
Gia công chủ yếu được chia thành hai loại: một là sao chép hàng loạt sau khi tạo khuôn; loại còn lại là tạo hình dạng cần thiết riêng lẻ bằng cách sử dụng các công cụ và vật liệu chuyên dụng khác nhau. Gia công riêng lẻ bao gồm ba loại sau:
I. Gia công cắt: Khoan, Phay, Tiện
II. Mài: Mài bề mặt, mài trụ
III. Gia công bằng phóng điện: Gia công bằng phóng điện, gia công cắt sơ bộ
Bài viết này đề cập rằng cắt chính xác chủ yếu liên quan đến việc cắt chính xác bằng các dụng cụ cắt.
Ứng dụng của cắt chính xác
一般用於有高精度、高可靠性、高強度、形狀自由、小批量需求的工件:
(1) Hỗ trợ và chịu lực các bộ phận chuyển động tốc độ cao: động cơ máy bay
(2) Các bộ phận trong dụng cụ và thiết bị sản xuất: thiết bị bán dẫn
(3) Các bộ phận trong thiết bị và máy móc có khối lượng sản xuất cực thấp: Các bộ phận liên quan đến không gian
Các ứng dụng gia công chính xác bao gồm hình dạng, vật liệu, chuyển động và độ bền của các dụng cụ cắt.
