
Giới thiệu về thép hợp kim – thép không gỉ
Thép không gỉ, còn được gọi là thép không gỉ chống axit hoặc “sắt trắng” trong tiếng Đài Loan, là một loại thép hợp kim chống ăn mòn. Trong các môi trường ăn mòn như khí quyển, axit, kiềm và muối, thép không gỉ có thể duy trì trạng thái thụ động và không dễ bị gỉ sét. Thành phần chính của nó là crom, thường chứa từ 12% đến 30%. Crom là nguyên tố cốt lõi quyết định khả năng chống gỉ của thép không gỉ. Ngoài ra, thép không gỉ thường chứa các nguyên tố kim loại khác như niken, molypden, mangan và vonfram để tăng cường khả năng chống ăn mòn, độ bền và độ dẻo dai. Loại thép này được sử dụng rộng rãi trong xây dựng, chế biến thực phẩm, thiết bị hóa chất và thiết bị y tế nhờ khả năng chống ăn mòn vượt trội.
Mục lục
Các loại thép không gỉ phổ biến
Các loại thép không gỉ có thể được chia thành nhóm 200, 300, 400 theo tính chất cơ học, khả năng chống ăn mòn, xử lý bề mặt và hàm lượng kim loại.
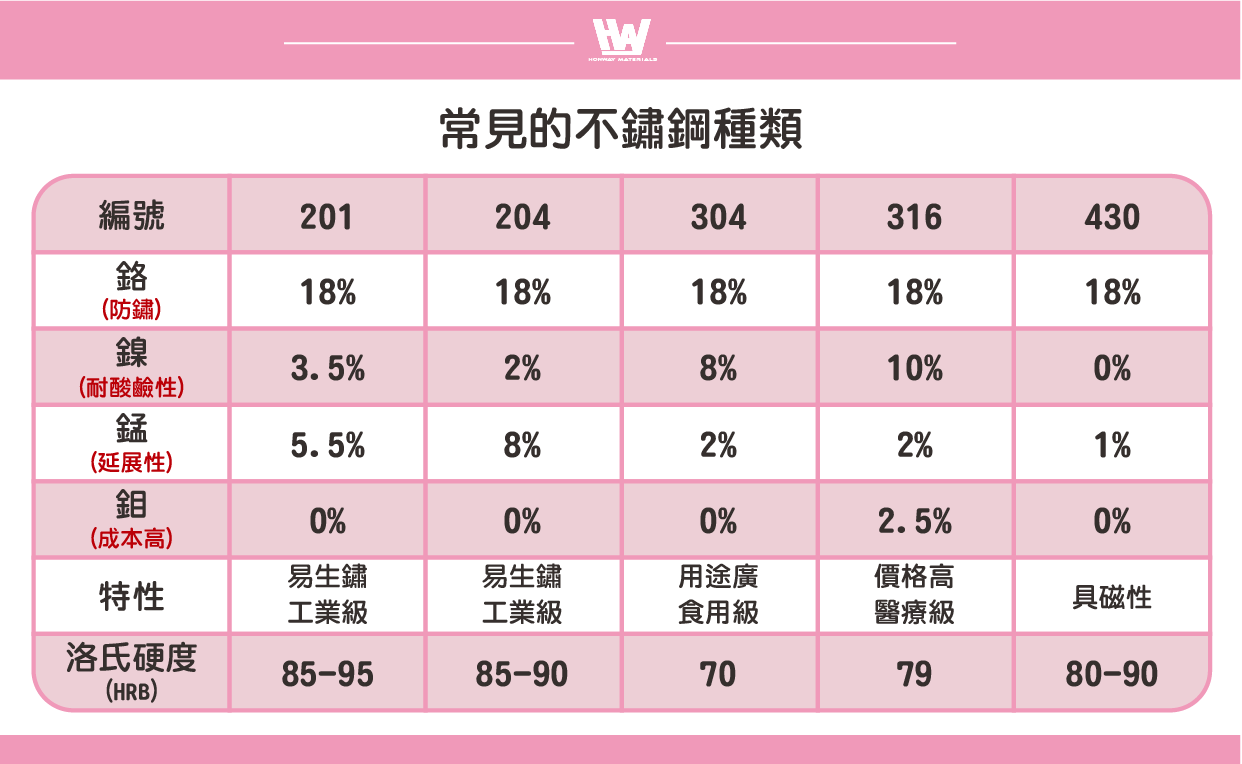
Dòng 200: Trong Thế chiến II, do sự khan hiếm kim loại niken, hàm lượng niken đã bị giảm một nửa và thay thế bằng mangan, loại rẻ hơn, để tạo thành thép không gỉ dòng 200. Loại thép này thay thế cho thép không gỉ dòng 300. Mặc dù rẻ hơn, nhưng khả năng chống ăn mòn kém và dễ bị ăn mòn bởi môi trường. Thép không gỉ dòng 200 chủ yếu được sử dụng cho các sản phẩm công nghiệp, chẳng hạn như cửa sổ và cửa sắt. Theo thành phần kim loại, dòng 200 có thể được chia thành các loại khác nhau như 201 và 204.
