
在半導體精密治具、高階電子接插件模具以及航太微型零件的加工世界裡,微米(µm)級的尺寸控制只是基本功,真正決定產品生死與直通率(FPY)的關鍵,往往在於幾何公差與符號(GD&T)的極致追求。
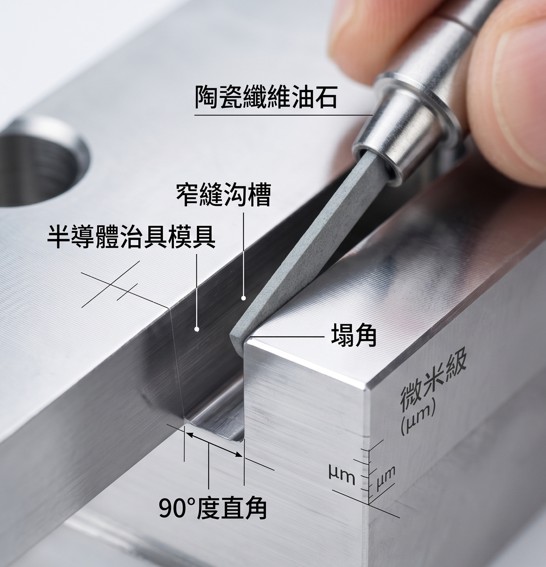
在實務現場,工程師與品管主管最常面臨的血淚痛點,就是窄縫溝槽(Slot)的直角精度與垂直度。當金屬工件歷經 CNC 高速銑削或放電加工(EDM)後,窄縫死角處難免會殘留微小毛刺、銑削刀痕或火花積碳層。此時,若拋光師傅使用缺乏剛性的傳統油石或砂布進行手工修整,只要力道稍有不均或工具角度產生偏擺,極易發生局部過切,將原本完美的 90 度清角磨成圓弧塌角。
這種微觀上的塌角,會直接破壞幾何公差的嚴格規範。在進行微米級窄縫組裝時,會因為直角精度偏擺,導致配合件無法順利滑入死角,最終造成整批高昂的精密模具因組裝干涉而報廢。為了在清除刀痕的同時死守幾何公差,導入具備幾何維持力的精密研磨耗材,已成為宏崴實業協助大廠產線升級的必經對策。
目錄
- 一、 拆解幾何公差規範:窄縫清角為何容不下 1 微米的塌角?
- 二、 現場盲點解析:傳統磨具為何是直角塌角的元兇?
- 三、 宏崴實業精密清角對策:陶瓷纖維油石的網狀抗折機制
- 四、 結論:用正確的工具,守住高階製造的幾何尊嚴
一、 拆解幾何公差規範:窄縫清角為何容不下 1 微米的塌角?
在國際 GD&T 規範中,窄縫組裝除了要求尺寸公差外,更受到垂直度與真直度的嚴格制約。
當兩個精密配合件需要進行微米級的滑動組裝時,窄縫內壁的每一面都必須維持絕對的幾何剛性。如果前道工序留下的放電黑皮沒有清除,組裝時就會產生摩擦阻力;但如果手工拋光時塌角了,直角變成了 R 角,配合件的銳利邊緣就會卡在 R 角上,導致組裝件頂端產生傾斜,偏擺誤差在機械結構中會被放大,進而徹底毀掉精密機械的軸向精度。
因此,高階品管在乎的精密控速製程中,拋光去毛刺的目標從來不只是「把表面磨亮」,而是要在維持絕對直角精度、不破壞原設計幾何尺寸的前提下,俐落移除多餘材料。
二、 現場盲點解析:傳統磨具為何是直角塌角的元兇?
許多精密車間在面對 1mm 甚至更窄的微細溝槽時,習慣讓師傅將傳統砂輪片或常規油石自行研磨、修薄後硬塞進窄縫內打磨。這在實務上會引發兩大盲點:
1.剛性不足與應力塌角:
傳統軟質油石在狹窄空間內反覆摩擦時,边角會先因為擠壓應力而破碎、塌角(俗稱碎邊)。一旦工具本身的直角沒了,磨出來的工件窄縫必然跟著塌角。
2.放電加工白層以卵擊石:
EDM 後的超硬積碳白層硬度極高。如果工具切削力不夠,師傅為了趕工只能加重手部下壓力,這種不均勻的機械應力正是導致窄縫兩側過切、垂直度失控的罪魁禍首。
三、 宏崴實業精密清角對策:陶瓷纖維油石的網狀抗折機制

為了在微細溝槽加工中捍衛 GD&T 幾何公差,宏崴實業引進了專門對付清角與窄縫的精密耗材解決方案。其核心關鍵在於陶瓷纖維油石(Ceramic Fiber Stones)的物理革命。
與傳統散裝磨料結合的油石不同,陶瓷纖維油石是將無數條高剛性的連續陶瓷纖維與樹脂進行交織。這種網狀結構賦予了工具極為強悍的技術特點:
- 極致抗折,絕對不塌角: 即使將油石修薄至 0.5mm 甚至更薄,塞入深邃窄縫中高速往復打磨,它也具備極佳的記憶彈性與抗斷裂強度。在加工過程中,油石的邊角不會率先碎裂,能死死貼緊窄縫的 90 度根部,確保直角精度的完美呈現。
- 工業鑽石複合,以硬克硬: 面對 HRC60 以上的超硬合金鋼或鎢鋼放電黑皮,宏崴實業更提供加入了單晶工業鑽石磨料的鑽石纖維油石。利用鑽石的強悍切削力,在低負荷的輕研磨下就能迅速清除積碳層,避免因過度施力導致的製程熱傷與幾何過切。
- 微型夾縫無孔不入: 針對更微小的死角,搭配專用工具夾柄固定迷你纖維油石,能深入自動化機械手臂或手工難以觸及的微米級狹縫,落實不破壞公差的精密去毛刺工藝。
四、 結論:用正確的工具,守住高階製造的幾何尊嚴
在工業 4.0 的精密供應鏈中,幾何公差(GD&T)是通過大廠品管合約的唯一通行證。解決窄縫組裝的直角精度,不能單靠師傅的運氣與手感,更需要仰賴具備幾何維持力的先進耗材。
宏崴實業深耕工模具拋光研磨領域,從前端提供 50,000 RPM 恆速補償的旗艦型控制器,到終端抗折不塌角的陶瓷與鑽石纖維油石,我們提供的是一整套守護公差、提升直通率的全自動化量產控制對策,協助您的產品在國際高階市場中脫穎而出。
