
目錄
- 一、 深入模具熱裂紋的成因:為什麼傳統製程容易「燒傷」模具?
- 二、 3種不退火研磨工藝與長尾應用場景深度對比
- 三、 3大不退火工藝 綜合性能評估矩陣
- 四、 結論:製程工程師的工具部署策略,提升產線直通率
在硬質模具鋼(如 H13、D2、NAK80)及超硬鎢鋼的精密加工鏈中,後處理的毛邊修整與拋光打磨,往往決定了模具的最終壽命。然而,許多產線在進行手動或氣動研磨時,常因工具選擇不當,在狹窄深溝或交界處累積瞬間高熱,導致金屬表面發生「局部退火」,甚至衍生出肉眼難察的「熱裂紋(Thermal Cracking / Grinding Cracks)」。
這些微小的熱裂紋在模具投入高壓沖壓或射出成型產線後,會因應力集中迅速擴大,最終導致模具崩角、斷裂,引發災難性的停線損失。
為了在高效移除毛刺的同時確保模具「零熱傷」,製程工程師必須導入低發熱、不退火的【冷研磨工藝】。本文將深度比較現行產線最主流的三種【不退火研磨工藝】,幫助您解決【硬質模具鋼打磨】與【微小夾縫去毛刺】時最常遇到的燒傷瓶頸。
一、 深入模具熱裂紋的成因:為什麼傳統製程容易「燒傷」模具?
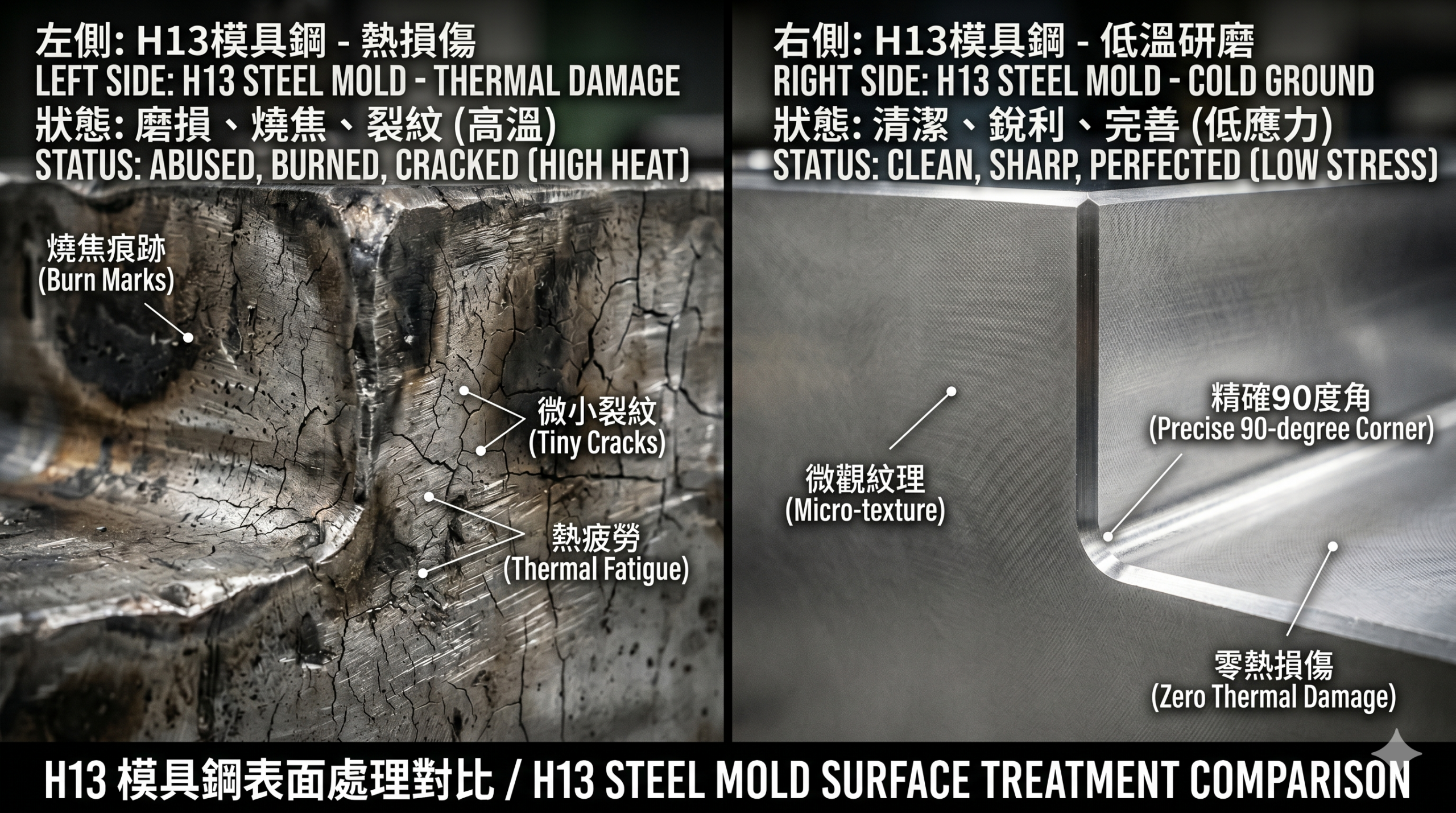
傳統使用高速旋轉鎢鋼滾磨刀或砂輪拋光進行【硬化鋼毛邊修整】時,點對點的摩擦速度極高。當熱量產生的速度遠大於金屬導熱的速度時,接觸面溫度會在毫秒內飆升至 600°C – 800°C,超過材料的鋼材轉變點。
隨後,冷卻液或周圍金屬冷卻引發「二次淬火」,表面體積急遽膨脹,與內層未受熱金屬產生極大的拉應力,【模具熱裂紋】便因此誕生。因此,B2B 製程的核心關鍵在於:控制切削機制,導入【低應力精密加工】技術,從源頭降低摩擦熱。
二、3種不退火研磨工藝與長尾應用場景深度對比
為了應對不同幾何結構的模具(如平面、肋部、深溝夾縫),產線通常會交叉部署以下三種低發熱製程:
