
Trong quá trình mài chính xác, chất lượng bề mặt chi tiết gia công là một chỉ số quan trọng để đánh giá độ ổn định của quy trình và độ chính xác của thiết bị. Sóng ngắn là một khuyết tật bề mặt phổ biến nhưng khó nhận biết. Mặc dù không phải là vết xước đáng chú ý, nhưng nó có thể ảnh hưởng đến độ khít của chi tiết, độ phản xạ quang học và chất lượng lớp phủ sau đó.
Sự xuất hiện của gợn sóng ngắn chủ yếu là do rung động nhỏ hoặc quay không đều trong quá trình xử lý, liên quan đến nhiều yếu tố như truyền động đai, phớt trục chính, hệ thống thủy lực, bánh răng và động cơ.
Để cải thiện hiệu quả độ ổn định khi nghiền và chất lượng sản phẩm, bài viết này sẽ giải thích một cách có hệ thống các nguyên nhân có thể xảy ra khác nhau để làm tài liệu tham khảo cho việc bảo trì thiết bị và quản lý quy trình.
Mục lục
Những gợn sóng ngắn xuất hiện trong quá trình nghiền là gì?

Sóng ngắn mài là những đường đều đặn hoặc không đều với khoảng cách rất nhỏ và bước sóng ngắn xuất hiện trên bề mặt phôi. Những đường này thường rất khó phát hiện, thường từ vài chục micron đến vài milimét, và có thể cần phải quan sát cẩn thận mới phát hiện được, nhưng chúng sẽ ảnh hưởng đến độ nhám bề mặt và độ chính xác của phôi.
Đặc điểm chính của mài sóng ngắn
- Bước sóng ngắn: So với các dấu hiệu sóng dài, khoảng cách giữa các đỉnh và đáy của các dấu hiệu sóng ngắn rất nhỏ.
- Khoảng cách đều đặn hoặc không đều đặn: Sự sắp xếp các dòng có thể có tính đều đặn nhất định hoặc có thể phân bố không đều đặn.
- Tinh xảo: Thường có kích thước rất nhỏ và có thể cần đến kính lúp hoặc dụng cụ đo độ nhám bề mặt để xác định rõ ràng.
- Tác động đến chất lượng bề mặt: Ngay cả khi không dễ phát hiện bằng mắt thường, các nếp gấp ngắn sẽ làm tăng độ nhám bề mặt (Ra, Rz và các giá trị khác), ảnh hưởng đến quá trình xử lý hoặc sử dụng tiếp theo.
Nguyên nhân và giải pháp cho hiện tượng gợn sóng ngắn
Lý do 1: Rung động từ dây đai
Khi độ dày của đai không đồng đều, khoảng cách tâm giữa bánh xe chủ động và bánh xe bị động sẽ dao động nhẹ theo sự thay đổi độ dày của đai trong quá trình truyền động đai. Sự dao động này sẽ gây ra dao động nhẹ về tốc độ hoặc dao động dọc trục của trục chính trong quá trình quay, tạo thành dao động cơ học định kỳ.
Vì quá trình mài là một quá trình có độ chính xác cao nên loại rung động tinh tế này sẽ phản xạ trực tiếp lên bề mặt của phôi, gây ra các gợn sóng ngắn.
Giải pháp từ rung động của dây đai
- Kiểm tra xem dây đai có độ dày đồng đều không. Nếu không, hãy thay dây đai chất lượng tốt hơn.
- Điều chỉnh độ căng của dây đai ở mức thích hợp để tránh quá lỏng hoặc quá chặt.
- Nếu sử dụng dây đai chữ V:
- Kiểm tra xem phần dây đai có khớp với puli rãnh không;
- Nếu cần, hãy chọn dây đai chữ V có tiết diện nhỏ hơn để giảm sự cản trở với rãnh bánh xe.
- Xác nhận xem các bánh xe rãnh có đồng trục và song song không, đồng thời xác nhận xem góc rãnh có phù hợp để tránh sai lệch không.
- Kiểm tra độ mòn của dây đai và rãnh bánh xe thường xuyên và thay thế nếu cần thiết.
Lý do 2: Rung động từ các máy móc khác
Ngay cả khi máy mài có cấu trúc tốt, nếu rung động do các thiết bị xung quanh tạo ra trong quá trình vận hành được truyền đến máy mài, nó vẫn có thể gây ra rung động nhỏ giữa phôi và đá mài, dẫn đến tiếp xúc không liên tục và gây ra gợn sóng ngắn.