Sự khác biệt về hình dạng của các dụng cụ cắt ảnh hưởng đến tuổi thọ và độ cứng của chúng.
Kích thước góc lưỡi dao phía trước
角度大,刀具狀況佳發熱的情形較小、但刀具薄剛性較小易產生缺口。 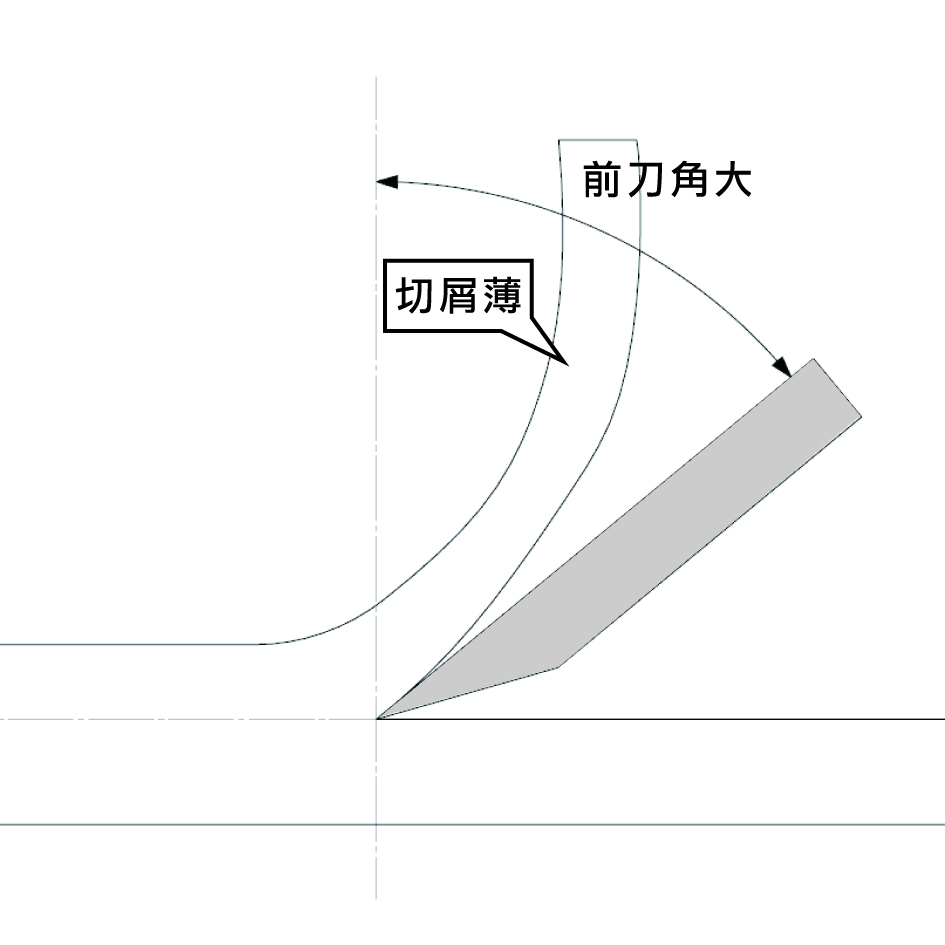
Góc cắt nhỏ và tình trạng dụng cụ kém có thể dẫn đến quá nhiệt, nhưng ít có khả năng gây ra vết xước.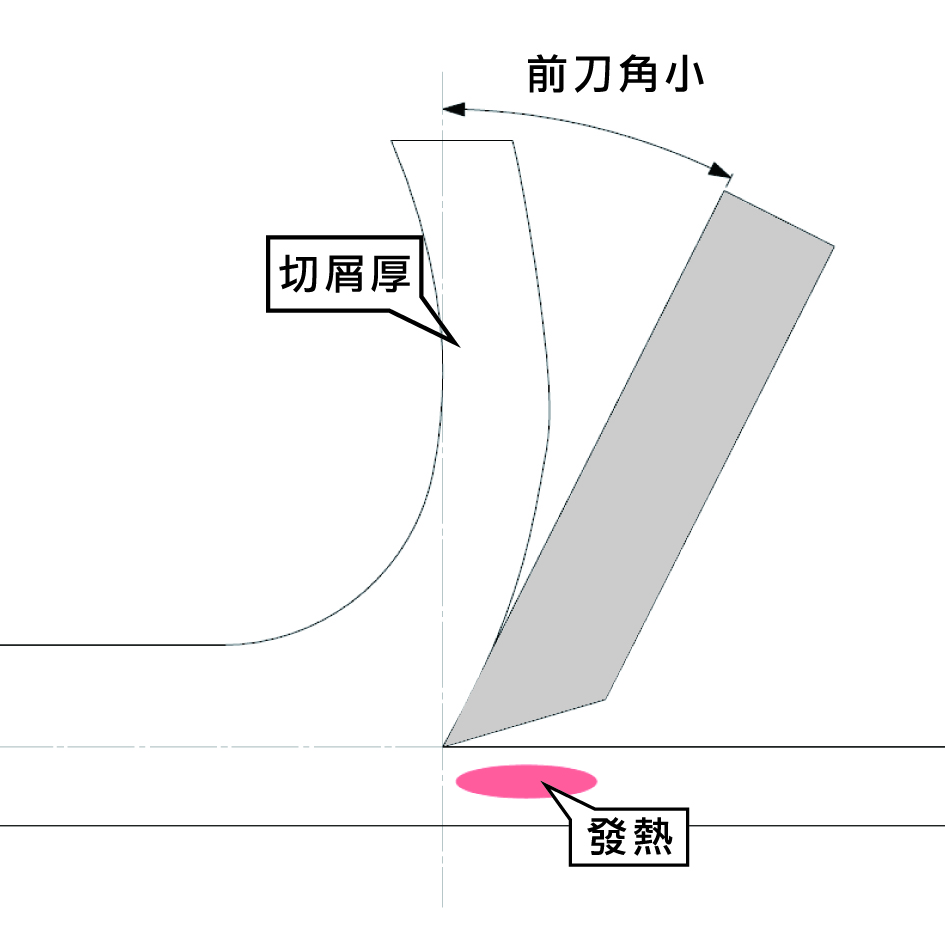
kích thước góc lưỡi sau
Với góc cắt lớn và phạm vi mài mòn nhỏ ở mặt sau, lưỡi cắt có thể sử dụng trong