
В области прецизионной обработки шлифование труднообрабатываемых материалов, таких как никелевые сплавы, титановые сплавы и керамика, всегда было сложной задачей для инженерного сообщества.
При использовании традиционных методов шлифования сложно найти баланс между эффективностью и качеством, особенно при обработке длинных заготовок или материалов высокой твердости. Абразивный износ режущей кромки часто увеличивает сопротивление шлифованию, что приводит к прожиганию заготовки или появлению погрешностей в размерах.
Для решения этих проблем было создано глубокое шлифование с медленной подачей.
Благодаря сочетанию большой глубины подачи со сверхнизкой скоростью движения стола эта технология позволяет завершить обработку за один ход, значительно повышая эффективность и сокращая время, необходимое для обработки.
Однако из-за этого данный метод будет иметь проблему повышенного износа и сопротивления шлифовального круга, поэтому ключевым решением становится непрерывная правка с глубокой подачей и шлифованием с медленной подачей.
В этой технологии используется алмазный правящий станок для непрерывной правки шлифовального круга, что обеспечивает стабильную стойкость к шлифованию, повышает точность обработки и снижает риск прижигания заготовки.
В данной статье рассматриваются принципы, вызовы и области применения глубинного шлифования с непрерывной правкой, а также анализируется его роль в высокоточной обработке труднообрабатываемых материалов.
Оглавление
Что такое глубинное шлифование с медленной подачей?
Глубинное шлифование с медленной подачей позволяет значительно повысить эффективность обработки и сократить время вне обработки.
Условия обработки при глубоком глубинном шлифовании аналогичны условиям обычного плоского шлифования, но когда глубина подачи превышает сотни микрометров (мкм), ее можно классифицировать как глубокое глубинное шлифование.
При глубоком шлифовании нагрузка на режущую кромку снижается за счет крайне малого среднего сечения стружки, что дает ряд преимуществ:
- Завершение обработки за один проход, значительное сокращение времени.
- Повышение производительности, подходит для массового производства.
- Снижение износа круга и улучшение шероховатости поверхности.
Однако также присутствуют следующие трудности:
- Износ режущих кромок увеличивает усилие и вызывает перегрев заготовки.
- Обработка длинных заготовок затруднена, стабильность качества падает.
Решение: глубинное шлифование с непрерывной правкой
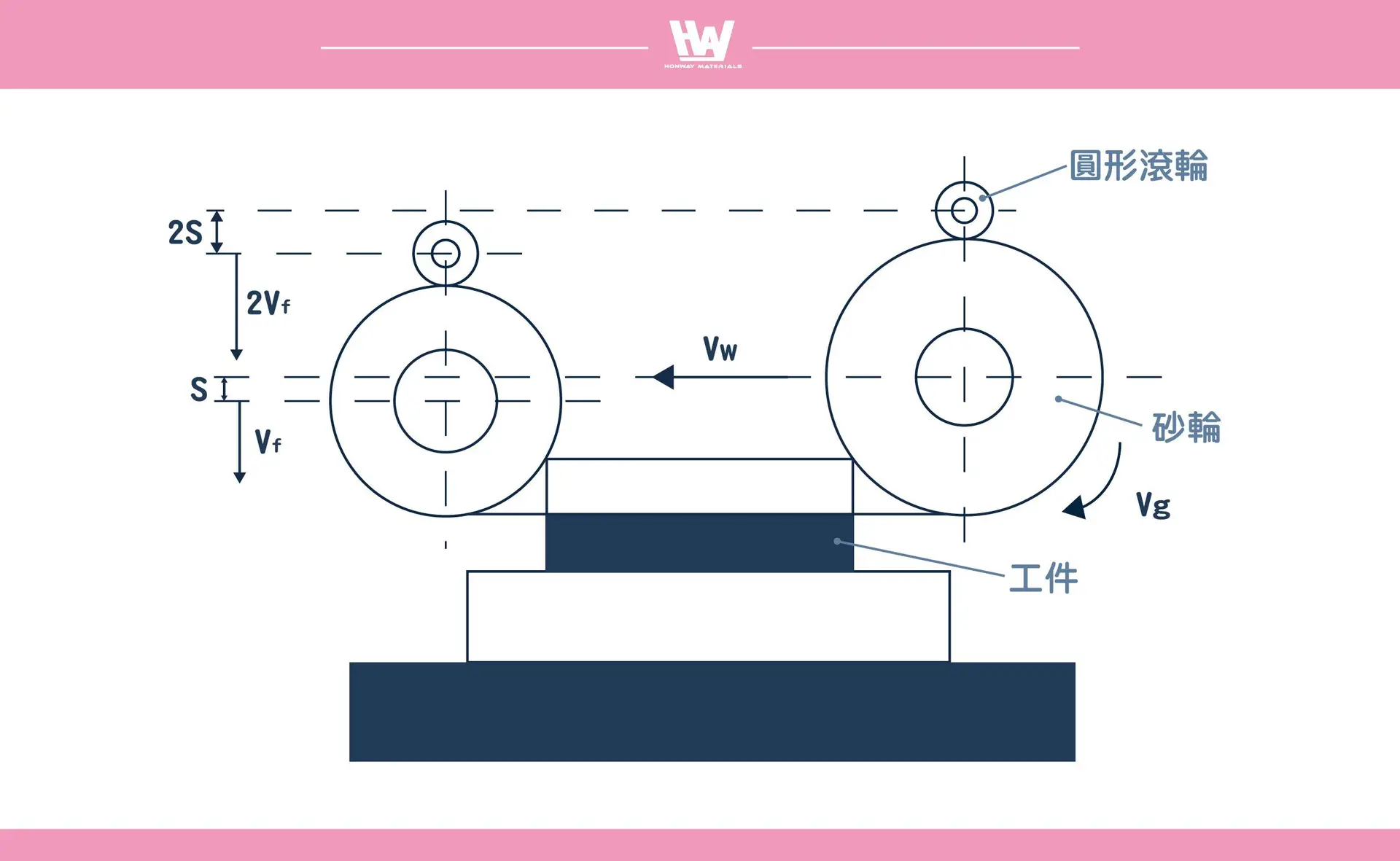
Для устранения вышеуказанных проблем в Европе и США была разработана технология непрерывной правки. Она позволяет одновременно с шлифованием постоянно править круг алмазным инструментом, сохраняя его остроту и стабильность процесса.
Как это работает:
- Используются алмазные ролики, которые непрерывно правят часть круга вне зоны обработки.