Dòng 300: Thép không gỉ với hàm lượng crom và niken cao, có độ bền và khả năng chống ăn mòn tuyệt vời, cứng cáp và bền bỉ. Thép không gỉ dòng 300 có thể được chia thành nhiều loại khác nhau tùy theo thành phần kim loại. Trong đó, thép không gỉ 304 được gọi là thép không gỉ thực phẩm và được sử dụng rộng rãi trong dụng cụ nhà bếp và thiết bị chế biến thực phẩm. Thép không gỉ 316 được gọi là thép không gỉ y tế, có khả năng chống ăn mòn tuyệt vời và thường được sử dụng trong dụng cụ nấu nướng và dụng cụ phẫu thuật đắt tiền. Phạm vi ứng dụng của hai loại thép không gỉ này rất rộng.
Dòng 400: Chủ yếu được cấu tạo từ hợp kim sắt và crom, hầu như không chứa niken. So với thép không gỉ dòng 300, dòng 400 dễ bị gỉ sét, nhưng khả năng gia công tốt hơn, khả năng chống ăn mòn axit nitric tốt hơn và có từ tính, có thể được sử dụng để phân biệt dòng 300. Trong dòng này, thép không gỉ 430 là loại phổ biến nhất, được sử dụng rộng rãi trong trang trí ô tô và các bộ phận liên quan, cũng như thường được sử dụng trong cấu trúc bên trong của dụng cụ nhà bếp, máy rửa chén và máy giặt.
Thép không gỉ có bị gỉ không?
Thép không gỉ thực sự có thể bị gỉ sét trong một số trường hợp nhất định. Nó không phải là một nguyên tố tự nhiên, mà là một hợp kim nhân tạo được tạo thành từ nhiều nguyên tố kim loại. Trong số các nguyên tố này, crom (Cr) là thành phần chính ảnh hưởng đến khả năng chống gỉ của thép không gỉ. Thép không gỉ được gọi là “thép không gỉ” vì một lớp màng oxit crom rất mỏng và bền hình thành tự nhiên trên bề mặt của nó. Lớp màng oxit này có thể ngăn chặn sự tiếp xúc của oxy với bề mặt thép không gỉ, do đó mang lại khả năng chống gỉ.
Nhiều người cho rằng niken là yếu tố chính giúp thép không gỉ chống gỉ, nhưng thực tế không phải vậy. Vai trò chính của niken trong thép không gỉ là ổn định cấu trúc hợp kim và tăng cường độ dẻo, cho phép crom phân bố đều hơn trên bề mặt thép không gỉ, từ đó cải thiện khả năng chống gỉ.
Nguyên nhân khiến thép không gỉ bị gỉ
1. Thiệt hại vật lý do phương pháp làm sạch bề mặt thép không gỉ
Sử dụng bàn chải thép để làm sạch bề mặt thép không gỉ có thể gây trầy xước, làm hỏng lớp oxit bảo vệ trên bề mặt.
2. Các vật liệu kim loại bám trên bề mặt thép không gỉ gây ra hiện tượng ăn mòn điện hóa
Khi bụi kim loại hoặc các hạt kim loại khác bám vào bề mặt thép không gỉ, những vật thể lạ này sẽ tiếp xúc với thép không gỉ trong không khí ẩm và tạo thành nước ngưng tụ. Do sự khác biệt về hoạt tính giữa các kim loại khác nhau, phản ứng điện hóa sẽ xảy ra, phá hủy lớp oxit bảo vệ trên bề mặt thép không gỉ và gây ra hiện tượng ăn mòn. Hiện tượng này được gọi là ăn mòn điện hóa, còn được gọi là gỉ nước.