thời gian dài, đặc biệt thích hợp để cắt các vật liệu dễ bị dính như nhôm.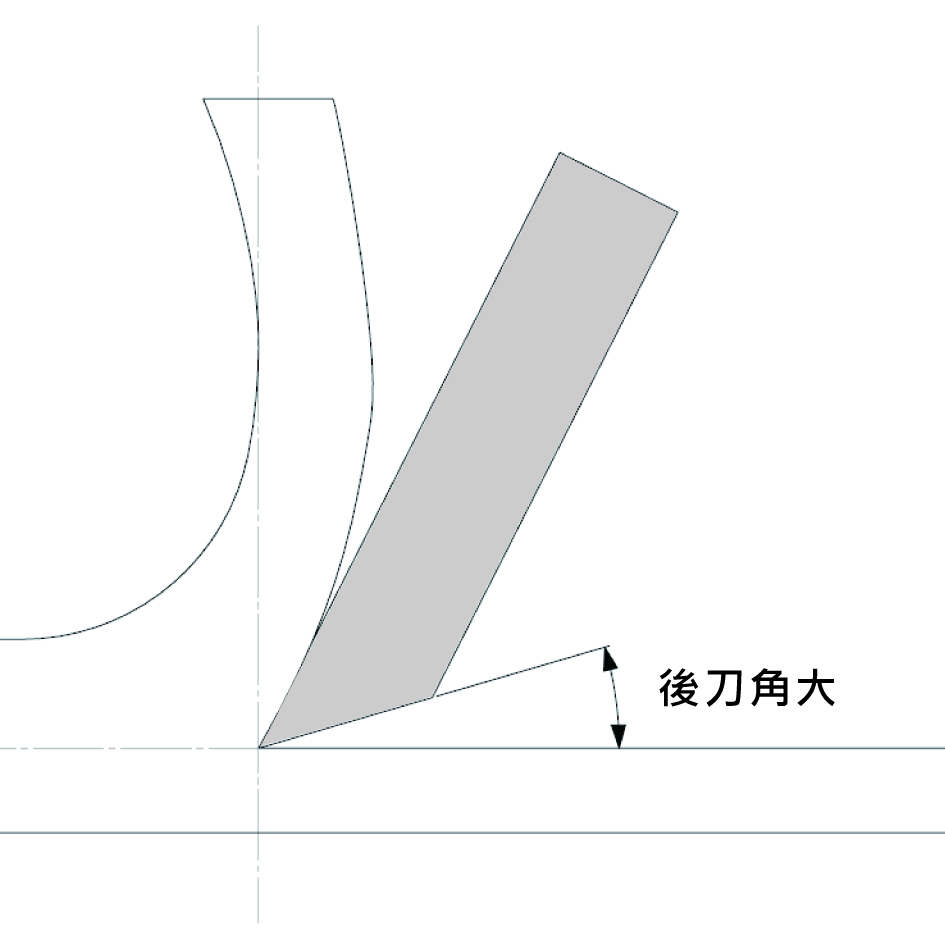
Góc nhỏ dẫn đến phạm vi mài mòn lớn ở mặt sau, nhưng nó cũng có thể gây ra hiện tượng sinh nhiệt, làm tăng tốc độ mài mòn dụng cụ.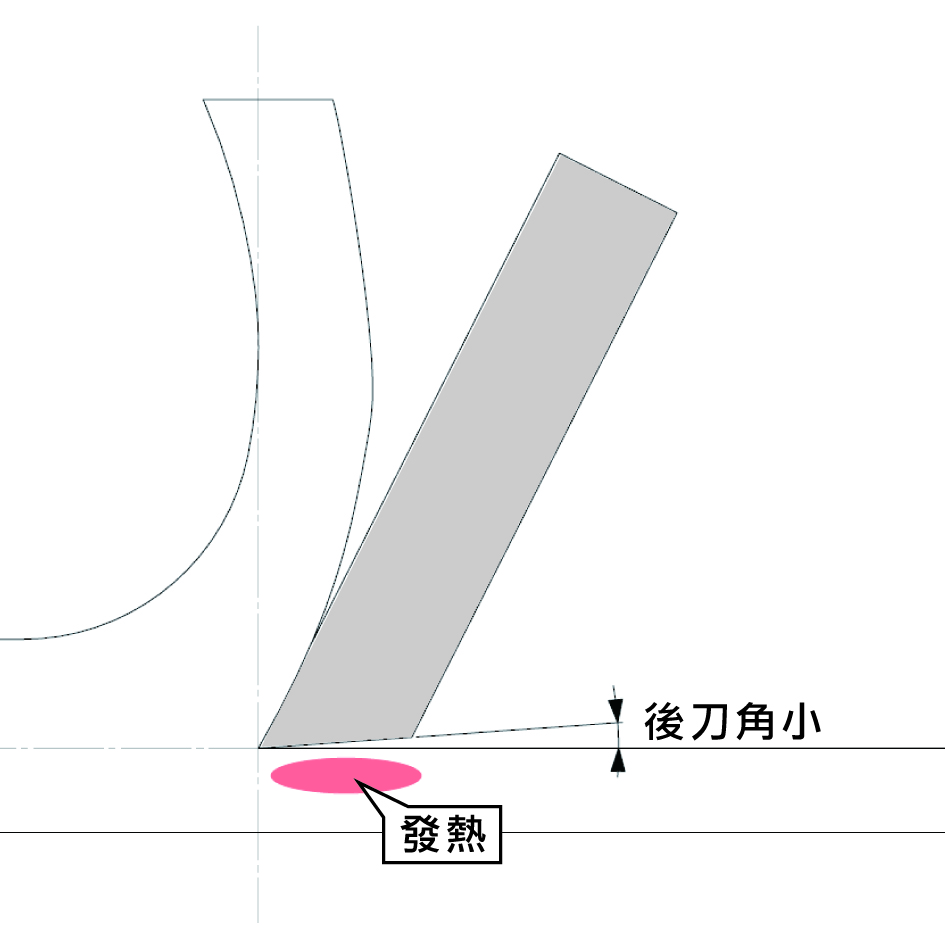
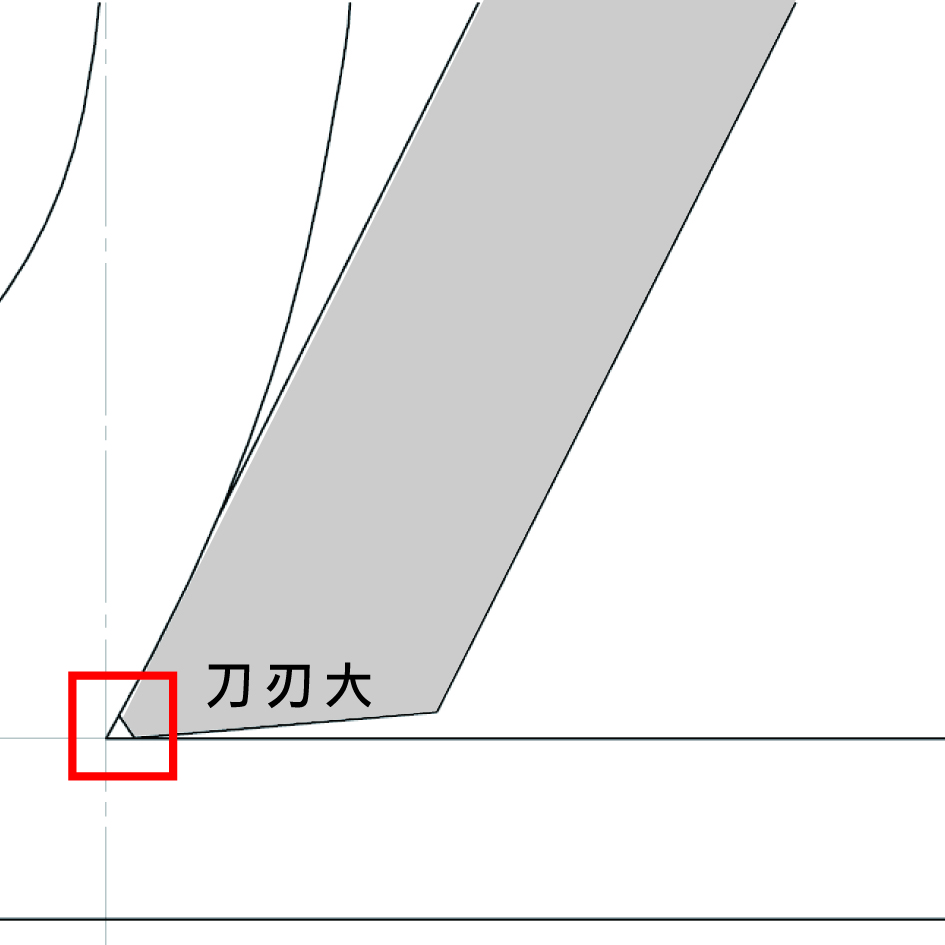
Độ sắc bén của đầu lưỡi dao
Hầu hết các loại dao đều có một bán kính nhỏ (R) hoặc góc (C) ở đầu, được gọi là lưỡi cắt.