(Rung động nhỏ → tạo ra tiếp xúc không liên tục → kích hoạt gợn sóng ngắn)
Trong máy mài có đường kính quay lớn, khi chi tiết gia công và đĩa mài được treo cao trên bề mặt đỡ, nếu không có nền móng đặc biệt, chúng rất dễ bị ảnh hưởng bởi rung động từ bên ngoài.
Làm thế nào để xác định xem rung động có phải xuất phát từ chính máy móc không
Sau khi dừng máy mài, bạn có thể sử dụng các phương pháp sau để kiểm tra xem có nguồn rung nào từ thân máy hoặc môi trường xung quanh không:
- Lắp đặt đèn báo ở vị trí cố định trên thân máyQuan sát xem kim có rung bất thường không.
- Đặt một cốc nước lên vỏ ngoài của trục đá màiQuan sát xem mặt nước có gợn sóng liên tục không. Nếu rung động bất thường xảy ra ngay cả khi máy không hoạt động, rung động này có thể do môi trường bên ngoài của máy gây ra.
Điều chỉnh tình trạng được đề xuất cho con lăn mài mịn, liên kết mềm
Đang sử dụngKhi sử dụng bánh mài có độ nhám mịn và liên kết mềm để mài con lăn,Nếu xảy ra hiện tượng gợn sóng ngắn hoặc xử lý không ổn định, có thể cân nhắc các biện pháp đối phó sau:
- Giảm tốc độ đá mài xuống còn 60% đến 70% so với tốc độ ban đầu.
- Giảm tốc độ đá mài có thể làm giảm sự thay đổi lực cắt và biến dạng nhiệt trong quá trình gia công, do đó cải thiện độ ổn định khi mài và ngăn chặn sự tạo ra gợn sóng ngắn.
Lý do 3: Rung động của hệ thống thủy lực
Trong quá trình vận hành máy mài, nếu bơm thủy lực hoặc van an toàn bị trục trặc, áp suất trong hệ thống thủy lực có thể không ổn định, gây ra rung động định kỳ hoặc gián đoạn. Những rung động này sẽ truyền đến trục chính hoặc bàn làm việc, gây ra các gợn sóng ngắn trên bề mặt phôi.
Cách đánh giá lỗi áp suất dầu
- Nếu van xả cần phải được điều chỉnh xuống mức áp suất cực thấp để hệ thống hoạt động ổn định thì có nghĩa là bộ phận áp suất dầu có thể bị lỗi hoặc bị mòn nghiêm trọng.
- Nếu có bất kỳ dấu hiệu bất thường nào ở bất kỳ bộ phận nào của hệ thống thủy lực, cần kiểm tra và thay thế từng bộ phận bị lỗi để “kê đúng thuốc cho bệnh”.
Các yếu tố liên quan khác có thể có
Ngoài bản thân bộ phận thủy lực, bạn cũng nên chú ý xem có bất thường nào ở các bộ phận sau không:
- Sự sắp xếp và căn chỉnh khớp nố(Coupling)i: Nếu khớp nối lệch tâm hoặc lỏng lẻo, rung động cũng có thể xảy ra.
- Hoạt động của bơm làm mát: Bơm làm mát bất thường có thể gây ra sự dao động áp suất chất lỏng, ảnh hưởng thêm đến độ ổn định của hệ thống.
Lý do 4: Rung động từ động cơ
Kiểm tra kỹ lưỡng độ rung của tất cả các động cơ
- Sử dụng máy đo độ rung hoặc cảm nhận bằng tay để đưa ra đánh giá sơ bộ và tiến hành thử nghiệm thêm để phát hiện rung động bất thường.
Nếu phát hiện động cơ rung, bạn có thể kiểm tra bằng cách làm theo các bước dưới đây:
- Động cơ có được gắn chặt vào đế không? Nếu động cơ không được gắn chặt, hiện tượng cộng hưởng và lệch hướng có thể xảy ra trong quá trình vận hành.
- Ròng rọc có cân bằng không? Ròng rọc không cân bằng có thể gây ra hiện tượng quay lệch tâm và rung động. Hãy sử dụng máy cân bằng động để kiểm tra và điều chỉnh.