- Из-за непрерывного износа радиус круга уменьшается, требуется компенсация подачи для сохранения точности.
Преимущества технологии глубинного шлифования с непрерывной правкой
1. Стабильное усилие шлифования:
- Сохраняется острота круга, исключается рост усилия из-за износа.
- Подходит для обработки длинных деталей, снижает риск перегрева.
2. Сокращение времени вне обработки
- Правка и шлифование происходят одновременно, не требуют дополнительных остановок.
3. Простота настройки и обратной связи:
- Результаты шлифования напрямую влияют на параметры правки, повышая стабильность.
4. Гибкость выбора круга:
- Нет необходимости учитывать изменения круга после правки — выбор проще.
Области применения
Глубинное шлифование с непрерывной правкой идеально подходит для труднообрабатываемых материалов (никелевые, титановые сплавы, керамика). За счёт глубокой подачи и низкой скорости, в сочетании с непрерывной правкой алмазным роликом, достигается высокая точность и производительность.
- Авиакосмическая промышленность: лопатки турбин, диски компрессоров — повышение точности жаропрочных сплавов.
- Автомобилестроение: шестерни коробок передач, коленвалы, распределительные валы — улучшение износостойкости.
- Инструменты и пресс-формы: твердосплавные резцы, штампы — высокая точность и долговечность.
- Электроника и полупроводники: пластины, сапфировые подложки — сверхточная поверхность.
- Медицинские изделия: имплантаты, скальпели — высокая чистота поверхности и биосовместимость.
Непрерывная правка при глубинном шлифовании с глубокой подачей, обладающая высокой эффективностью, стабильностью и низкими характеристиками износа, позволяет эффективно преодолевать ограничения обработки при глубинном шлифовании с глубокой подачей за счет непрерывной правки шлифовального круга, обеспечивая высокое качество и высокую производительность, что делает ее одной из ключевых технологий для прецизионной обработки труднообрабатываемых материалов.
Рекомендации по выбору шлифовального круга
Смоляные связки мягкие и эластичные, обеспечивают хорошую чистоту поверхности. Это самый универсальный тип, подходит в большинстве случаев.
Он может обеспечить более точную обработку поверхности во время шлифования, а также является наиболее широко используемым связующим веществом. Если вы не уверены, какой метод склеивания выбрать, вы можете отдать предпочтение методу склеивания смолой.
(Конечно, вы также можете договориться с нашей компанией, чтобы мы помогли вам найти наиболее подходящее решение, которое позволит сэкономить деньги, время и усилия)
Особенности метода смолы: хорошие показатели шлифования, нелегко вызвать пригорание заготовки, нет риска повреждения поверхности заготовки, хорошая самозатачиваемость, в процессе шлифования продолжают образовываться новые режущие кромки, а в процессе резки можно добиться очень хороших результатов.