Lưỡi dao nhỏ: Dao ở trong tình trạng tốt, nhưng dễ bị sứt mẻ.
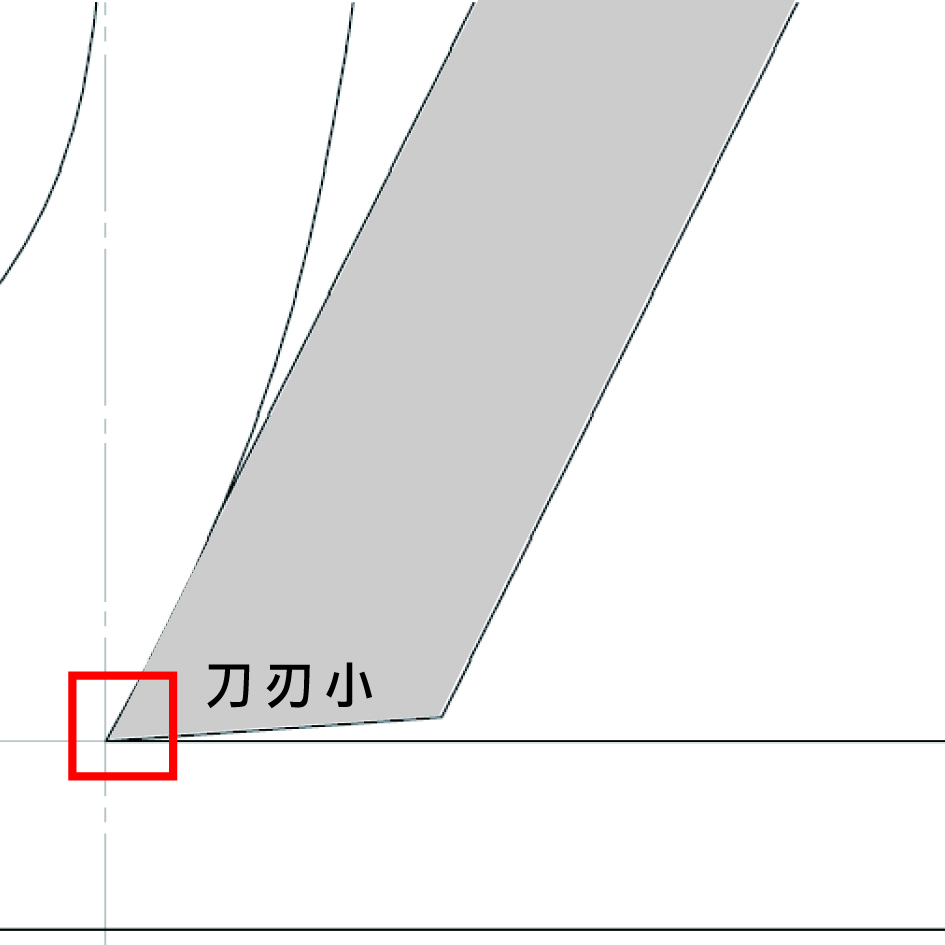
Lưỡi dao lớn: Dao có tình trạng không tốt, nhưng không dễ bị sứt mẻ.
rãnh phá phôi
Mỗi nhà sản xuất có các kiểu thiết kế khác nhau, được tạo ra để nhanh chóng làm cong và vỡ vụn các mảnh vụn sau khi cắt.