- Trục động cơ có bị lệch hoặc lệch không? Kiểm tra xem trục có bị cong hoặc lệch với trục kết nối, chẳng hạn như khớp nối, hay không. Nếu cần, hãy chỉnh lại tâm trục.
Lý do 5: Rung động từ xích và nhông xích
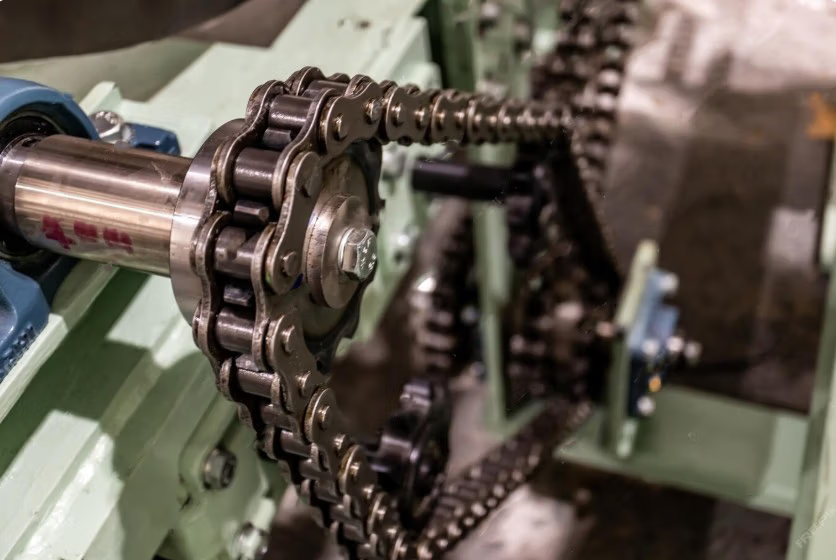
Trong thiết bị mài, nếu cơ cấu truyền động làm việc sử dụng xích và đĩa xích làm chế độ truyền động, cần đặc biệt chú ý đến các điểm sau để tránh hiện tượng gợn sóng ngắn hạn(short periodic waviness)) trên bề mặt phôi do truyền động không ổn định:
- Hiệu ứng đa giác bánh xích(Polygonal Effect)
- Chuyển động thực tế của xích không phải là một vòng tròn hoàn hảo mà là một quỹ đạo chuyển động đa giác, được gọi là “hiệu ứng đa giác”, gây ra những biến động tuần hoàn trong tốc độ tức thời của chuyển động đầu ra của xích.
- Bánh răng dẫn động càng lớn (càng nhiều răng) thì hiệu ứng dao động này càng nhỏ, giúp cải thiện độ mượt mà khi quay.
- Nếu sử dụng bánh răng dẫn động có quá ít răng hoặc góc xích thay đổi quá nhiều, quá trình quay của phôi dễ tạo ra những thay đổi nhỏ theo chu kỳ, dẫn đến gợn sóng ngắn trong quá trình mài.
- Điều chỉnh độ căng của xích
- Duy trì độ căng xích thích hợp giúp ổn định quá trình truyền động và giảm quá trình xử lý không đồng đều do xích bị chùng hoặc nhảy.
- Quá căng thẳng có thể khiến răng bị trượt và rung, trong khi quá căng thẳng có thể làm tăng tải trọng và gây rung động.
Kiểm tra và thay thế linh kiện hao mòn
- Nếu rung động là do xích hoặc nhông xích bị mòn nghiêm trọng (chẳng hạn như bị kéo căng, biến dạng răng hoặc lệch), hãy thay thế ngay để khôi phục độ ổn định của hộp số.
- Kiểm tra độ căng và bôi trơn thường xuyên có thể kéo dài tuổi thọ và giảm sự mất ổn định.
Lý do 6: Phớt của bàn trục chính quá chặt
Trong thiết bị mài, nếu bàn trục chính sử dụng nỉ (vải nỉ) hoặc vật liệu làm kín khác làm kết cấu chống bụi hoặc chống dầu thì cần chú ý xem áp suất làm kín có quá lớn không.
Tác hại của việc siết quá chặt vật liệu bịt kín:
- Khi phớt quá chặt, nó sẽ tạo ra lực cản đối với trục chính (trục chính), tạo ra hiệu ứng giống như “phanh”.
