
砂輪的壽命與砂輪的磨耗息息相關,在沒有發生「異常狀況」時,我們都可以認定這顆砂輪還沒有到終點,可以繼續使用。
本篇主要介紹砂輪的幾種磨耗特性、計算方式與排除方法,如果有需要就跟著我們一起看下去
在研磨過程中,砂輪的壽命對加工效率和品質至關重要。砂輪的使用壽命受多種因素影響,包括結合度、工件速度、砂輪周速以及磨料的切入深度等。
不同的研磨條件會影響砂輪磨耗的速度,也就是為甚麼同一顆砂輪在A方式中好用,但換成B方式時反倒顯得不好用的原因。
因此了解如何計算研磨比與比磨耗量選擇合適的砂輪,對提高生產效率或降低成本具有重要意義。
目錄
砂輪切刃常出現下面四種狀態
砂輪的切刃會因研磨過程時的變化而有不同的形態,主要分為四種
1. 脫落型:在脫落型研磨作業中,當磨料的切刃磨滅時,研磨阻力會增大,導致磨料大量脫落。這種情況下,磨料粒子之間的間隔增大,砂輪表面呈現粗糙狀態。
2. 正常型(自生型):在進行研磨時,當磨料的切刃鈍化,會導致研磨阻力增大。此時,磨料會劈開,顯現出新的切刃,使砂輪恢復原本的切削力,維持理想的研磨效果。
3. 填塞型:在填塞型研磨中,磨屑會黏附在砂輪表面,這會妨礙其他研磨作業的進行。磨屑的形狀通常為撕裂形或熔融形,這些磨屑可能會構成刃尖,進一步影響切削效果。
