
砂輪有三大要與五大特點
三大要素:磨粒、結合劑、氣孔。
五大特點:磨粒的材料、粒度的尺寸、組織的密度、結合劑特性、結合度的硬度。
本篇將針對砂輪的結合度去探討結合度的特性、影響因素及其選擇原則,為研磨加工提供理論說明與實踐建議。
目錄
什麼是結合度?
砂輪結合度用來表示砂輪保持磨料顆粒的能力或結合強度,通常也被稱為砂輪的硬度。其作用是決定砂輪在研磨過程中能夠多大程度地抵抗磨料顆粒被外力(如壓縮力、剪斷力和沖擊力)撕裂和脫落的能力。
結合度需要配合研磨條件來判斷是否太軟或太硬,下面是結合度太軟或太硬的影響
- 適當的結合度:磨料顆粒在磨鈍後會因崩裂或脫落,露出新的磨料顆粒,保持砂輪的切削性能,這種特性稱為自銳性。
- 結合度過軟:磨料顆粒還未發揮作用就容易脫落,導致砂輪的壽命縮短並增加材料的浪費。
- 結合度過硬:磨料顆粒在磨鈍後不容易脫落,使砂輪表面變得平滑,導致切削性能下降,甚至可能因過熱而燒損工件表面。
如何選擇砂輪的結合度是一門學問,要依據研磨條件來選擇,太軟或太硬都會影響加工品質,本文後面會更詳細分析如何選擇。
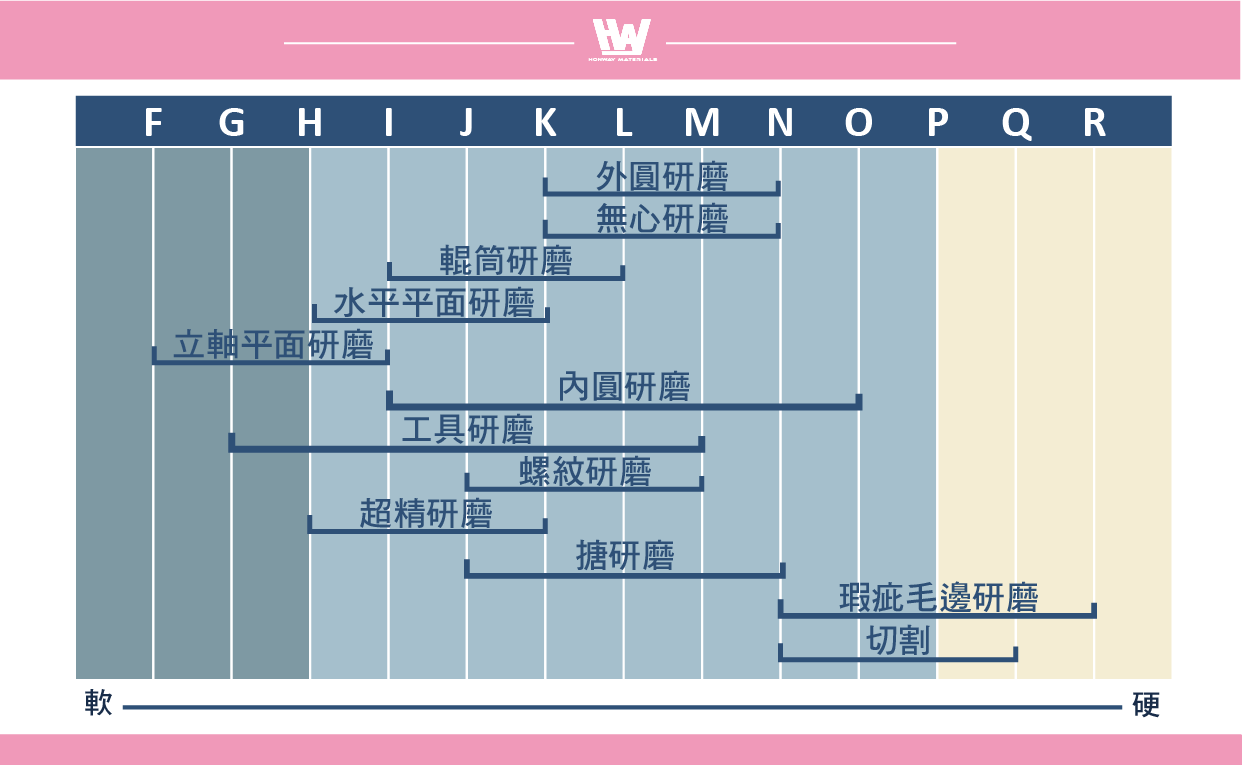
結合度的使用範圍
結合度通常用英文字母表示,從 A(最軟)到 Z(最硬)依次遞增。例如:
- A–H:非常軟的砂輪
- I–P:中等硬度的砂輪
- Q–Z:非常硬的砂輪
如何選擇結合度
結合度的選擇,是以研磨理論為基礎,以下是根據不同的研磨條件選用較軟或較硬的砂輪。
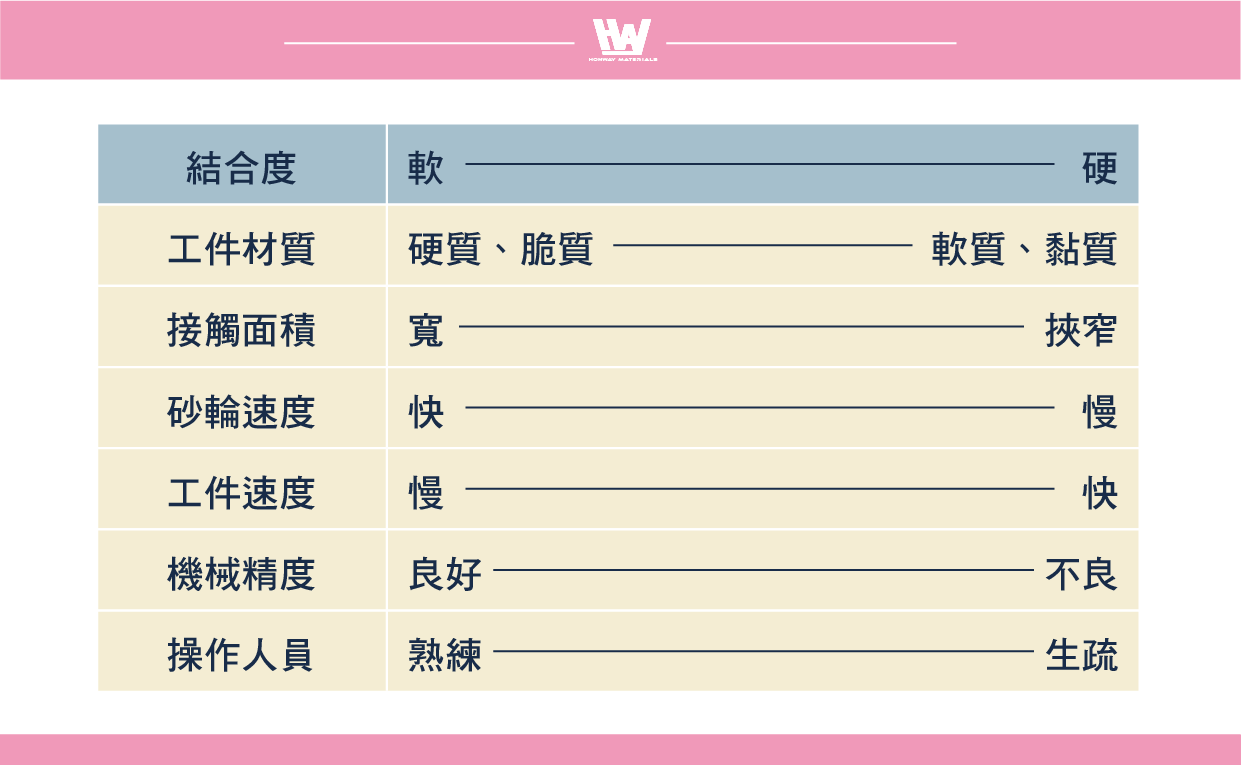