- Lực cản này ảnh hưởng đến chuyển động quay bình thường của trục chính và có thể gây ra chuyển động bất thường ngay cả khi độ căng của dây đai đúng hoặc lỏng.
※Khi dây đai bị lỏng, bạn có thể dễ dàng xoay tấm bằng tay, đây là trạng thái bình thường.
Hiệu suất của vật liệu bịt kín quá chặt
Nếu phớt quá chặt, ngay cả khi dây đai lỏng, trục chính vẫn sẽ bị chặn liên tục:
- Khi dây đai quá chặt: trục quay chuyển động không ổn định(jerky motion)。
- Khi dây đai bị lỏng: tốc độ trục chính có thể giảm hoặc thậm chí dừng lại.
- Hiện tượng này lặp lại nhiều lần sau mỗi vòng quay, tạo ra nhiễu loạn quay không đều hoặc tuần hoàn.
Cách giải quyết vấn đề vật liệu bịt kín quá chặt
- Kiểm tra áp suất phớt trục chính để đảm bảo vật liệu phớt tiếp xúc đúng cách và không tạo ra ma sát quá mức.
- Nếu sử dụng phớt nỉ, cần phải xem xét đến điều kiện nén và bôi trơn của chúng.
- Trong quá trình kiểm tra, bạn có thể nới lỏng dây đai và xoay trục chính bằng tay để xác nhận xem chuyển động quay có trơn tru và không có lực cản bất thường hay không.
- Nếu cần, hãy thay vật liệu bịt kín có hệ số ma sát thấp hoặc điều chỉnh phương pháp lắp đặt để giảm áp suất.
Lý do 7: Hoạt động của bánh răng không đầy đủ
Trong máy mài sử dụng bộ truyền động bánh răng để dẫn động phôi quay, nếu hoạt động của bánh răng không hoàn chỉnh hoặc không ổn định sẽ ảnh hưởng trực tiếp đến tính đồng đều tiếp xúc của phôi quay, dẫn đến xuất hiện gợn sóng ngắn.
Hiện tượng bất thường thường gặp
- Sự ăn khớp không hoàn toàn của bánh răng hoặc chuyển động không liên tục có thể gây ra những thay đổi nhỏ nhưng liên tục trong tốc độ quay của phôi.
- Loại biến thể này khiến bánh xe tiếp xúc lâu hơn ở một số điểm trong khi di chuyển nhanh qua những điểm khác, dẫn đến bề mặt hoàn thiện không đồng nhất.
Làm thế nào để kết hợp các bánh răng mới và cũ
Lắp đặt bánh răng mới ban đầu không đúng cách:
- Nếu sự cố xảy ra ở bánh răng mới thay thế, nguyên nhân có thể là do sự ăn khớp kém do nhiễu vi mô hoặc vết gia công trên bề mặt.
- Có thể sử dụng dầu bôi trơn trộn với một lượng nhỏ chất mài mòn mềm để mài thủ công nhằm tăng độ khít cho bề mặt răng.
※Lưu ý: Quá trình mài cần được kiểm soát cẩn thận để tránh sử dụng vật liệu mài quá thô hoặc tác dụng lực quá mạnh, để không gây biến dạng răng hoặc làm hỏng độ chính xác của bánh răng.
Bánh răng bị mòn hoặc hư hỏng:
- Khi bánh răng có dấu hiệu mòn rõ ràng, rỗ, mất răng hoặc lệch tâm, tình trạng mất ổn định của hộp số sẽ trở nên trầm trọng hơn.
- Lúc này, cần thay thế bánh răng để tránh ảnh hưởng thêm đến chất lượng xử lý.
Kết luận
Gợn sóng ngắn là khuyết tật bề mặt thường gặp trong quá trình mài, và sự hình thành của chúng thường liên quan đến rung động cơ học hoặc hệ thống truyền động không ổn định. Từ độ dày đai không đều, rung động của động cơ hoặc xích, phớt trục chính quá chặt, đến truyền động bánh răng kém, v.v., chúng có thể gây ra những thay đổi định kỳ trong quá trình quay của phôi, khiến đá mài tiếp xúc không đều với bề mặt phôi, từ đó hình thành gợn sóng ngắn. Do đó, để ngăn ngừa và cải thiện gợn sóng ngắn, cần bắt đầu từ toàn bộ hệ thống truyền động và các nguồn rung động, kiểm tra và khắc phục từng cái một, đảm bảo truyền động trơn tru, độ cứng kết cấu đủ và sử dụng điều kiện đá mài và thông số gia công phù hợp. Thông qua kiểm tra và bảo dưỡng có hệ thống, chất lượng bề mặt của phôi có thể được cải thiện hiệu quả, tránh được việc phải gia công lại và tỷ lệ lỗi tăng lên.
