
目錄
前言
「表面粗糙度」即為表面粗不粗糙、光不光滑,它與我們的生活息息相關,從生產到製造,掌握他的預度,至關重要。在文章開始前先給大家一個觀念,即是「並非所有的東西都應該追求極致的光滑,而是應該了解需求追求『適當的粗糙度』」。
為甚麼呢?
因為當我們加工時如果設定一個過低的RA值時,他所需要耗費的人力、時間、成本可能都是翻倍再翻倍的事
所以不如選擇合適的粗糙度,更是當前加工選擇中最高效的選擇
在製造和加工產品時,表面的質量非常重要。表面粗糙度和光潔度是兩個關鍵指標,但它們的意義和測量方式不同。
表面粗糙度:是指表面上的微小起伏和不平整度,這會影響產品的功能和耐用性,通常用像 Ra 這樣的數值來表示。
光潔度:則是描述表面有多光滑和能反射光線的程度。表面越光滑,光潔度就越高,這會讓產品看起來更亮麗和有光澤。
粗糙度會影響光潔度:表面越粗糙,光潔度通常就越低,因為光線會被散射而不是反射。相反,低粗糙度能讓表面更光滑,提高光潔度,使產品看起來更高級。
為了達到理想的光潔度,通常需要使用專業的拋光材料來進行處理。這些拋光材料能有效去除表面的微小不平整,使表面變得更加光滑,從而提高光潔度。 了解粗糙度、光潔度及如何使用拋光材料來改善表面質量,對於製造高品質的產品至關重要。不管是為了提升產品的性能還是外觀,控制表面粗糙度並達到合適的光潔度是關鍵步驟。
表面粗糙度對照表
| 表面情況 | 基準長度 | 說明 | 表面粗糙度 | ||
| RA | RY(Rmax) | RZ | |||
| 超光面 | 0.08 | 以超光製加工方法加工所得之表面,其加工面光滑如鏡面。 | 0.010 a | 0.040 s | 0.040 z |
| 0.012 a | 0.050 s | 0.050 z | |||
| 0.016 a | 0.063 s | 0.063 z | |||
| 0.020 a | 0.080 s | 0.080 z | |||
| 0.25 | 0.020 a | 0.080 s | 0.080 z | ||
| 0.025 a | 0.100 s | 0.100 z | |||
| 0.032 a | 0.125 s | 0.125 z | |||
| 0.040 a | 0.16 s | 0.16 z | |||
| 0.050 a | 0.20 s | 0.20 z | |||
| 0.063 a | 0.25 s | 0.25 z | |||
| 0.080 a | 0.32 s | 0.32 z | |||
| 0.100 a | 0.40 s | 0.40 Z | |||
| 精切面 | 0.8 | 經一次或多次精密車、銑、磨、搪光、研光、擦光、抛光,或刮、絞、搪等有屑切削加工法所得之表面,幾乎無法以觸覺或視覺分辨出加工之刀痕。 | 2.5 a | 10.0 s | 10.0 z |
| 3.2 a | 12.5 s | 12.5 z | |||
| 4.0 a | 16 s | 16 z | |||
| 5.0 a | 20 s | 20 z | |||
| 6.3 a | 25 s | 25 z | |||
| 8.0 a | 32 s | 32 z | |||
| 10.0 a | 40 s | 40 z | |||
| 細切面 | 2.5 | 經一次或多次較精細車、銑、刨、磨、鑽、搪、絞或銼等有屑切削加工所得之表面,以觸覺試之,似甚光滑,但由視覺仍可分辨出有模糊之刀痕。 | 2.5 a | 10.0 s | 10.0 z |
