
在精密研磨加工中,追求高品質的表面與穩定的尺寸精度是基本要求。然而,即便設備與參數設定看似正常,工件表面仍可能出現一種特殊的缺陷——顫紋。顫紋是一種由工件與砂輪之間研磨時產生震動所引起的表面異常,常呈現鋒利、間歇的波紋狀痕跡,不僅影響外觀,更會導致加工精度與功能表現下降。
對於操作人員與工程人員而言,理解顫紋的成因與識別方式,能有效掌握排除對策,是維持加工品質與延長設備壽命的關鍵。
本篇將針對顫紋的特徵、常見原因與解決方式進行系統性說明,協助現場人員快速找出問題並採取對應措施。
目錄
什麼是顫紋?
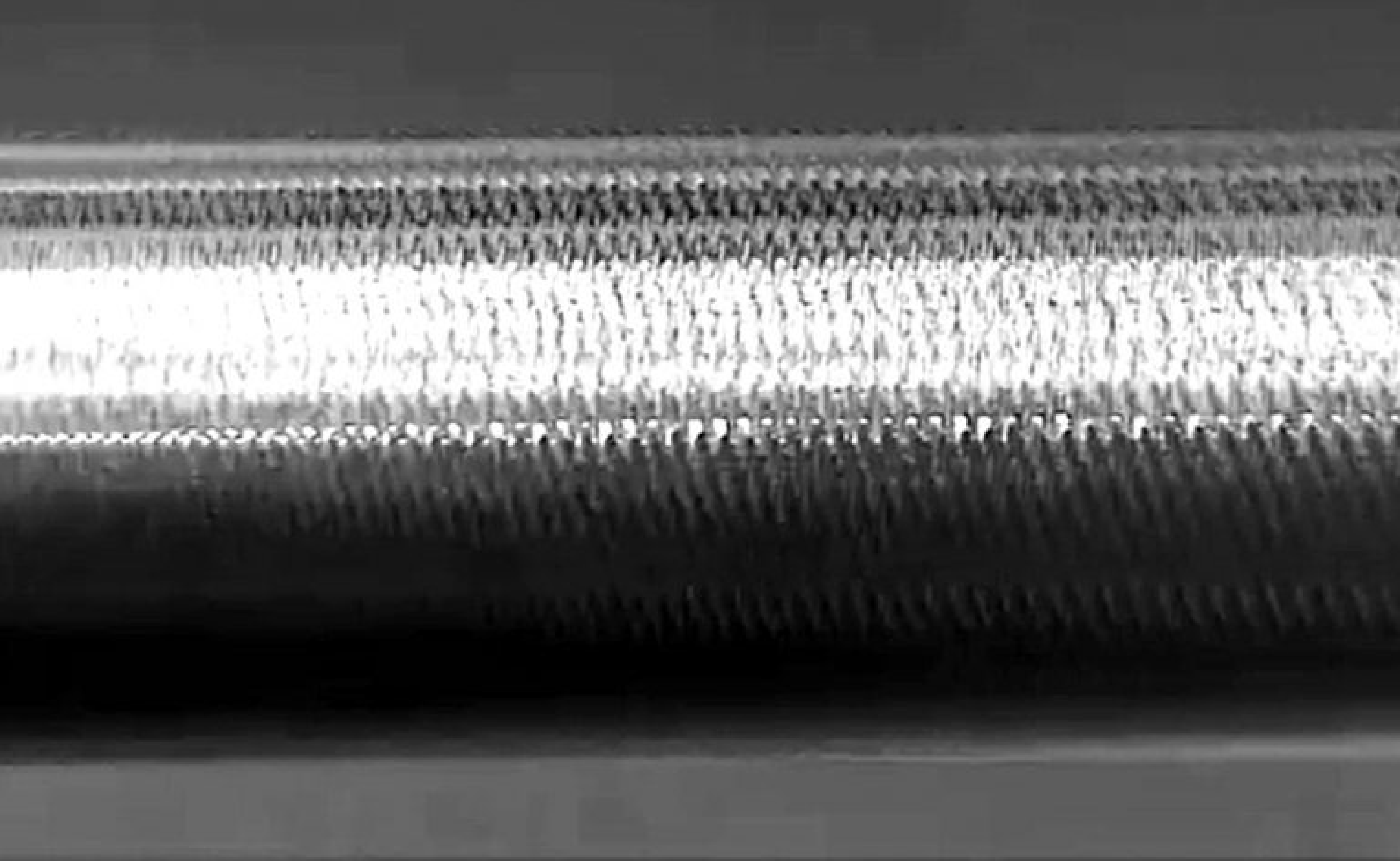
顫紋是由於工件與砂輪之間發生相對震動所造成的表面痕跡。它不是普通的加工痕跡,而是一種不規則的、高頻的波紋狀缺陷,通常會呈現出鋒利的線條結束(sharp lines)。
研磨顫紋的主要特徵
- 不是所有平行線就是顫紋:表面上看似規則的平行線不一定表示有顫紋,真正的顫紋具有特殊性。
- 以銳線終止:顫紋常常呈現出明顯的、如刀割般的銳利線條終點,這是與其他加工紋路不同的特徵。
- 常見的成因是震動:工件與砂輪之間因為震動導致接觸不穩定,可能會出現短暫的脫離或間歇性的接觸,從而產生顫紋。
為什麼要注意研磨顫紋?
