
Оглавление
Предисловие
«Шероховатость поверхности» определяет, является ли поверхность шероховатой или гладкой. Это тесно связано с нашей жизнью. От производства до изготовления очень важно овладеть навыками прогнозирования. Прежде чем начать статью, позвольте мне дать вам идею: не все должно быть предельно гладко, но мы должны понимать необходимость стремиться к «соответствующей степени шероховатости».
Почему?
Потому что если мы установим слишком низкое значение RA во время обработки, требуемые рабочая сила, время и стоимость могут увеличиться вдвое.
Поэтому лучше выбрать соответствующую шероховатость, которая является наиболее эффективным выбором среди имеющихся на данный момент вариантов обработки.
При изготовлении и обработке изделий большое значение имеет качество поверхности. Шероховатость и гладкость поверхности являются двумя ключевыми характеристиками, но они имеют разное значение и измеряются по-разному.
Шероховатость поверхности: относится к мелким неровностям и неровностям на поверхности, которые могут повлиять на функциональность и долговечность изделия, обычно выражается числовым значением, например Ra.
Отделка: описывает, насколько гладкой является поверхность и насколько хорошо она отражает свет. Чем глаже поверхность, тем выше качество отделки, благодаря чему изделие будет выглядеть более блестящим и глянцевым.
Шероховатость влияет на гладкость: чем шероховатее поверхность, тем, как правило, более гладкой будет отделка, поскольку свет будет рассеиваться, а не отражаться. И наоборот, низкая шероховатость может сделать поверхность более гладкой, улучшить отделку и придать изделию более современный вид.
Для достижения желаемого результата обычно требуются профессиональные полировальные материалы. Эти полировальные материалы способны эффективно удалять мельчайшие неровности поверхности, делая ее более гладкой и тем самым улучшая качество отделки. Понимание шероховатости, отделки и того, как использовать отделочные материалы для улучшения качества поверхности, имеет решающее значение для производства высококачественной продукции. Независимо от того, идет ли речь об улучшении эксплуатационных характеристик или внешнего вида изделия, ключевым шагом является контроль шероховатости поверхности и достижение правильной отделки.