Số lượng lưỡi cắt của dao phay ngón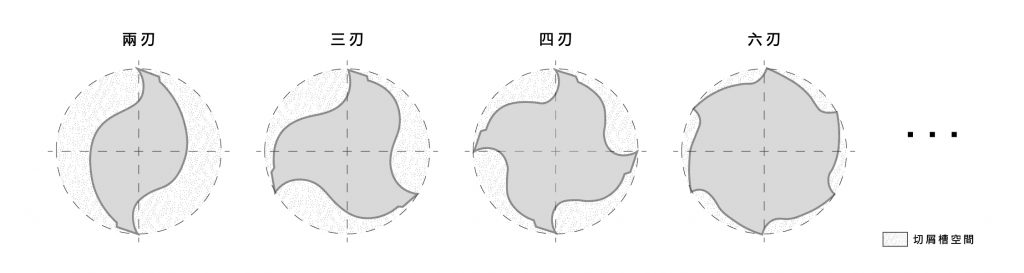
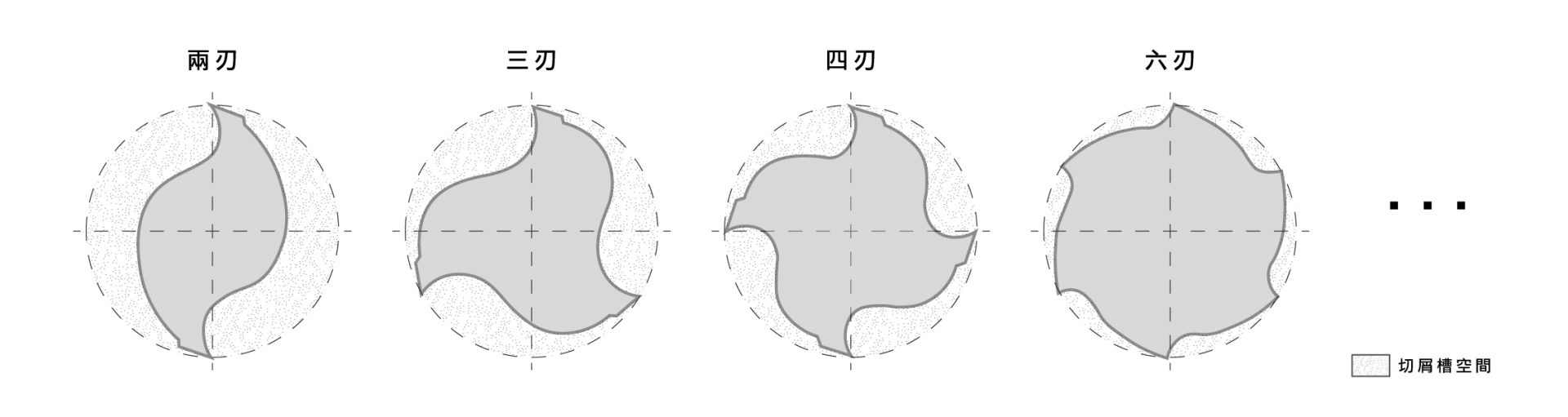
Nhiều lưỡi cắt hơn: độ cứng vững tốt hơn, nhưng lưỡi cắt nhỏ dễ bị tắc nghẽn và không phù hợp cho việc gia công rãnh.
Ít cạnh cắt hơn: Có đủ không gian cho các rãnh thoát phoi.