3. Ăn mòn chất hữu cơ trên bề mặt thép không gỉ
Khi chất hữu cơ (như nước ép rau củ, súp mì, đờm, v.v.) bám trên bề mặt thép không gỉ, những chất hữu cơ này sẽ dần phân hủy trong môi trường ẩm ướt và phản ứng với nước và oxy tạo thành axit hữu cơ. Các axit hữu cơ này bám trên bề mặt thép không gỉ trong một thời gian dài, làm hỏng lớp oxit bảo vệ kim loại và cuối cùng gây ra hiện tượng ăn mòn bề mặt thép không gỉ.
4. Các chất hóa học bám dính trên bề mặt thép không gỉ
Khi các chất có chứa axit, kiềm hoặc muối (như nước kiềm hoặc nước vôi dùng trong cải tạo) bám trên bề mặt thép không gỉ, các hóa chất này sẽ phản ứng với bề mặt kim loại và gây ra hiện tượng ăn mòn cục bộ. Sự ăn mòn này sẽ phá hủy lớp oxit bảo vệ của thép không gỉ, đặc biệt là khi các chất này lưu lại trên bề mặt trong thời gian dài. Tương tự, việc sử dụng chất tẩy rửa có tính axit hoặc các vật dụng có tính axit để lau chùi thép không gỉ cũng sẽ đẩy nhanh quá trình ăn mòn.
5. Tác động của ô nhiễm không khí lên bề mặt thép không gỉ
Trong không khí ô nhiễm, đặc biệt là môi trường chứa nhiều sunfua, cacbon oxit và nitơ oxit, khi các khí này tiếp xúc với nước ngưng tụ sẽ tạo ra các chất lỏng có tính axit như axit sunfuric, axit nitric và axit axetic. Các chất lỏng có tính axit này sẽ tạo thành các đốm lỏng trên bề mặt thép không gỉ và gây ra hiện tượng ăn mòn hóa học, dần dần phá hủy lớp oxit bảo vệ của thép không gỉ, gây ăn mòn và hư hỏng kim loại.
Những vấn đề thường gặp khi đánh bóng thép không gỉ
1. Những lỗi thường gặp?
Vết xước: Thường do lựa chọn dụng cụ hoặc vật liệu đánh bóng không phù hợp. Các hạt đánh bóng thô ráp hoặc dụng cụ bị mòn có thể để lại các vết xước nhỏ trên bề mặt khuôn.
Hố: Bề mặt sản phẩm gồ ghề, lồi lõm. Lớp màng oxit bề mặt bị mất tính toàn vẹn do trầy xước, va đập hạt và hư hại anion hoạt động, tạo thành một khối lỗ màng, trong đó màng là cực âm và kim loại bên dưới lỗ là cực dương.
Vết nước hoặc vết dầu: Chất bôi trơn, mỡ hoặc độ ẩm được sử dụng trong quá trình đánh bóng vẫn còn trên bề mặt, tạo thành các vết làm giảm độ hoàn thiện đồng đều của bề mặt.
Hiệu ứng vỏ cam: Bề mặt không đều và thô ráp được gọi là “vỏ cam”. Có nhiều nguyên nhân gây ra hiện tượng “vỏ cam”, phổ biến nhất là áp lực quá mức khi đánh bóng, thời gian đánh bóng quá lâu và phương pháp đánh bóng không đúng cách. Những yếu tố này sẽ ảnh hưởng đến độ mịn của bề mặt và gây ra kết cấu giống như vỏ cam.
2. So với các kim loại khác, việc đánh bóng thép không gỉ có những khó khăn gì?
Vết cháy xém: Nếu thời gian đánh bóng thô quá dài, bề mặt dễ bị cháy xém.