1. 工件的物理性質
- 軟工件:選用硬砂輪,軟工件研磨時,磨料受力較小,不易磨耗。若使用軟砂輪,磨料會過早脫落,浪費資源並降低經濟性。
- 硬工件:選用軟砂輪,硬工件對磨料的作用力大,磨料容易磨鈍。為保持切削性能,需使磨鈍的磨料及時脫落,露出新的磨料。
2. 砂輪的周速度
- 周速度快時:砂輪顯現出硬作用,應選用較軟的砂輪。
- 周速度慢時:砂輪顯現出軟作用,應選用較硬的砂輪。
- 特殊情況:當砂輪直徑小、無法達到所定周速度時(如小徑內圓研磨),若照常用軟級砂輪,會因周速度不足,磨料切入深度增大,可能導致砂輪快速磨耗,此時應選較硬的砂輪,但加工表面品質可能下降。
3. 工件的速度
- 工件速度大時:磨料切入深度增大,研磨屑變厚,研磨阻力增大,應選用硬砂輪。
- 工件速度小時:磨料受力較小,應選用軟砂輪。
改變砂輪與工件速度,都可能會出現軟或硬的情況,如果先購入砂輪再來決定工件速度的話,有時會得不到正確的速度,導致產量減少,品質下降,因此建議先決定好砂輪與工件的速度,再來選擇結合度適合的砂輪。
4. 工件與砂輪接觸面積的大小
- 接觸面積大時:每顆磨料受力減小,應選用軟砂輪,如研磨平面的大型工件。
- 接觸面積小時:磨料受力集中,應選用硬砂輪,如鋼珠研磨或碗形砂輪的局部接觸加工。
5. 手磨與機械研磨
- 手磨:由於操作不穩定,需使用硬砂輪以延長砂輪壽命。
- 機械研磨:機械穩定性較高,可使用軟砂輪以提高加工效率與表面品質。
6. 機械的狀態
- 震動小的機械:適用軟砂輪,因為機械穩定性高,不易導致磨料過早脫落。
