kim cương và nguyên tố cacbon trong thép có thể xảy ra phản ứng hóa học, điều này có thể tăng tốc độ mài mòn của dao.
5. Bảo dưỡng và làm sạch: Khi thay đổi dao, cần loại bỏ tất cả các mảnh dao bị gãy để tránh gây hỏng hóc lần thứ hai. Đảm bảo thiết bị gia công ổn định, vì thiết bị không ổn định dễ gây rung, dẫn đến dao bị gãy.
6. Lưu trữ: Khi lưu trữ dao PCD, cần đặt riêng biệt, không để các đầu dao chạm vào nhau để tránh gây hỏng hóc dao.