Сравнительная таблица шероховатости поверхности
| Состояние поверхности | Длина ссылки | проиллюстрировать | Шероховатость поверхности | ||
| RA | RY(Rmax) | RZ | |||
| Супер глянцевый | 0.08 | Поверхность, обработанная методом суперфинишной обработки, гладкая, как зеркало. | 0.010 a | 0.040 s | 0.040 z |
| 0.012 a | 0.050 s | 0.050 z | |||
| 0.016 a | 0.063 s | 0.063 z | |||
| 0.020 a | 0.080 s | 0.080 z | |||
| 0.25 | 0.020 a | 0.080 s | 0.080 z | ||
| 0.025 a | 0.100 s | 0.100 z | |||
| 0.032 a | 0.125 s | 0.125 z | |||
| 0.040 a | 0.16 s | 0.16 z | |||
| 0.050 a | 0.20 s | 0.20 z | |||
| 0.063 a | 0.25 s | 0.25 z | |||
| 0.080 a | 0.32 s | 0.32 z | |||
| 0.100 a | 0.40 s | 0.40 Z | |||
| Точная резка поверхности | 0.8 | На поверхности, полученной одним или несколькими методами точной токарной обработки, фрезерования, шлифования, эмалирования, притирки, натирания, полирования или шабрения, скручивания, эмалирования и другими методами резки, приводящими к образованию стружки, практически невозможно различить следы обработки на ощупь или визуально. | 2.5 a | 10.0 s | 10.0 z |
| 3.2 a | 12.5 s | 12.5 z | |||
| 4.0 a | 16 s | 16 z | |||
| 5.0 a | 20 s | 20 z | |||
| 6.3 a | 25 s | 25 z | |||
| 8.0 a | 32 s | 32 z | |||
| 10.0 a | 40 s | 40 z | |||
| Тонко нарезанная лапша | 2.5 | Поверхность, полученная путем одной или нескольких операций тонкой токарной обработки, фрезерования, строгания, шлифования, сверления, расточки, скручивания или опиливания и т. д., в результате которых образуются сколы, на ощупь кажется очень гладкой, но визуально все еще можно различить нечеткие следы от ножа. | 2.5 a | 10.0 s | 10.0 z |
| 3.2 a | 12.5 s | 12.5 z | |||
| 4.0 a | 16 s | 16 z | |||
| 5.0 a | 20 s | 20 z | |||
| 6.3 a | 25 s | 25 z | |||
| 8.0 a | 32 s | 32 z | |||
| 10.0 a | 40 s | 40 z | |||
| Черновой монтаж | 8 | Поверхность, полученную в результате одной или нескольких операций грубой токарной обработки, фрезерования, строгания, шлифования, сверления, расточки или опиливания, а также других процессов резки, приводящих к образованию стружки, можно отличить на ощупь и визуально по явным остаточным следам инструмента. | 12.5 a | 50 s | 50 z |