4. 平滑型: 在平滑形研磨中,磨料鈍化至失去研磨能力的狀態,導致磨料表面變得圓滑,整個砂輪被包覆,這對研磨效果造成了負面影響。
(延伸閱讀:砂輪磨粒的研磨作用)
砂輪不同型態的磨耗
因為切刃的狀態不一樣,因此磨耗的過程也會隨著時間變化產生出現差異
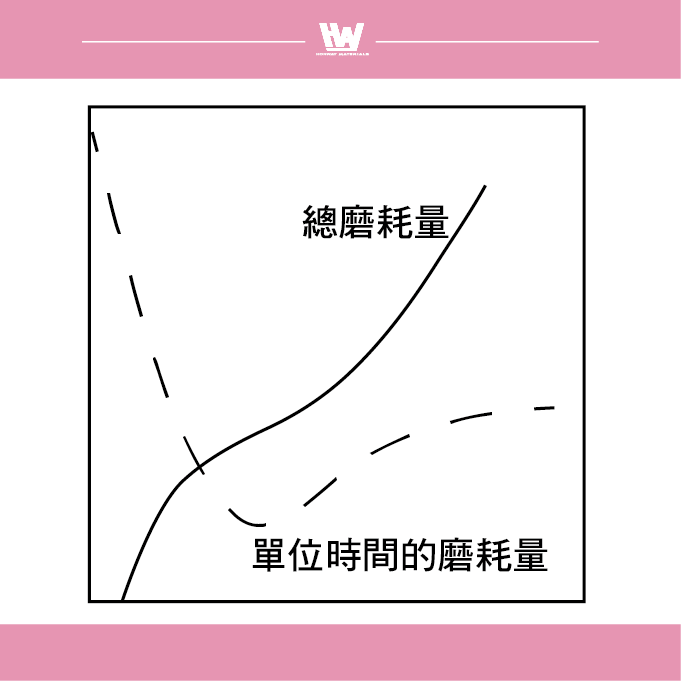
脫落形
特性:磨耗量起初非常大,隨後減少,接著再增大,最終呈現穩定的大磨耗量。
原因:
- 最初大磨耗量是因為砂輪再進行修整效果所導致的,會快速的使不穩定的磨料迅速脫落。
- 修整效果隨著研磨進行逐漸消失,磨耗量減少。
- 後續因研磨作用穩定,磨耗量保持在一定高水平。
延長壽命建議:降低初期磨耗,減少修整深度與速度,避免過度破壞砂輪表面結構。
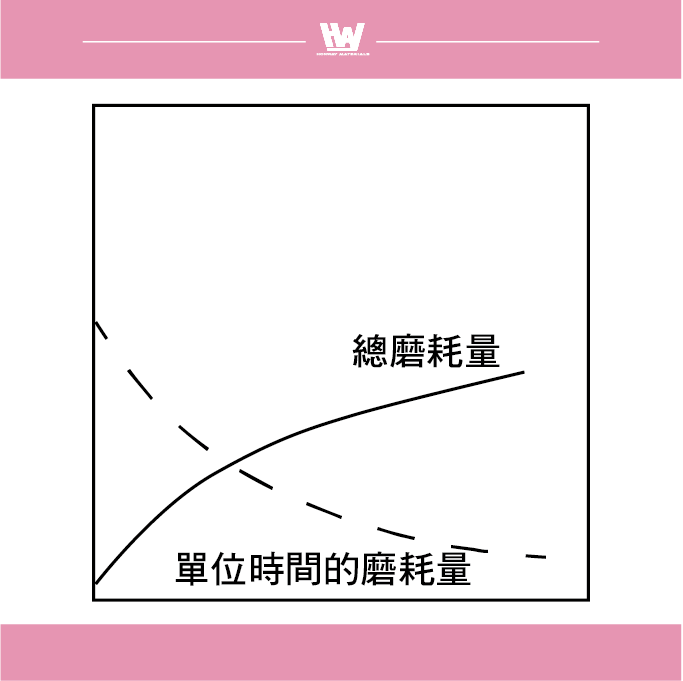
自生形(最理想狀態)
特性:初期磨耗量較大,但迅速減少並維持穩定的小磨耗量。
原因:
- 修整造成的初期磨耗較大,但隨後磨耗量減少。
- 適度磨耗後,砂輪產生自銳作用,使研磨效率提升且磨耗量穩定。
延長壽命建議
- 適度提高加工速度與研磨壓力,使自銳作用得以發揮,避免砂輪表面鈍化。
- 選擇適合的結合劑與磨料材料,以確保砂輪具有適當的自銳性能。
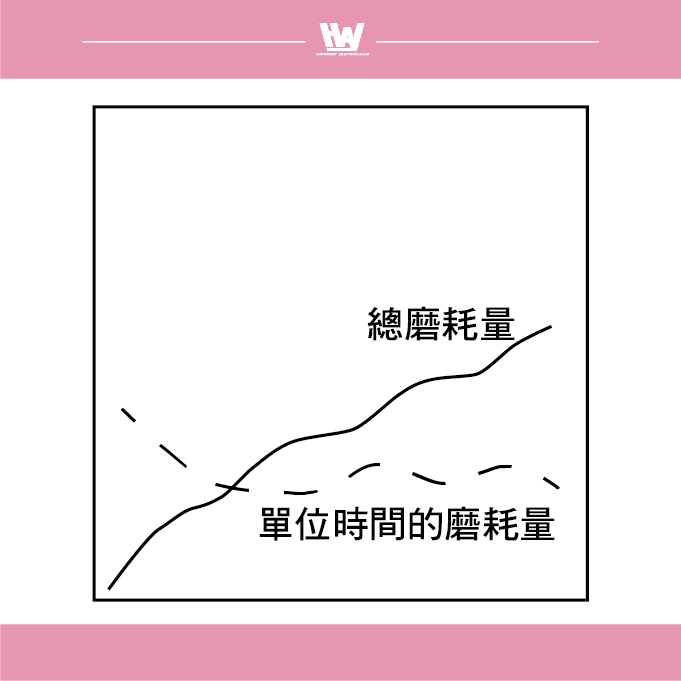
