
目录
前言
「表面粗糙度」即为表面粗不粗糙、光不光滑,它与我们的生活息息相关,从生产到制造,掌握他的预度,至关重要。 在文章开始前先给大家一个观念,即是「并非所有的东西都应该追求极致的光滑,而是应该了解需求追求『适当的粗糙度』」。
为什么呢?
因为当我们加工时如果设定一个过低的RA值时,他所需要耗费的人力、时间、成本可能都是翻倍再翻倍的事
所以不如选择合适的粗糙度,更是当前加工选择中最高效的选择
在制造和加工产品时,表面的质量非常重要。 表面粗糙度和光洁度是两个关键指标,但它们的意义和测量方式不同。
表面粗糙度:是指表面上的微小起伏和不平整度,这会影响产品的功能和耐用性,通常用像Ra这样的数值来表示。
光洁度:则是描述表面有多光滑和能反射光线的程度。 表面越光滑,光洁度就越高,这会让产品看起来更亮丽和有光泽。
粗糙度会影响光洁度:表面越粗糙,光洁度通常就越低,因为光线会被散射而不是反射。 相反,低粗糙度能让表面更光滑,提高光洁度,使产品看起来更高级。
为了达到理想的光洁度,通常需要使用专业的抛光材料来进行处理。 这些抛光材料能有效去除表面的微小不平整,使表面变得更加光滑,从而提高光洁度。 了解粗糙度、光洁度及如何使用抛光材料来改善表面质量,对于制造高品质的产品至关重要。 不管是为了提升产品的性能还是外观,控制表面粗糙度并达到合适的光洁度是关键步骤。
表面粗糙度对照表
| 表面情况 | 基准长度 | 说明 | 表面粗糙度 | ||
| RA | RY(Rmax) | RZ | |||
| 超光面 | 0.08 | 以超光制加工方法加工所得之表面,其加工面光滑如镜面。 | 0.010 a | 0.040 s | 0.040 z |
| 0.012 a | 0.050 s | 0.050 z | |||
| 0.016 a | 0.063 s | 0.063 z | |||
| 0.020 a | 0.080 s | 0.080 z | |||
| 0.25 | 0.020 a | 0.080 s | 0.080 z | ||
| 0.025 a | 0.100 s | 0.100 z | |||
| 0.032 a | 0.125 s | 0.125 z | |||
| 0.040 a | 0.16 s | 0.16 z | |||
| 0.050 a | 0.20 s | 0.20 z | |||
| 0.063 a | 0.25 s | 0.25 z | |||
| 0.080 a | 0.32 s | 0.32 z | |||
| 0.100 a | 0.40 s | 0.40 Z | |||
| 精切面 | 0.8 | 经一次或多次精密车、铣、磨、搪光、研光、擦光、抛光,或刮、绞、搪等有屑切削加工法所得之表面,几乎无法以触觉或视觉分辨出加工之刀痕。 | 2.5 a | 10.0 s | 10.0 z |
| 3.2 a | 12.5 s | 12.5 z | |||
| 4.0 a | 16 s | 16 z | |||
| 5.0 a | 20 s | 20 z | |||
| 6.3 a | 25 s | 25 z | |||
| 8.0 a | 32 s | 32 z | |||
| 10.0 a | 40 s | 40 z | |||
| 细切面 | 2.5 | 经一次或多次较精细车、铣、刨、磨、钻、搪、绞或锉等有屑切削加工所得之表面,以触觉试之,似甚光滑,但由视觉仍可分辨出有模糊之刀痕。 | 2.5 a | 10.0 s | 10.0 z |