Hành động
- >>>Cách chọn giữa đá mài kim cương và đá mài CBN: Việc lựa chọn phụ thuộc vào đặc tính vật liệu gia công và điều kiện sử dụng.
- Nắm vững các tình huống bất thường trong quá trình mài>>Nguyên nhân gây ra hiện tượng mài mòn bất thường? Làm thế nào để kiểm soát tình trạng bất thường?
- Cách chọn công cụ chỉnh sửa đá mài với chất kết dính>
> - Đánh giá xem đá mài hiện tại có thuộc dạng mài mòn bình thường hay không>>>Tình trạng hiện tại của đĩa mài như thế nào? – Phần đĩa mài điện đúc
- Cách chỉnh sửa đá mài – phương pháp sửa và sắc bén đá mài: >>
- Hai giai đoạn của việc chỉnh sửa đá mài – Chỉnh sửa và sắc bén là gì?>>Điều chỉnh và mài sắc đĩa mài là gì?
- Cách chọn công cụ chỉnh sửa đá mài với chất kết dính – Cách chọn công cụ sửa đá mài: >>
- Các trạng thái mài khác nhau của lưỡi cắt – Tìm hiểu về hình dạng, thay đổi và cơ chế tự sắc bén của lưỡi cắt đá mài>>
- Sự khác biệt trong quá trình mài và chỉnh sửa của đĩa mài kết hợp là gì?>>Cách mài chỉnh đĩa mài sử dụng các loại chất kết dính khác nhau
- Làm thế nào để xử lý vết xước và vết cháy trên bề mặt mài?>>Bề mặt mài bị trầy xước và cháy? Hiểu rõ nguyên nhân bất thường và cách khắc phục chỉ trong một lần!
- Phải làm gì nếu xuất hiện các đường kẻ chatter>>Phải làm gì khi xuất hiện vết nứt trên máy mài trụ? Phân tích toàn diện nguyên nhân và giải pháp
- Sự cố mài do tắc nghẽn, mài không đều và vỡ chi tiết gia công>>Tránh tình trạng kẹt đá mài, bề mặt không đều và vỡ chi tiết gia công: Nắm rõ các lỗi thường gặp trong quá trình mài và các giải pháp cải thiện.
- Độ kết hợp là gì?>>Độ kết hợp là gì? Tôi nên chọn như thế nào?
- Thực hiện đá mài kim cương và CBN, mài mòn đánh bóng, thiết bị đánh bóng, dụng cụ đánh bóng, dụng cụ chỉnh sửa kim cương.
>
> - Chỉnh sửa đá mài với chất kết dính khác nhau >> Làm thế nào để chỉnh sửa đá mài với chất kết dính khác nhau.
- Đánh giá lại.
Về mài mòn: Chúng tôi cung cấp các điều chỉnh tùy chỉnh để điều chỉnh tỷ lệ theo nhu cầu gia công, nhằm đạt hiệu quả tối đa.
Nếu bạn vẫn chưa biết cách chọn sản phẩm phù hợp sau khi đọc nội dung, hãy liên hệ với chúng tôi, sẽ có chuyên gia hỗ trợ giải đáp cho bạn.
Hãy liên hệ với chúng tôi, sẽ có chuyên gia hỗ trợ giải đáp cho bạn.
Nếu cần báo giá tùy chỉnh, hãy liên hệ với chúng tôi.
Thời gian hỗ trợ khách hàng: Thứ Hai đến Thứ Sáu, từ 09:00 đến 18:00.
phone:07 223 1058
Nếu có chủ đề muốn tìm hiểu hoặc không thể nói rõ qua điện thoại, hãy nhắn tin trực tiếp qua Facebook nhé~~
honway fb:https://www.facebook.com/honwaygroup
Các bài viết mà bạn có thể quan tâm…
[wpb-random-posts]