顫紋是研磨加工常見的一種表面缺陷,顫紋的出現可能會導致工件:
- 表面粗糙度不良
- 加工精度下降
- 成品品質不穩定
- 可能影響後續裝配或功能
下面會講解常見造成顫紋的原因及解決方式,供讀者找出問題並解決它。
顫紋的原因與解決方法
原因一:研磨進刀量太大
顫紋的發生原因之一是進刀量太大,特別是工件細長時,此可能性容易查出,也容易解決。
研磨進刀量太大的解決方式
減小進刀量:
- 逐步降低每次研磨的深度(如從0.01 mm調整為0.005 mm)。
- 增加走刀次數取代大進刀,可提升表面品質。
檢查與使用穩定中心架(steady rest):
- 細長工件必須使用中心架以提高加工穩定性。
- 若已使用,請確認:
- 中心架的位置正確(通常放在工件中央1/3處)。
- 中心架壓力是否適中。
- 是否與工件表面良好貼合(不得過鬆或過緊)。
- 有無磨損或鬆動。
原因二:砂輪太硬

當砂輪太硬時工件表面會受到壓變,尤其在研磨彈性差或細長工件時,此時容易產生顫紋。
砂輪太硬的解決方式
1. 根本對策:
- 更換為較軟的砂輪(軟硬等級可由 J、L、N、P、R)或更換結合劑。
2. 臨時應對措施(若不便立即換砂輪):
- 增加工件速度:提高工件表面速度(Workpiece RPM),減少切削壓力與震動頻率。
- 使用較粗的削整:將砂輪削整粗糙一些,使其切削性提升、降低接觸摩擦。
- 減低砂輪速度:降低砂輪RPM能減少切削力,有助於穩定接觸。
- 增加研磨液混合物:加強潤滑與冷卻,減少熱變形與黏著現象
※建議每次試驗以上項目中的任意三項組合,觀察改善效果。
例如:
- 可以先從「使用較粗的削整 → 減低砂輪速度 → 增加工件速度」這一組合嘗試。
- 若效果不佳,再搭配增加研磨液比例或改變潤滑方式。
- 若顫紋依然嚴重,建議安排停機更換適當硬度的砂輪。
※如果有想要更換砂輪建議您提供您目前加工工件材質給我們進行評估,讓我們能推薦您最適切的選擇。如果不知道怎麼提供型號也歡迎與我們服務人員聯絡,寄砂輪給我們看呦。
原因三:未以穩定中心架(steady rest)支撐細長工件

當細長工件在進行直進式研磨(plunge grinding)時,如果未加以支撐容易造成顫紋的產生。
為什麼使用中心架?
- 有效提升工件剛性。
- 吸收與抑制震動。
- 維持工件與砂輪穩定接觸。
- 保證尺寸精度與表面品質。
中心架使用方式:
| 使用條件 | 細長比大(長度 / 直徑 ≧ 3~5倍)即應考慮使用。 |
| 使用數量 | 視工件長度與振動狀況,可能需要一個或多個中心架。 |
| 擺放位置 | 通常設在工件長度的中央或1/3處以分散受力。 |
| 中心架調整 | 確保與工件接觸適當,避免過緊或過鬆,也要避免磨損或歪斜。 |
※粗短工件剛性較佳,較不易產生震動,可視狀況省略中心架。
※即使已有中心架,也須定期檢查調整,避免形同虛設。
原因四:外來震動傳入磨床
即使磨床本身機構良好,若周遭設備運轉時產生震動傳導到磨床,仍可能導致工件與砂輪產生微震動,產生間歇接觸,引發顫紋產生。
(微震動→產生間歇接觸→引發顫紋)
在旋徑大的磨床中,工件和砂輪高懸於支持面上時,若無特殊地基,很容易受外來震動影響。
檢測外來震動的方法:水杯法
步驟一:停止磨床運轉。
步驟二:將一杯水(透明玻璃杯最佳)放置在砂輪主軸外殼或靠近工件的穩定平台上。
步驟三:保持磨床附近其他設備持續運轉。
步驟四:觀察水面波紋:
- 若水面出現震動波紋或微微搖晃 → 表示有外來震動傳入。
- 若水面完全靜止 → 表示環境震動不明顯
※注意:大型磨床、高懸結構(如立式、長床型)因重心高、支撐面少,對地基與外力震動更敏感,若地基未做獨立隔離處理,來自如壓縮機、車床、吊車等設備的震動可能輕易傳入。
如何避免外來震動傳入磨床
- 安裝磨床時選擇獨立地基或防震墊。
- 若有多台設備並列,可考慮加設震動吸收墊或牆體隔離。