Rỗ: Rỗ dễ hình thành khi bánh mài quay quá nhanh trong quá trình đánh bóng chính xác
Nội dung thí nghiệm đánh bóng thép không gỉ
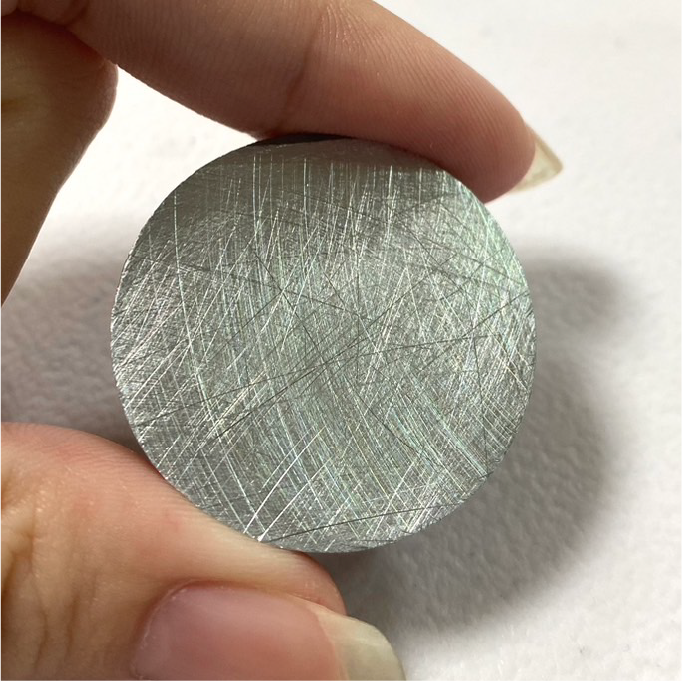
Thép không gỉ là một loại thép hợp kim có khả năng chống ăn mòn, kháng axit và kiềm tuyệt vời, thường được sử dụng trong các sản phẩm lớn nhỏ và vật liệu xây dựng trong đời sống hàng ngày. Tuy nhiên, trong quá trình đánh bóng, thường gặp phải một số vấn đề như trầy xước, đốm nước, hiệu ứng vỏ cam, v.v., ảnh hưởng đến độ hoàn thiện bề mặt và hiệu ứng cuối cùng.
Để giải quyết hiệu quả những vấn đề này, Phòng thí nghiệm Hongwei đã tiến hành các thí nghiệm đánh bóng cơ học trên thép không gỉ để tìm hiểu ảnh hưởng của các kỹ thuật và điều kiện đánh bóng khác nhau đến hiệu ứng đánh bóng. Trong thí nghiệm, chúng tôi đã đánh giá việc lựa chọn dụng cụ đánh bóng và chất đánh bóng, nhằm tối ưu hóa quy trình đánh bóng, cải thiện độ hoàn thiện bề mặt của thép không gỉ và từ đó nâng cao hiệu suất của nó trong các ứng dụng thực tế.

Chuẩn bị dụng cụ
1. Máy mài và đánh bóng kim loại
2. Đĩa mài: chẳng hạn như: đĩa mài kim cương mạ điện (400#), đĩa mài nhựa kim cương (400#.1000#).
3. Miếng đánh bóng: chẳng hạn như miếng đánh bóng oxit xeri, miếng đánh bóng lụa nhung, miếng đánh bóng nhung sợi ngắn và các mẫu khác có chất mài mòn khác nhau.
4. Chất lỏng đánh bóng: chẳng hạn như: chất lỏng đánh bóng kim cương nano 15um.6um.1um, được sử dụng kết hợp.
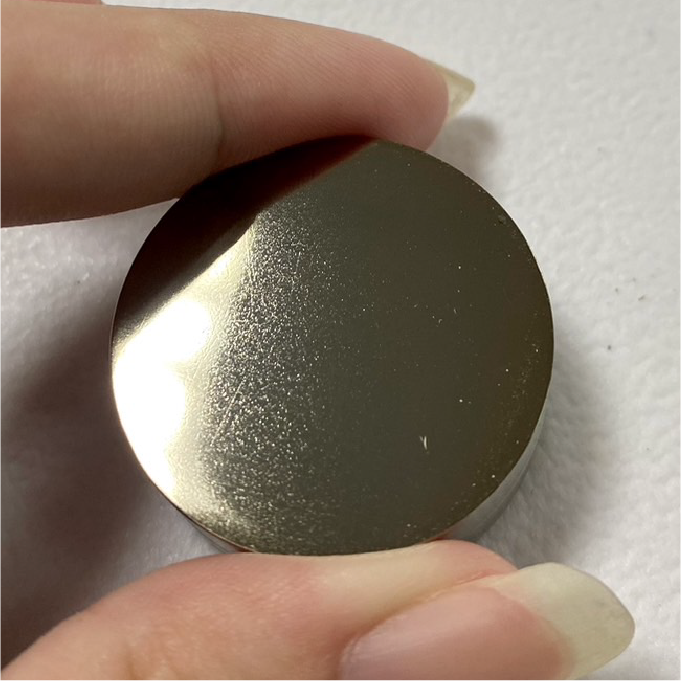
Quy trình đánh bóng thép không gỉ

Đĩa mài kim cương mạ điện + nước > miếng đánh bóng oxit xeri + dung dịch kim cương > miếng đánh bóng nhung + dung dịch kim cương > miếng đánh bóng nhung sợi ngắn + dung dịch kim cương