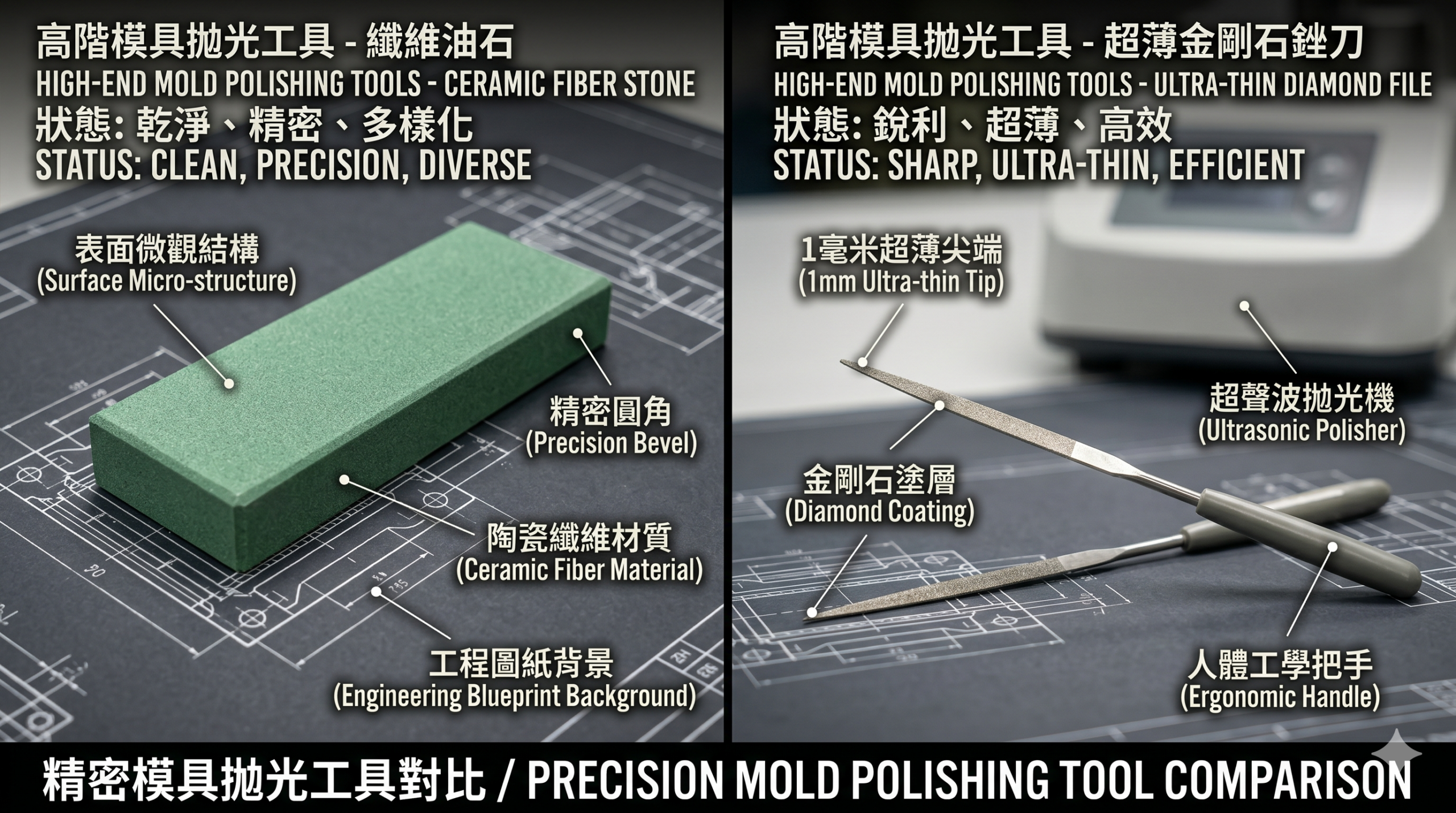
工藝 1:新一代陶瓷纖維技術(纖維油石研磨)
- 技術原理: 利用高純度氧化鋁纖維(Alumina Fiber)交織而成。其切削力來自於無數個纖維斷面的微小晶體邊緣,結構本身具備極佳的疏鬆排屑性。
- 控溫機制: 線性(往復式)移動替代了高速旋轉,摩擦面積大且壓力分散。此外,纖維孔隙在研磨時會自我微崩碎,不斷露出新的切削刃口(自銳性),能帶走高達 80% 的摩擦熱,完全無退火風險,是理想的【放電加工積碳層清除】工具。
- 最佳應用: 模具大面積打底、拋光前道製程、防止幾何塌角。
💡 站內閉環推薦: 欲了解此工藝在改善**【模具肋部加工易斷痛點】**的最新突破,請參閱我們的技術專文:
[BESDIA® 纖維油石新境界:抗折強度與研磨效率雙提升(新一代陶瓷纖維技術)]。
工藝 2:低速高控性鑽石微粒切削(超薄鑽石銼刀片)
- 技術原理: 將單晶工業鑽石(Diamond Grit)透過高強度電鍍工藝固定於鋼材基底上。利用鑽石「超高硬度、極銳利」的特性,以硬克硬。
- 控溫機制: 由於鑽石顆粒極度銳利,只需極小的下壓力即可切削硬化鋼(HRC60以上),屬於典型的【低應力切削機制】。低速手動或搭配【往復式氣動研磨機配件】進行低頻率推拉,使熱量根本無從累積,從物理根源上避開了熱裂紋,完美保留 90 度俐落直角。
- 最佳應用: 精密模具的深溝窄縫、夾角湯口、1.5mm 以下的微細死角修整與【盲孔毛邊拋光】。
💡 站內閉環推薦: 當夾縫空間窄到油石物理極限無法切入時,請改用幾何厚度僅 1mm 的金屬利器。歡迎閱讀:
[鑽石銼刀片 (Diamond Tip Files):1mm 超薄設計,應對深溝窄縫夾縫研磨]。
工藝 3:超聲波微幅振動研磨
技術原理: 藉由超聲波主機驅動夾頭,產生每秒 20,000 至 40,000 次、振幅僅數十微米的超高頻微幅振動,帶動前端耗材(通常搭配纖維油石或鑽石工具)進行微切削。