| 3.2 a | 12.5 s | 12.5 z | |||
| 4.0 a | 16 s | 16 z | |||
| 5.0 a | 20 s | 20 z | |||
| 6.3 a | 25 s | 25 z | |||
| 8.0 a | 32 s | 32 z | |||
| 10.0 a | 40 s | 40 z | |||
| 粗切面 | 8 | 經一次或多次粗車、銑、刨、磨、鑽、搪或銼等有屑切削加工所得之表面,能以觸覺及視覺分辨出殘留明顯刀痕。 | 12.5 a | 50 s | 50 z |
| 16.0 a | 63 s | 63 z | |||
| 20 a | 80 s | 80 z | |||
| 25 a | 100 s | 100 z | |||
| 32 a | 125 s | 125 z | |||
| 40 a | 160 s | 160 z | |||
| 50 a | 200 s | 200 z | |||
| 63 a | 250 s | 250 z | |||
| 80 a | 320 s | 320 z | |||
| 光胚面 | 25或25以上 | 一般鑄造、鍛造、壓鑄、輥軋、氣焰或電弧切割等無屑加工方法所得之表面,必要時尚可整修毛頭,惟其黑皮胚料仍可保留。 | 100 a | 400 s | 400 z |
| 125 a | 500 s | 500 z | |||
表面粗糙度與光潔度對照表
| 級別代號 | RA | RZ |
| △14 | ≤0.01 um | ≤0.05 um |
| △13 | >0.01~0.02 um | >0.05~0.1 um |
| △12 | >0.02-0.04 um | >0.1 ~0.2 um |
| △11 | >0.04-0.08 um | >0.2 ~0.4 um |
| △10 | >0.08~0.16 um | >0.4-0.8 um |
| △9 | >0.16~0.32 um | >0.8~1.6 um |
| △8 | >0.32 ~0.63 um | >1.6-3.2 um |
| △7 | >0.63~1.25 um | >3.2~6.3 um |
| △6 | >1.25~2.5 um | >6.3~10 um |
| △5 | >2.5~5 um | >10~20 um |
| △4 | >5~10 um | >20~40 um |
| △3 | >10~20 um | >40~80 um |
| △2 | >20-40 um | >80~160 um |
| △1 | >40~80 um | >160~320 um |
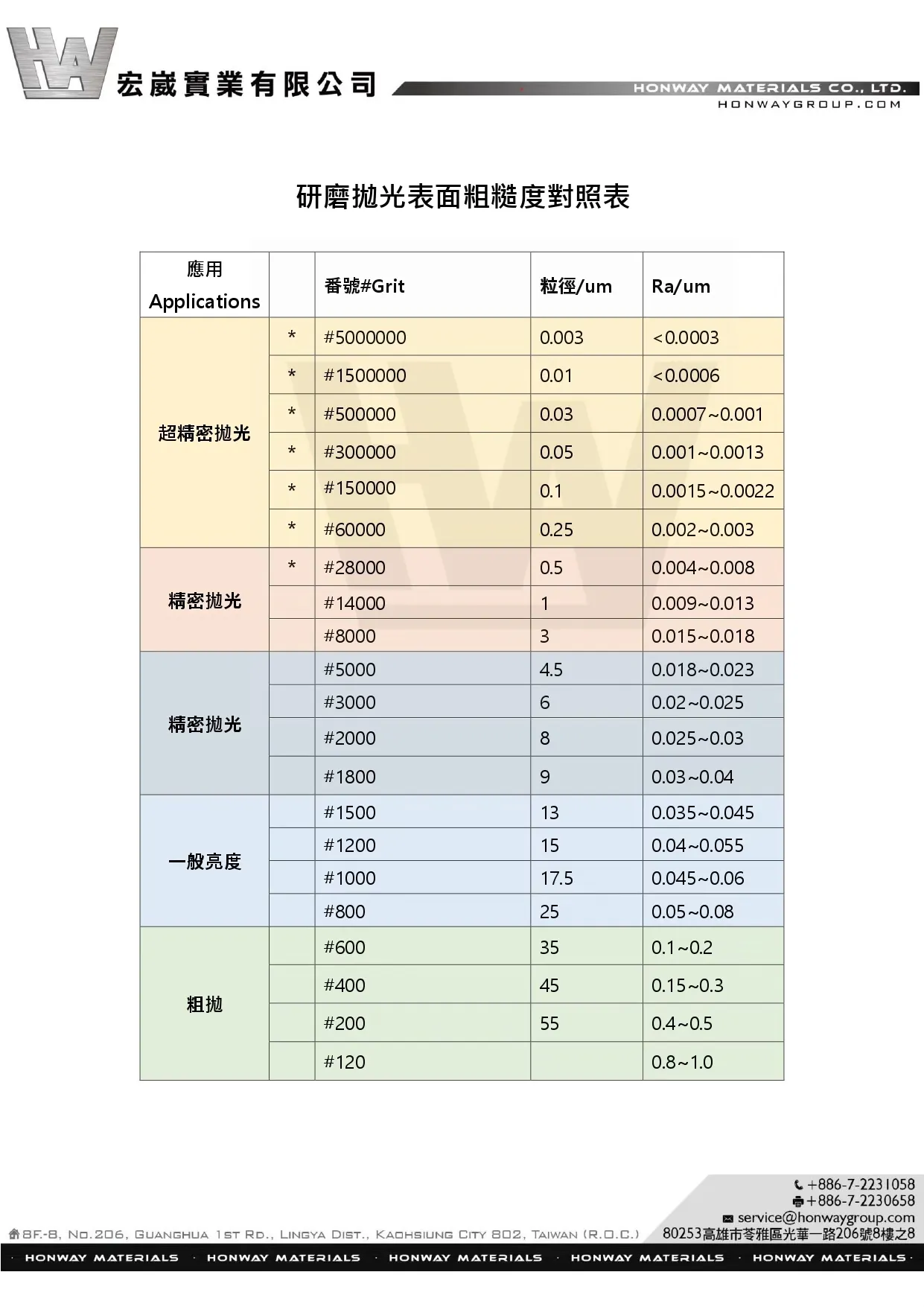
研磨拋光與表面粗糙度對照表
行動
- 1.當前測量的表面粗糙度是否達到您預期的目標
- 2. 如何解決 解決方案>>> 六種 模具拋光 ,你認識了多少?
- 3. 執行 >>> 拋光磨料、拋光設備、拋光工具
- 4.覆盤
如果看完內文還是不知道怎麼挑選最適合的。
歡迎跟我們聯絡,我們會有專人為您解答
如有需要訂製報價也歡迎與我們聯繫
客服時間:周一至周五09:00~18:00
電話:07 223 1058
有想了解的題材或電話說不清楚的都歡迎私訊臉書~~
宏崴臉書:https://www.facebook.com/honwaygroup
您可能感興趣的文章…
[wpb-random-posts]