| 3.2 a | 12.5 s | 12.5 z | |||
| 4.0 a | 16 s | 16 z | |||
| 5.0 a | 20 s | 20 z | |||
| 6.3 a | 25 s | 25 z | |||
| 8.0 a | 32 s | 32 z | |||
| 10.0 a | 40 s | 40 z | |||
| 粗切面 | 8 | 经一次或多次粗车、铣、刨、磨、钻、搪或锉等有屑切削加工所得之表面,能以触觉及视觉分辨出残留明显刀痕。 | 12.5 a | 50 s | 50 z |
| 16.0 a | 63 s | 63 z | |||
| 20 a | 80 s | 80 z | |||
| 25 a | 100 s | 100 z | |||
| 32 a | 125 s | 125 z | |||
| 40 a | 160 s | 160 z | |||
| 50 a | 200 s | 200 z | |||
| 63 a | 250 s | 250 z | |||
| 80 a | 320 s | 320 z | |||
| 光胚面 | 25或25以上 | 一般铸造、锻造、压铸、辊轧、气焰或电弧切割等无屑加工方法所得之表面,必要时尚可整修毛头,惟其黑皮胚料仍可保留。 | 100 a | 400 s | 400 z |
| 125 a | 500 s | 500 z | |||
表面粗糙度与光洁度对照表
| 级别代号 | RA | RZ |
| △14 | ≤0.01 um | ≤0.05 um |
| △13 | >0.01~0.02 um | >0.05~0.1 um |
| △12 | >0.02-0.04 um | >0.1 ~0.2 um |
| △11 | >0.04-0.08 um | >0.2 ~0.4 um |
| △10 | >0.08~0.16 um | >0.4-0.8 um |
| △9 | >0.16~0.32 um | >0.8~1.6 um |
| △8 | >0.32 ~0.63 um | >1.6-3.2 um |
| △7 | >0.63~1.25 um | >3.2~6.3 um |
| △6 | >1.25~2.5 um | >6.3~10 um |
| △5 | >2.5~5 um | >10~20 um |
| △4 | >5~10 um | >20~40 um |
| △3 | >10~20 um | >40~80 um |
| △2 | >20-40 um | >80~160 um |
| △1 | >40~80 um | >160~320 um |
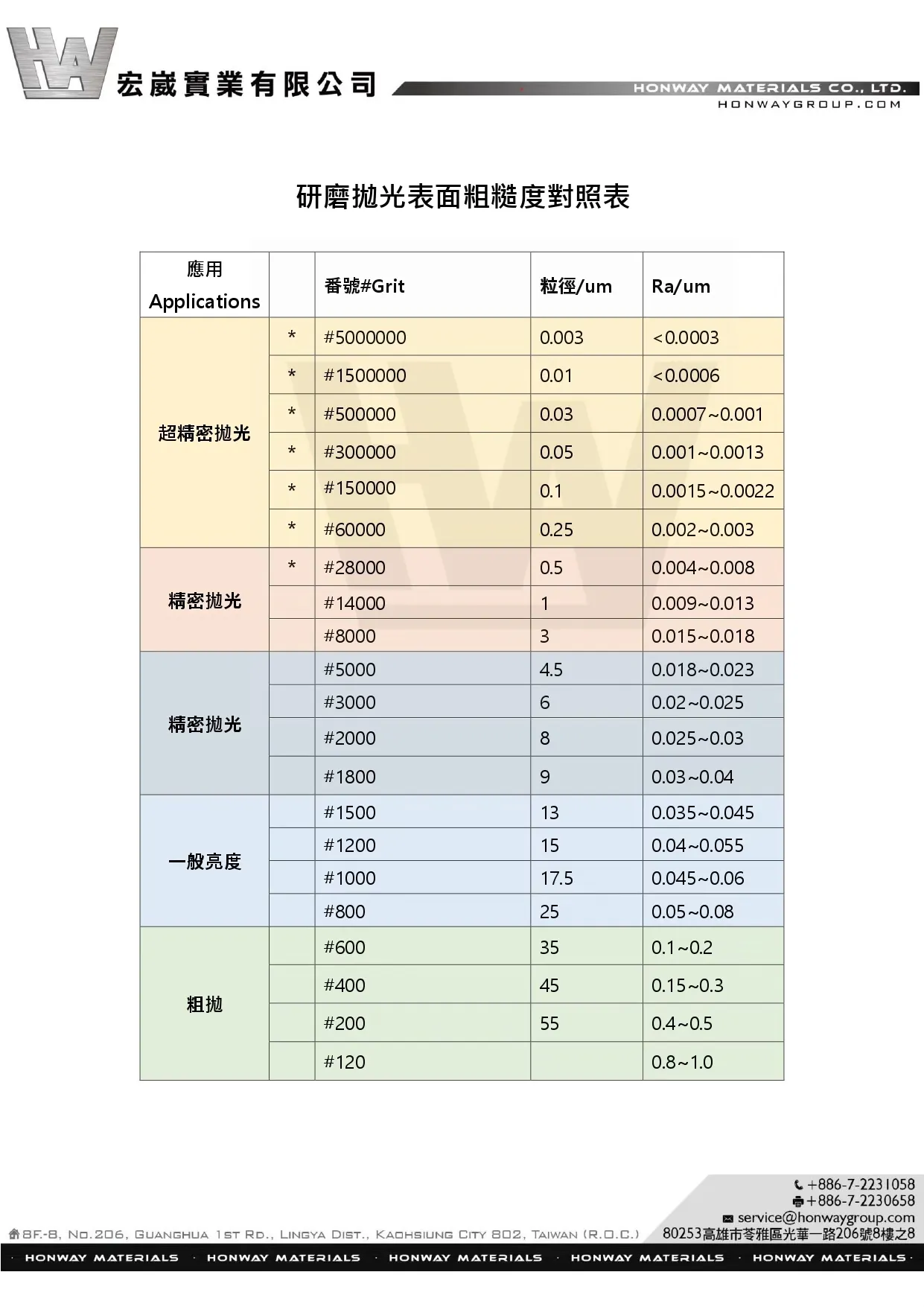
研磨抛光与表面粗糙度对照表
行动
- 1.当前测量的表面粗糙度是否达到您预期的目标
- 2. 如何解决 解决方案>>> 六种 模具抛光 ,你认识了多少?
- 3. 执行 >>> 抛光磨料、抛光设备、抛光工具
- 4.覆盘
如果看完内文还是不知道怎么挑选最适合的。
欢迎跟我们联络,我们会有专人为您解答
如有需要订制报价也欢迎与我们联系
客服时间:周一至周五09:00~18:00
有想了解的题材或电话说不清楚的都欢迎私讯脸书~~
宏崴脸书:https://www.facebook.com/honwaygroup
您可能感兴趣的文章…
[wpb-random-posts]