控溫機制: 因為振幅極小(微米級)且屬於不連續接觸,工具與工件之間有極充裕的停頓冷卻時間(微觀層面),因此產生的瞬間溫升幾乎為零,能達到極高的【金屬表面粗糙度 Ra 控制】,是目前最頂級的無熱傷工藝。
最佳應用: 高昂的半導體治具、光學鏡面模具、細微字體刻槽的精密修整。
三、 3大不退火工藝 綜合性能評估矩陣
| 評估指標 | 工藝 1:陶瓷纖維油石 | 工藝 2:超薄鑽石銼刀片 | 工藝 3:超聲波微振動 |
| 防退火/防裂紋能力 | 極優 (手動/往復排屑佳) | 極優 (低速低應力刮削) | 最完美 (高頻微振無溫升) |
| 長尾字對應解方 | 【放電加工積碳清除】 | 【盲孔深溝毛刺修整】 | 【鏡面模具超精拋光】 |
| 窄縫深溝適配度 | 佳 (可修整至 1.5mm) | 極佳 (1mm超薄直達盲區) | 視前端裝夾耗材而定 |
| 企業導入成本 (ROI) | 低 (耗材平價,隨取隨用) | 低 (工具壽命長,經濟效益高) | 高 (需購置超聲波專用主機) |
四、 結論:製程工程師的工具部署策略,提升產線直通率
為了在產線上徹底杜絕【金屬表面退火燒傷】並提升生產良率,企業應針對不同加工階段採取【複合研磨製程部署】:
- 粗加工與去毛刺階段: 針對一般熱處理鋼或中大形狀,優先部署
[陶瓷纖維油石]進行大面積高效打底,避免產生熱應力。 - 極窄空間死角突破: 當遇到厚度小於 1.2mm 的微型模具肋部或深溝,傳統磨具易斷且易發熱,此時應立即切換為
[1mm 超薄鑽石銼刀片]進行低應力精密修正,確保幾何公差與零熱傷,全面拉高【精密加工直通率 FPY】。
工模具研磨方案專家 (OEM/ODM 客製化服務) 我們專為精密製造業提供一站式的防熱傷、高效率研磨耗材解決方案,協助企業降低整體持有成本 (TCO)。 📥 [聯繫技術專家 / 索取企業專用樣品測試] (點擊填寫 B2B 詢價表單)