填塞形
特性:初期大磨耗量不會迅速減少,但過程中因磨耗的減少而後磨料剝落造成磨耗的增加,呈現曲線反覆變化的趨勢。
原因:
- 砂輪表面被磨屑填塞,導致磨耗量減少但研磨阻力增加。
- 當阻力過大時,磨料連同包覆磨屑脫落,磨耗量再次增大,形成反覆波動的磨耗曲線。
延長壽命建議
- 選用合適的冷卻液:加強磨屑的排除能力,減少填塞狀況。
- 提高砂輪結合度與磨料硬度:減少磨屑嵌入砂輪表面的可能性。
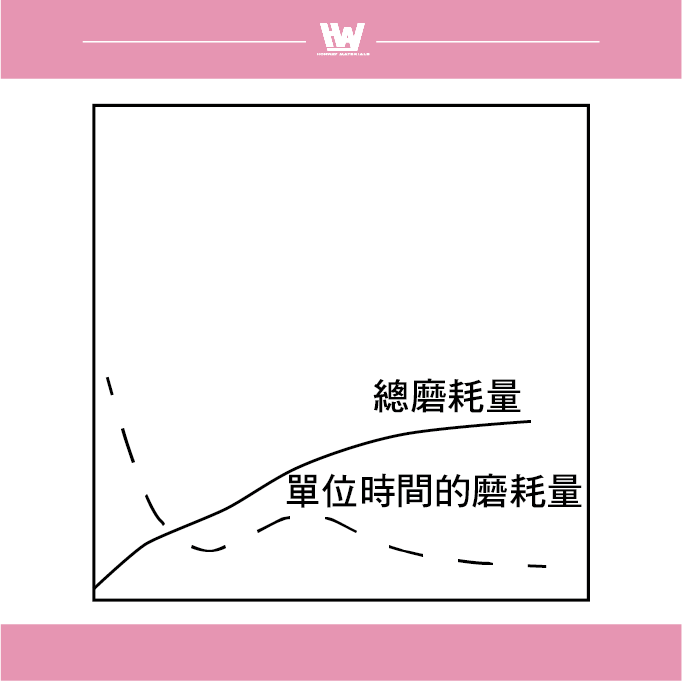
平滑形
特性:常見於結合度過大的砂輪,磨耗量最小,磨耗曲線呈反覆波動。
原因:
- 表面磨屑鈍化導致磨耗量降低。
- 與填塞形類似,當阻力無法克服時,表面磨料脫落,磨耗量稍有增大,但整體磨耗較小。
延長壽命建議:選擇結合度較低的砂輪,加速磨料脫落,恢復自銳能力。
通用的建議
- 選擇合適條件的砂輪:根據加工材料與條件,選擇適合的砂輪結合劑、磨料類型與結構。
- 使用冷卻液:有效降低加工過程中的熱量累積,減少砂輪與工件的過度磨損。
- 維護加工機台:確保機台穩定性,避免因振動或不穩定導致砂輪額外磨耗。
- 定期檢查與保養:定期檢查砂輪表面狀況,必要時進行修整或更換。
比磨耗量與研磨比
比磨耗量
定義:表示砂輪耗損的速率