Материалы для обработки
- Плоское шлифование: карбид вольфрама, инструментальные стали (SKD11, SKD61), быстрорежущие стали (HSS), керамика, кварц.
- Шлифование на ЧПУ: фрезы, сверла, диски.
- Бесцентровое шлифование: карбид вольфрама, керамика, кварц.
- Резка: твёрдые и хрупкие материалы (толщина до 0,6 мм).
2. Круги на керамической связке:
Керамическая связка имеет пористую структуру, что позволяет сделать шлифовальный круг более острым и повысить точность обработки.
Пористая структура, высокая острота и точность. Подходит для прецизионной обработки, но требует осторожности при обращении.
Материалы для обработки
- PCD, PCBN, керамика, сапфир, стекло, кварц, кремний.
- Автокомпоненты
- подшипники.
- Быстрорежущая сталь и термообработанные детали.
Нерекомендуемые типы шлифовальных кругов
Причина:
Абразив наносится на поверхность металлической основы тонким слоем, не поддаётся правке.
Хотя такие круги дешевле и подходят для сложных форм, они не пригодны для непрерывной правки.
2.Круги на металлической связке:
Причина:
Допускают ограниченную правку, часто требуют возврата на завод. Не подходят для непрерывной правки.
Преимущества:
Высокая износостойкость.
Отличная теплопроводность и жёсткость.
Долгий срок службы при обработке стекла, керамики и полупроводников. Часто используются для шлифовки сверхтвердых сплавов и в операциях, требующих сохранения формы круга, таких как формовка и профилирование.
заключение
Применение:
Сверхтвёрдые сплавы.
Формообразующая и контурная обработка.
Внедрение технологии непрерывного правящего шлифования успешно решило эти проблемы. Шлифовальный круг непрерывно обрабатывается алмазным правящим инструментом для поддержания наилучших режущих характеристик, обеспечения стабильной стойкости к шлифованию, повышения точности обработки и снижения риска прижигания. Кроме того, функция синхронной правки этой технологии не только сокращает время, необходимое для обработки, но и упрощает регулировку и обратную связь по условиям шлифования, что еще больше повышает общую эффективность обработки.
Подводя итог, можно сказать, что непрерывная правка при глубоком шлифовании с медленной подачей не только сохраняет высокоэффективные характеристики глубокого шлифования с медленной подачей, но и преодолевает присущие ему узкие места в процессе обработки, что делает ее важной технологией в прецизионной обработке труднообрабатываемых материалов, особенно подходящей для высокоточных и крупномасштабных производственных нужд.
действие
- Как выбрать алмазный шлифовальный круг>>>алмазный шлифовальный круи шлифовальный круг CBN?
- Ключевая роль производительности шлифовального круга>>Введение в переплет
- Как выбрать инструмент для обрезки шлифовальных кругов на связке >>Как обрезать шлифовальные круги на разных связках
- Нормально ли изношен текущий шлифовальный круг?>>>Каково текущее состояние шлифовального круга? -Шлифовальный круг для электроформовки
- Как править шлифовальный круг?>>Методы правки и заточки шлифовальных кругов
- Правка шлифовального круга в два этапа>>Что такое правка и заточка шлифовального круга
- Как выбрать инструмент для резки и обрезки шлифовальных кругов на связке>>Как выбрать инструмент для резки и обрезки шлифовальных кругов
- Различные состояния шлифования режущей кромки. >>Углубить понимание формы, изменения и механизма самозатачивания режущей кромки шлифовального круга.
- >>Алмазные и нитридоборные шлифовальные круги, полировальные абразивы, полировальное оборудование, полировальный инструмент, алмазный инструмент для правки
- Как обрезать шлифовальные круги с разными связками >> Как обрезать шлифовальные круги с разными связками
- Повторить
Что касается измельчения, мы предлагаем индивидуальные настройки и можем регулировать соотношение в соответствии с требованиями обработки для достижения максимальной эффективности.
Если после прочтения текста вы все еще не знаете, как выбрать наиболее подходящий вариант.
Добро пожаловать, свяжитесь с нами, у нас есть кто-то, кто ответит на ваши вопросы.
Если вам нужна индивидуальная расценка, пожалуйста, свяжитесь с нами.
Часы работы службы поддержки клиентов: с понедельника по пятницу с 09:00 до 18:00.
Тел: 07 223 1058
Если у вас есть какие-либо вопросы или вопросы, на которые вы не смогли ответить по телефону, пожалуйста, отправьте мне личное сообщение на Facebook~~
Фейсбук Хоневэй: https://www.facebook.com/honwaygroup
Вас также может заинтересовать…
[wpb-random-posts]