Đánh bóng các vấn đề trong thí nghiệm
1. Nếu sử dụng đĩa mài nhựa kim cương (#1000) để đánh bóng quá lâu, bề mặt dễ bị cháy.
2. Khi đánh bóng chính xác, bánh mài quay quá nhanh và có thể xảy ra hiện tượng rỗ
Dụng cụ đánh bóng khuyên dùng
Dung dịch đánh bóng kim cương nano / dung dịch mài / dung dịch huyền phù>>>拋光液

- Phù hợp hơn cho: Hoạt động cơ học
- Trạng thái: Chất lỏng (Dầu/Nước/Cồn)
- Khi đánh bóng, có thể sử dụng máy mài hai mặt, đánh bóng cơ học hóa học (CMP), mài kim loại
- ※Vì chất mài mòn ở trạng thái tự do nên nó có thể đánh bóng các vật thể trên một diện tích lớn.
- ※Nếu bề mặt phôi vẫn còn rất thô ráp, bạn có thể chọn chất lỏng đánh bóng có kích thước hạt lớn hơn.
Miếng đánh bóng / Miếng mài mòn >>>> Vật tư tiêu hao kim loại học
- Vật liệu:
- Chứa chất mài mòn: miếng đánh bóng oxit xeri, đĩa mài nhựa kim cương, đĩa mài kim cương mạ điện
- Không mài mòn: vải nhung, vải nhung sợi ngắn, polyurethane (nhung đen), vải dệt, vải bông, vải xốp, vải cứng, vải mềm, v.v.
Kết luận
Sản phẩm thép không gỉ có thể được nhìn thấy ở khắp mọi nơi trong cuộc sống hàng ngày của chúng ta, chẳng hạn như đồ dùng nhà bếp, thiết bị y tế, vật liệu xây dựng, v.v. Thép không gỉ được làm từ nhiều loại kim loại khác nhau, có khả năng chống ăn mòn, kháng axit, kháng kiềm và độ bền cao. Tuy nhiên, thép không gỉ thường cần được đánh bóng bề mặt, dễ gây ra rỗ, đốm nước, hiệu ứng vỏ cam và các vấn đề khác. Việc lựa chọn dụng cụ đánh bóng và phương pháp gia công phù hợp có thể giúp giảm chi phí sản xuất và rút ngắn đáng kể thời gian gia công.
Hành động
- Hiện tại, độ nhám bề mặt được đo có đạt được mục tiêu mong đợi của bạn không? >>> Bảng so sánh giữa mài bóng và độ nhám bề mặt
- Các vấn đề thường gặp và giải pháp của kim loại>>> Hướng dẫn sửa chữa các lỗi đánh bóng kim loại: giải pháp cho các vấn đề thường gặp và khuyến nghị về vật liệu và dụng cụ chất lượng cao
- Cách giải quyết Giải pháp >>> Sáu phương pháp đánh bóng khuôn, bạn đã biết bao nhiêu?
- Thực hiện >>> Vật liệu mài bóng, thiết bị mài bóng, dụng cụ mài bóng
- Đánh giá lại.
Về mài mòn: Chúng tôi cung cấp các điều chỉnh tùy chỉnh để điều chỉnh tỷ lệ theo nhu cầu gia công, nhằm đạt hiệu quả tối đa.
Nếu bạn vẫn chưa biết cách chọn sản phẩm phù hợp sau khi đọc nội dung, hãy liên hệ với chúng tôi, sẽ có chuyên gia hỗ trợ giải đáp cho bạn.
Hãy liên hệ với chúng tôi, sẽ có chuyên gia hỗ trợ giải đáp cho bạn.
Nếu cần báo giá tùy chỉnh, hãy liên hệ với chúng tôi.
Thời gian hỗ trợ khách hàng: Thứ Hai đến Thứ Sáu, từ 09:00 đến 18:00.
phone:07 223 1058
Nếu có chủ đề muốn tìm hiểu hoặc không thể nói rõ qua điện thoại, hãy nhắn tin trực tiếp qua Facebook nhé~~
honway fb:https://www.facebook.com/honwaygroup