- 震動大的機械:適用硬砂輪,以減少磨料脫落和砂輪磨耗。
以上為單一條件下的選擇,實際情況可能出現複合條件,因此需要結合實際加工需求,來選擇合適的結合度砂輪,才能達到理想的加工效率與品質。
結論
砂輪結合度的選擇是研磨加工中不可忽視的重要環節,需基於研磨理論並考慮多項因素,包括工件的物理性質、砂輪與工件的運動速度、接觸面積大小、加工方式及機械設備的穩定性。軟工件宜選用硬砂輪,硬工件宜選用軟砂輪;高速運轉時應偏向軟結合度,低速運轉則偏向硬結合度;接觸面積大的工件使用軟砂輪,接觸面積小的則適合硬砂輪。手磨與震動大的設備應用硬砂輪,而穩定的機械研磨則適合軟砂輪。合理選擇結合度不僅能提升研磨效率和加工質量,還能延長砂輪壽命並降低成本,為高效且經濟的加工提供保障。
行動
- 該如何選擇砂輪>>>鑽石砂輪與CBN砂輪怎麼選擇?
- 必須要知道的磨料基本知識>>>研磨-磨料 介紹
- 砂輪性能的關鍵角色>>結合劑介紹
- 砂輪磨粒的各式面貌 >>砂輪磨粒的研磨作用
- 執行>>>鑽石與氮化硼砂輪、拋光磨料、拋光設備、拋光工具
- 覆盤
研磨方面 我們提供客製化調整,可以依加工需求調整比例已達最高效率
如果看完內文還是不知道怎麼挑選最適合的。
歡迎跟我們聯絡,我們會有專人為您解答
如有需要訂製報價也歡迎與我們聯繫
客服時間:周一至周五09:00~18:00
電話:07 223 1058
有想了解的題材或電話說不清楚的都歡迎私訊臉書~~
宏崴臉書:https://www.facebook.com/honwaygroup
您可能感興趣的文章…
[wpb-random-posts]