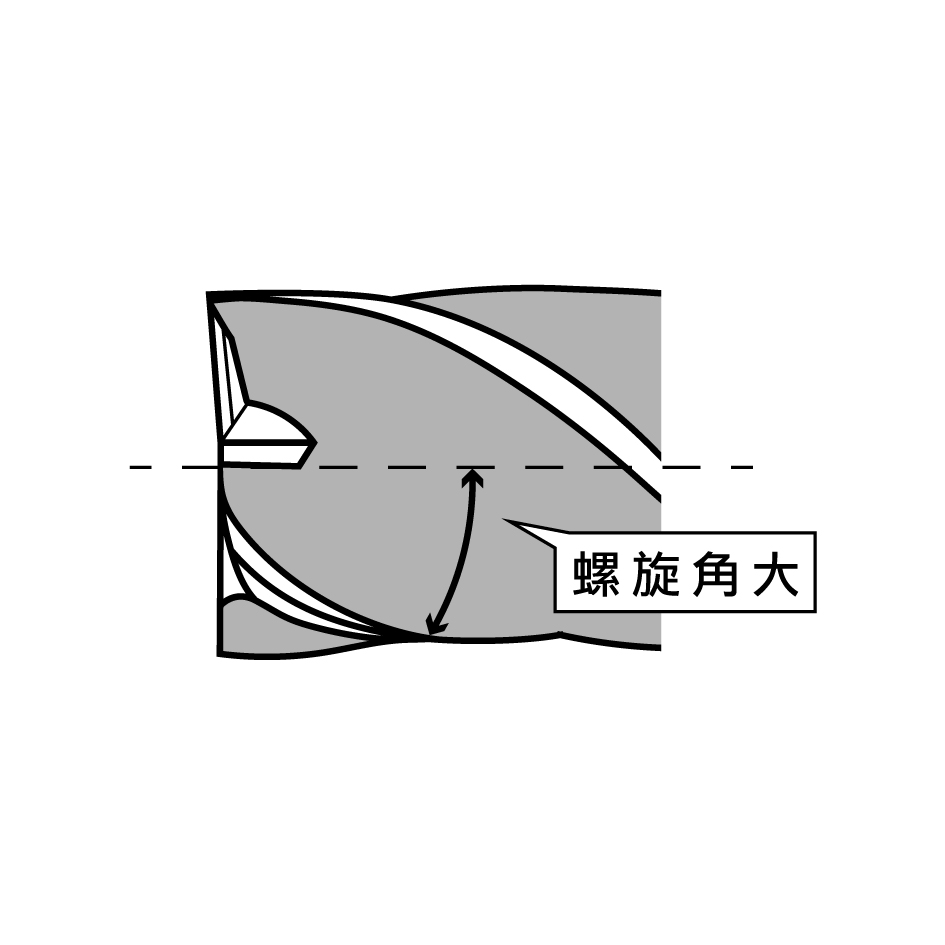
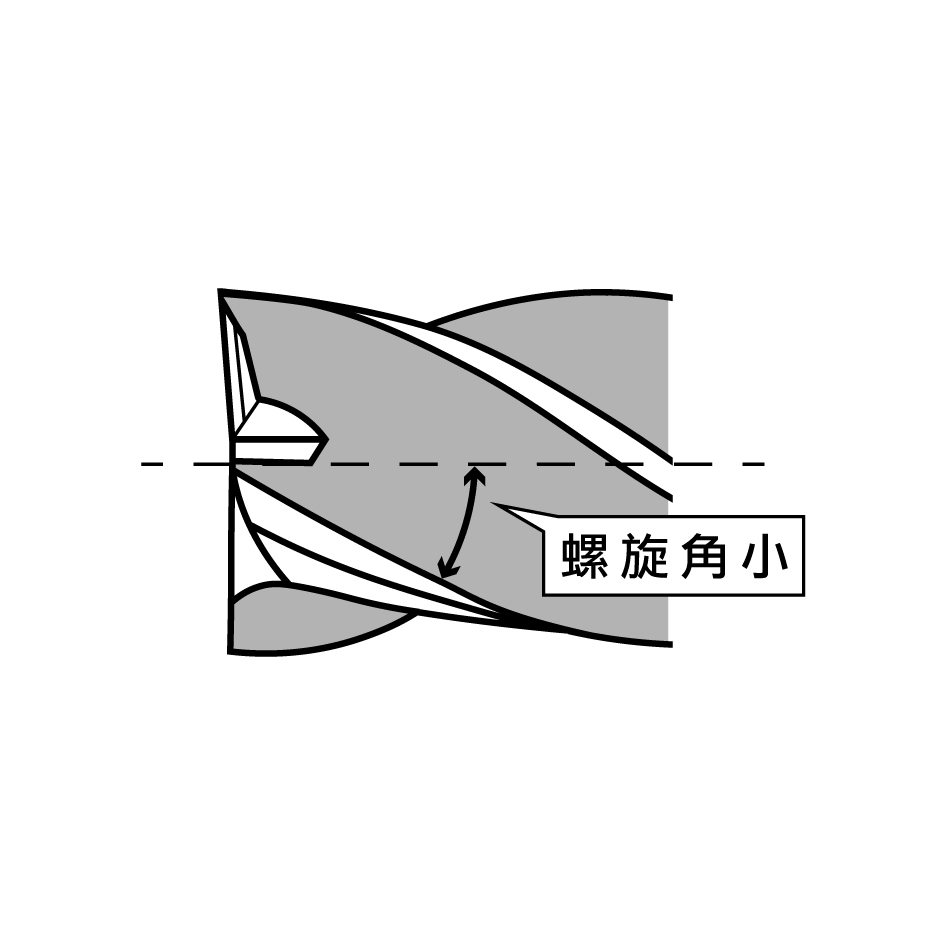
Góc xoắn ốc của dao rửa cuối
Góc xoắn lớn: độ cứng yếu hơn, thích hợp cho việc hoàn thiện cạnh bên.
Góc xoắn nhỏ: độ cứng tốt hơn, thích hợp cho gia công rãnh sâu.
Các vật liệu thường dùng để làm dao
1. Thân nung kết kim cương
2. Thân thiêu kết cBN
3. Gốm sứ
4. Gốm kim loại
5. Hợp kim cứng
6. Thép công cụ tốc độ cao (thép tốc độ cao)
Việc lựa chọn dựa trên độ cứng, độ bền, khả năng chịu nhiệt, khả năng chống dung môi và vật liệu cần cắt. (Ví dụ, mặc dù kim cương rất cứng, nhưng chúng không thích hợp để cắt thép carbon, vì chúng sẽ phản ứng với carbon trong thép và làm giảm tuổi thọ của thép.)
Hoạt động của dụng cụ cắt
Tốc độ cắt là tốc độ mà dụng cụ cắt tác động lên vật liệu. Nó thường được biểu thị bằng m/phút. Khi một dụng cụ quay cắt, tốc độ chu vi của một vòng quay đường kính ngoài của dụng cụ chính là tốc độ cắt. Bởi vì sự quay của vật liệu tạo ra tốc độ chu vi tại điểm cắt, nên tốc độ cắt cũng được gọi là tốc độ chu vi.
Gia công cắt được chia tiếp thành gia công cắt liên tục và gia công cắt gián đoạn. Gia công cắt liên tục có lực tác động nhỏ nhưng tích tụ nhiệt trong quá trình gia công liên tục; gia công cắt gián đoạn có lực tác động lớn (vì quá trình này bao gồm nhiều lần cấp phôi), nhưng quá trình gia công không tạo ra nhiều nhiệt như gia công cắt liên tục.
Độ bền của dụng cụ cắt
Nếu độ cứng của dụng cụ cắt quá thấp, hiện tượng rung giật sẽ xảy ra trong quá trình gia công, điều này không chỉ làm tăng tốc độ mài mòn dụng cụ mà còn ngăn cản quá trình gia công đạt được độ chính xác yêu cầu.
Độ cứng vững của giá đỡ dụng cụ, máy công cụ và phôi cũng rất quan trọng. Nếu phôi không đủ cứng vững, có thể giảm thiểu tác động bằng cách kẹp chặt. Nếu không thể kẹp chặt phôi, cần phải chọn dụng cụ cắt sắc bén nhất có thể để giảm tải trọng cắt và hạn chế biến dạng phôi.