公式:Ss是以被研磨的工件容積(研磨量)Tmm³除砂輪磨耗量Smm³所得的值。
計算結果:
- 值較大:表示砂輪磨耗較多,相對而言工件材料去除較少,砂輪使用效率低。
- 值較小:表示砂輪耗損較少,而材料去除效率較高,砂輪性能佳。
研磨比
定義:表示砂輪加工效率的高低。
公式:比磨耗量的倒數G稱為研磨比。
計算結果:
- 值較高:表示砂輪耗損少但去除工件材料量多,研磨效率高,砂輪壽命長。
- 值較低:表示砂輪耗損多而去除工件材料量少,研磨效率低。
比磨耗量與研磨比的關係
這兩者呈反比關係:
- 當砂輪耗損少(比磨耗量低)時,研磨比高,代表砂輪效率佳。
- 當砂輪耗損多(比磨耗量高)時,研磨比低,表示砂輪效率差。
對於某種工件材料,不同砂輪的選擇與加工條件會影響砂輪的磨耗量、研磨量及比磨耗量的變化。
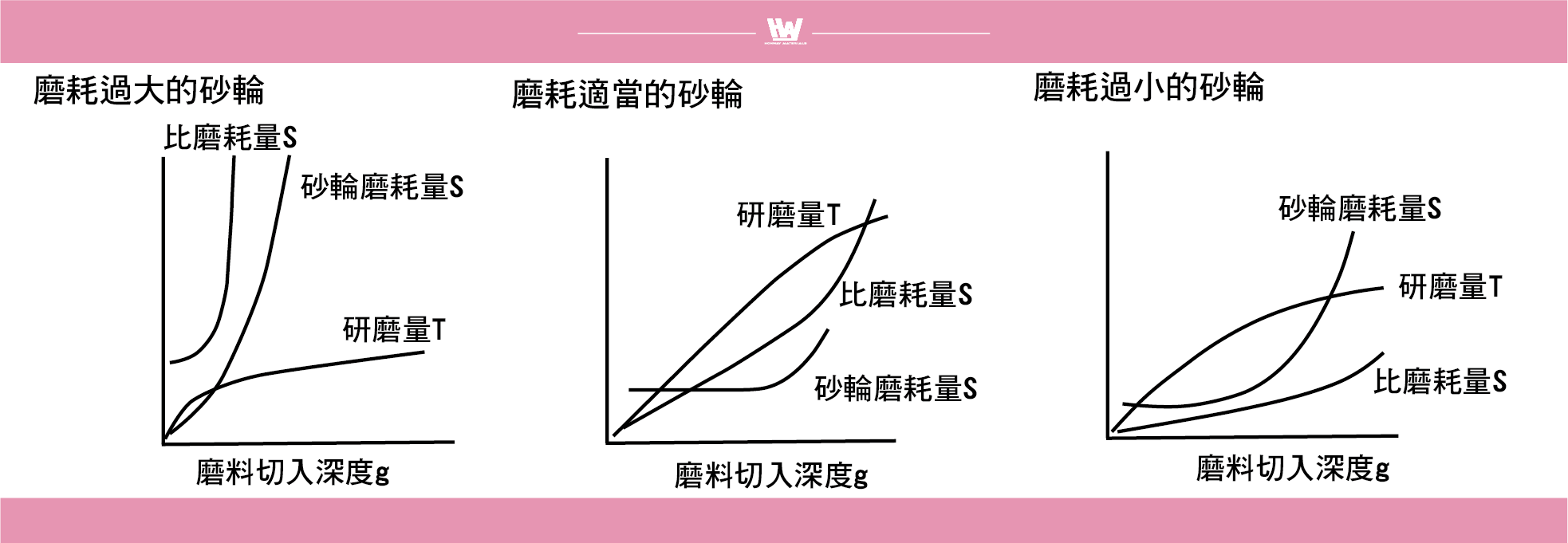
砂輪磨耗量通常與磨料切刃深度成正比。當切入深度較小時,磨耗量和研磨量呈直線上升;但當磨耗量過大,切入深度稍增加,磨耗會劇烈提升。
磨耗適中的砂輪可維持自銳作用,使研磨量穩定線性增加直至切入深度非常大。而磨耗過少的砂輪,隨切入深度增加可能因填塞現象導致研磨量停滯。
比磨耗量的直線部分代表砂輪的最佳實用範圍,範圍越寬,砂輪性能越穩定。
在同樣條件下如何選擇砂輪?