| 16.0 a | 63 s | 63 z | |||
| 20 a | 80 s | 80 z | |||
| 25 a | 100 s | 100 z | |||
| 32 a | 125 s | 125 z | |||
| 40 a | 160 s | 160 z | |||
| 50 a | 200 s | 200 z | |||
| 63 a | 250 s | 250 z | |||
| 80 a | 320 s | 320 z | |||
| Гладкая поверхность | 25 или больше | Поверхность, полученная методом литья под давлением, ковки, литья под давлением, прокатки, газопламенной или дуговой резки и другими методами обработки без стружки, при необходимости может быть отремонтирована, но при этом заготовка из черной корки может быть сохранена. | 100 a | 400 s | 400 z |
| 125 a | 500 s | 500 z | |||
Сравнительная таблица шероховатости и отделки поверхности
| Код уровня | RA | RZ |
| △14 | ≤0.01 um | ≤0.05 um |
| △13 | >0.01~0.02 um | >0.05~0.1 um |
| △12 | >0.02-0.04 um | >0.1 ~0.2 um |
| △11 | >0.04-0.08 um | >0.2 ~0.4 um |
| △10 | >0.08~0.16 um | >0.4-0.8 um |
| △9 | >0.16~0.32 um | >0.8~1.6 um |
| △8 | >0.32 ~0.63 um | >1.6-3.2 um |
| △7 | >0.63~1.25 um | >3.2~6.3 um |
| △6 | >1.25~2.5 um | >6.3~10 um |
| △5 | >2.5~5 um | >10~20 um |
| △4 | >5~10 um | >20~40 um |
| △3 | >10~20 um | >40~80 um |
| △2 | >20-40 um | >80~160 um |
| △1 | >40~80 um | >160~320 um |
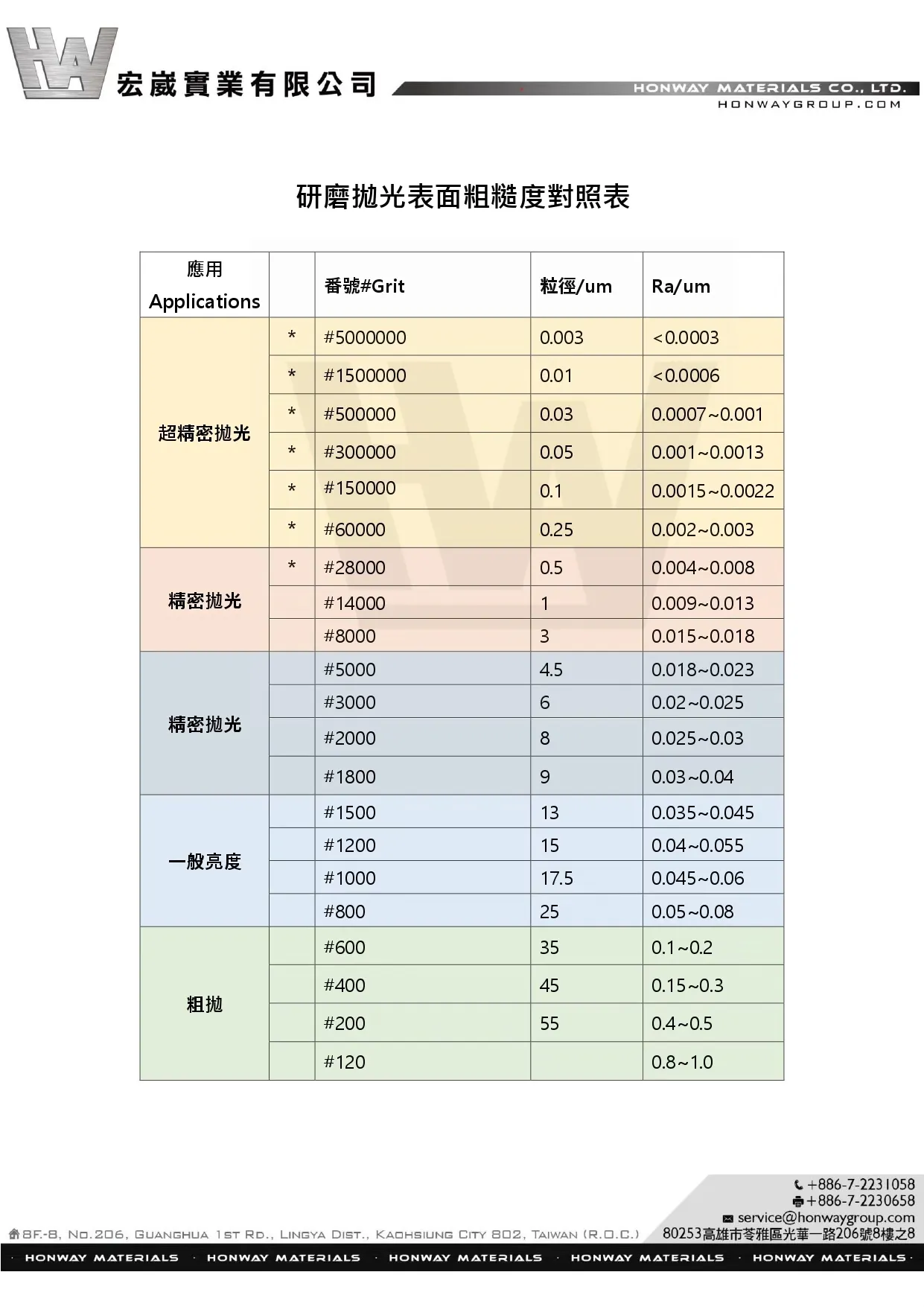
Сравнительная таблица шлифования, полирования и шероховатости поверхности
действие
- 1. Соответствует ли измеренная в настоящее время шероховатость поверхности ожидаемому вами целевому значению?
- 2. Как решить Решение>>>Как решить задачу о шести типах полировки пресс-форм, сколько вы знаете?
- 3. Выполнение. >>> Абразивы для полировки, полировальное оборудование, полировальный инструмент.
- 4. Обзор
Если после прочтения текста вы все еще не знаете, как выбрать наиболее подходящий вариант.
Добро пожаловать, свяжитесь с нами, у нас есть кто-то, кто ответит на ваши вопросы.
Если вам нужна индивидуальная расценка, пожалуйста, свяжитесь с нами.
Часы работы службы поддержки клиентов: с понедельника по пятницу с 09:00 до 18:00.
Тел: 07 223 1058
Если у вас есть какие-либо вопросы или вопросы, на которые вы не смогли ответить по телефону, пожалуйста, отправьте мне личное сообщение на Facebook~~
Фейсбук Хоневэй: https://www.facebook.com/honwaygroup
Вас также может заинтересовать…
[wpb-random-posts]