- 定期用水杯法檢查外來震動是否變化(尤其搬遷設備或新增機台後)。
原因五:磨床本身的震動
即使無外來干擾,磨床自身若有結構鬆動、零件磨損或不平衡,也可能產生震動,進而導致研磨時的顫紋。
檢查方式:逐一運轉檢查法
步驟一:依序分離啟動磨床各機構,每次只運轉一個單元,觀察有無震動:運轉砂輪心軸單元、主軸台、泵、工作台(橫行研磨時)。
步驟二:觀察震動來源(可搭配水杯法、水面鏡觀法、或觸感測試)。
步驟三:這樣即可找出毛病所在,然後檢查轉動零件的狀況及作業不當的機構。
※注意:如果上述步驟都檢查好了還是振動?那可能是地板內空心的關係。可以去五金行購買厚度6-10mm的橡皮膠墊墊在設備的腳下(建議將地坪螺絲鬆開),能很好的做到減震作用。
※補充站:就地板非實心這點,不能說是地面加工品質的問題,而是材質選的影響,結實的板塊會比水泥灌漿來的實心,空心的地板容易產生共振。
我們透過「逐一運轉檢查法」可有效區分震動來源是否來自磨床本身,並迅速鎖定可疑單元,是設備保養與故障排除的重要手段。
結論
顫紋是由於工件與砂輪之間發生相對震動所造成的表面痕跡,這不是普通的加工紋路,而是一種不規則且高頻的波紋狀缺陷,通常以鋒利的線條終止。顫紋會導致表面粗糙度不良、加工精度下降、成品品質不穩定,甚至影響後續的裝配與功能。因此,掌握顫紋的成因並採取對應對策,是提升研磨品質的關鍵。
常見造成顫紋的原因包括研磨進刀量太大、砂輪太硬、未使用穩定中心架支撐細長工件、外來震動傳入磨床、以及磨床本身的震動。進刀量過大時,尤其對細長工件容易產生顫紋,應採用較小進刀並搭配穩定中心架。若砂輪過硬,則可更換較軟的砂輪,或暫時透過減速砂輪轉速、增加工件轉速、使用粗整削整或增加研磨液來改善。細長工件則務必使用中心架,並依工件長度與振動程度適當配置其位置與數量,以確保加工穩定。此外,外來震動如來自壓縮機、吊車等,也可能透過地板傳入磨床,可用水杯法檢查是否有震動傳入並採用防震措施。至於磨床本身若有鬆動、磨損或平衡不佳等問題,也會產生震動,建議以逐一運轉檢查法找出震動來源並檢修相關機構。
總結而言,唯有從加工條件、機械結構與外在環境三方面全面檢視並持續改善,才能有效防止顫紋,提升研磨穩定性與成品質量。
行動
- 該如何選擇砂輪>>>鑽石砂輪與CBN砂輪怎麼選擇?
- 正確掌握研磨異常的情境>>研磨異常的的原因?該如何掌握異常狀況?
- 如何選擇削整結合劑砂輪的工具 >>不同結合劑的砂輪該如何削整
- 當前的砂輪是否屬正常磨損>>>目前的砂輪狀態如何 ? -電鑄砂輪篇
- 如何修整砂輪>>砂輪修整修鋭方式
- 砂輪修整兩階段>>什麼是砂輪的修整與修銳
- 如何選擇削整結合劑砂輪的工具>>如何選擇砂輪的削整工具
- 切刃不同的研磨狀態 >>深入了解砂輪切刃形狀、變化與自銳機制
- 結合劑砂輪的削整有何不同>>不同結合劑的砂輪該如何削整
- 研磨表面出現刮痕與燒傷怎麼辦?>>研磨表面出現刮痕與燒傷?一次搞懂異常原因與改善方法!
- 砂輪填塞、平滑與工件破裂的研磨異常>>避免砂輪填塞、平滑與工件破裂:搞懂研磨加工的常見陷阱與改善方案
- 什麼是結合度?>>什麼是結合度?我該如何選擇
- 執行>>鑽石與氮化硼砂輪、拋光磨料、拋光設備、拋光工具、鑽石修整工具
- 不同結合劑要如何修整>>不同結合劑的砂輪該如何削整
- 覆盤
研磨方面 我們提供客製化調整,可以依加工需求調整比例已達最高效率
如果看完內文還是不知道怎麼挑選最適合的。
歡迎跟我們聯絡,我們會有專人為您解答
如有需要訂製報價也歡迎與我們聯繫
客服時間:周一至周五09:00~18:00
電話:07 223 1058
有想了解的題材或電話說不清楚的都歡迎私訊臉書~~
宏崴臉書:https://www.facebook.com/honwaygroup
您可能感興趣的文章…
[wpb-random-posts]