在相同的條件與最終想達成的品質條件下,經計算後
您因時間需求,想要快速且高校,的加工效率,那就要選現有中砂輪「研磨比較高的砂輪」
如果今天有節省成本的需求,那就要選現有中砂輪「比磨耗量高的砂輪」
提醒:在評估的過程中也建議將時間與人力拉入計算,已獲得最有效的解決方案喲!
如何判定砂輪的修整時間?
砂輪的削整間隔是指砂輪在使用過程中需要進行修整的時間間隔,或以砂輪已完成的研磨量來表示的修整頻率。
理想上,砂輪應該透過自銳作用維持切削能力。然而,實際加工中,砂輪可能因形狀變形、震動、噪音等問題而無法繼續使用。
砂輪壽命的標準
- 脫落形磨耗:砂輪在直徑減少到一定程度或達到特定磨耗量後,壽命結束。
- 平滑形磨耗:當切刃面積率(切刃磨耗面積與總面積之比)達到 8~10% 時,切削力急劇增加,研磨阻力導致研磨燒焦,壽命結束。或是當研磨韌性材料時,當砂輪因平滑而失去切削能力時,繼續研磨會造成加工面劣化,例如震動增強或表面品質降低,此時可將此階段視為砂輪壽命終點。
終歸來說,在工業領域的定義上是以砂輪研磨到不能研磨為終點。
另一種判定標準為砂輪壽命就是指直到加工面發生「某種異常」前,都可以使用。
異常如:表面燒焦、加工精度劣化:研磨力、研磨動力、研磨音響、磨床震動發生異常時都可以視為終點。
研磨條件對於砂輪壽命的影響
1. 切刃面積率基準:以到達切刃面積率8%的磨料累積研磨距離時,結合度愈低或是工件周速增大,磨料切入深度大時,磨料易脫落或破碎,磨耗面積較小,因此壽命比較長。
2.一定磨耗量的基準:直到工件發生顫紋的砂輪直徑減少量約略一定量的準則,以直到呈現該磨耗量的研磨時間為壽命,與各種研磨條件的關係,磨料切入深度代表的磨料負荷愈大時,壽命愈短。
實際應用中的壽命考量
- 工業判定:以砂輪無法切削的時間或研磨量為壽命定義較為方便。
- 工學解析:注重分析各切刃在特定時間或距離內的研磨能力維持狀況。
結論
砂輪壽命的長短取決於研磨條件及壽命判定基準。以切刃面積率為基準時,低結合度和適當工件速度有助於延長壽命;以一定磨耗量為基準時,工件速度、切入量及磨料負荷過大會縮短壽命。合理選擇砂輪參數及調整研磨條件,能有效提升加工效率並延長砂輪使用壽命。
行動
- 該如何選擇砂輪>>>鑽石砂輪與CBN砂輪怎麼選擇?
- 必須要知道的磨料基本知識>>>研磨-磨料 介紹
- 砂輪性能的關鍵角色>>結合劑介紹
- 當前測量的表面粗糙度是否達到您預期的目標>>>研磨拋光與表面粗糙度對照表
- 砂輪磨粒的各式面貌 >>砂輪磨粒的研磨作用
- 當前的砂輪是否屬正常磨損>>>目前的砂輪狀態如何 ? -電鑄砂輪篇
- 如何修整砂輪>>砂輪修整修鋭方式
- 切刃不同的研磨狀態 >>深入了解砂輪切刃形狀、變化與自銳機制
- 執行>>>鑽石與氮化硼砂輪、拋光磨料、拋光設備、拋光工具
- 覆盤
研磨方面 我們提供客製化調整,可以依加工需求調整比例已達最高效率
如果看完內文還是不知道怎麼挑選最適合的。
歡迎跟我們聯絡,我們會有專人為您解答
如有需要訂製報價也歡迎與我們聯繫
客服時間:周一至周五09:00~18:00
電話:07 223 1058
有想了解的題材或電話說不清楚的都歡迎私訊臉書~~
宏崴臉書:https://www.facebook.com/honwaygroup
