
加工主要分兩大類,一類是做出模具後大量複製;另一類是分別以各樣工具與特定材料製作出所需的形狀。而個別加工又分別包含以下三大類:
一、切削:鑽孔、铣削、車削
二、研磨:平面研磨、圓筒研磨
三、放電:放電加工、先切割加工
本文章提及精密切削加工主要以刀具精密切削為主。
精密切削加工的應用時機
一般用於有高精度、高可靠性、高強度、形狀自由、小批量需求的工件:
(1)支撐承載高速運動的零件:飛機引擎
(2)製造用工具、裝置裡的零件:半導體裝置
(3)生產量極少的裝置、機器裡的零件:太空相關零件
精密加工運作應用包含了刀具的形狀、材質、動作與強度
刀具的形狀差異影響其使用壽命與其剛性
前刀角大小
角度大,刀具狀況佳發熱的情形較小、但刀具薄剛性較小易產生缺口。 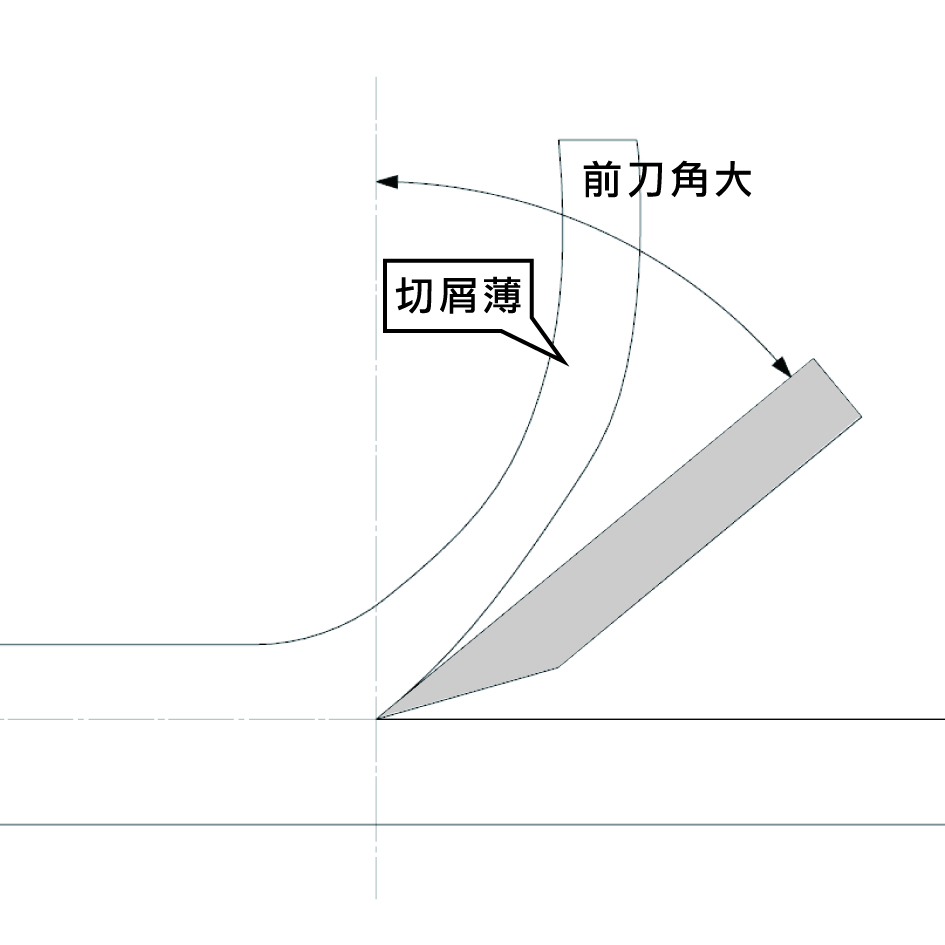
角度小,刀具狀況差較會有發熱情形、但不易產生缺口。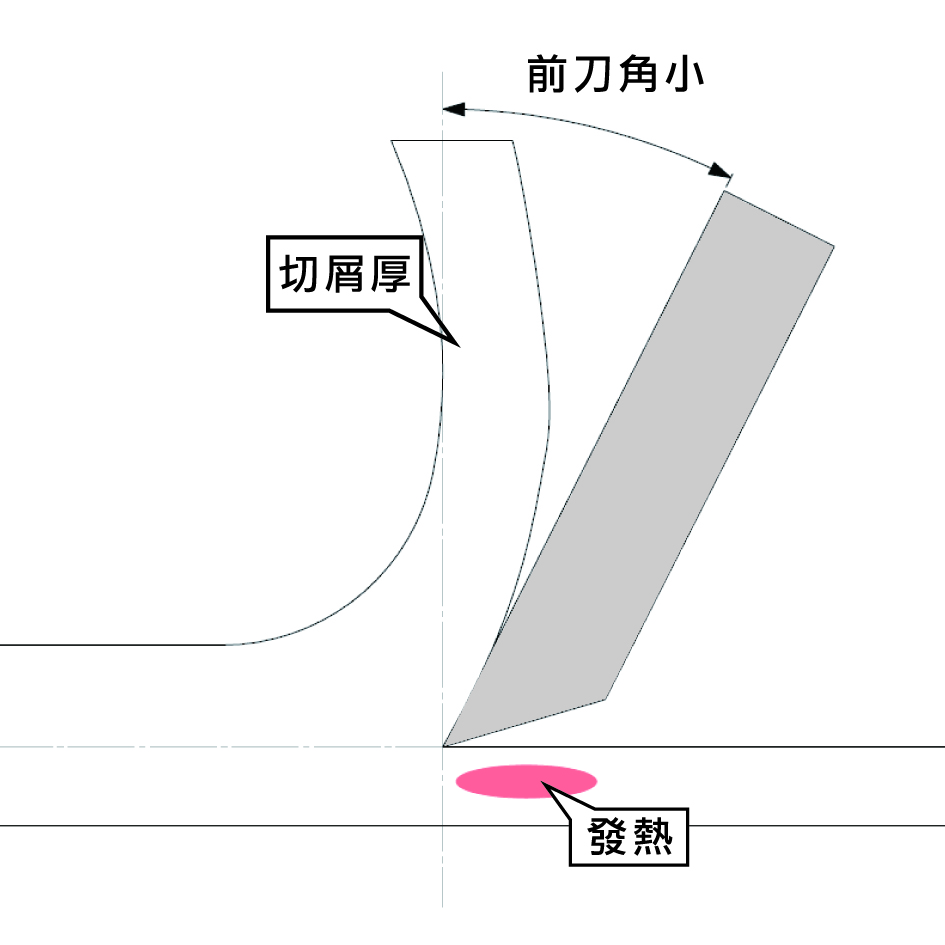
後刀角大小
角度大,後刀面磨耗範圍小,可長時間使用,尤其是切削鋁類容易沾黏的材料適合。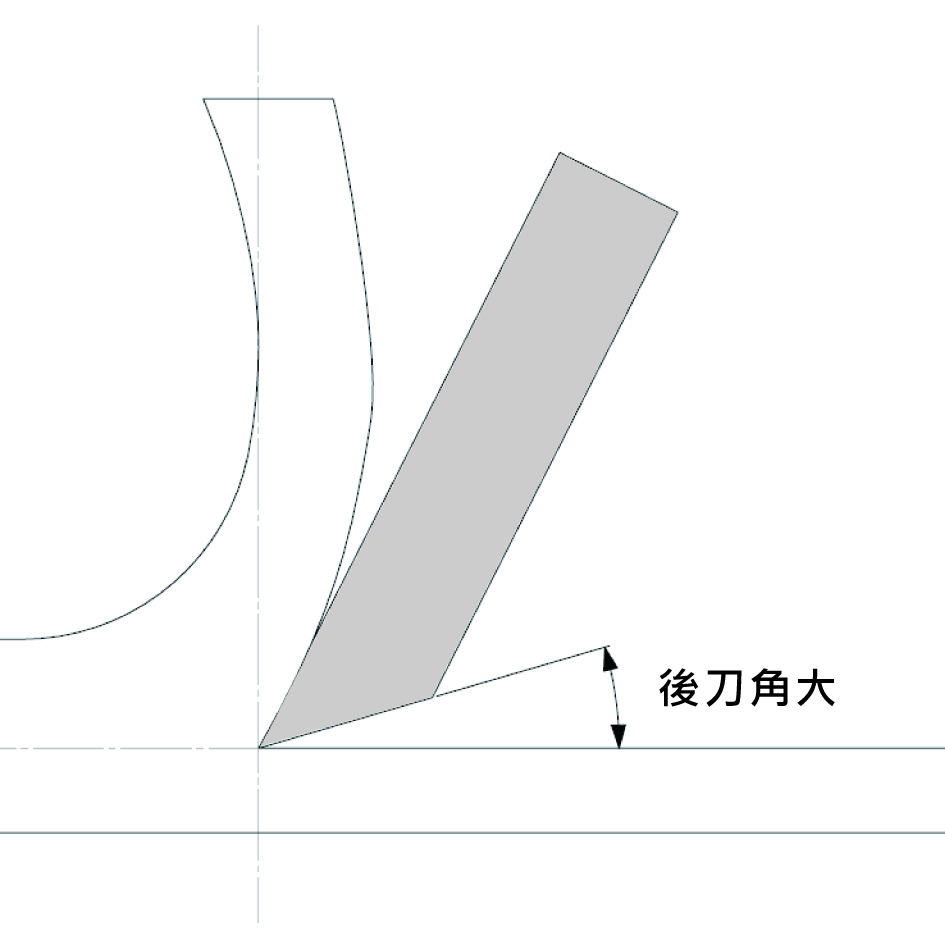
角度小,後刀面磨耗範圍大,但會有發熱的情形也會加速刀具磨耗。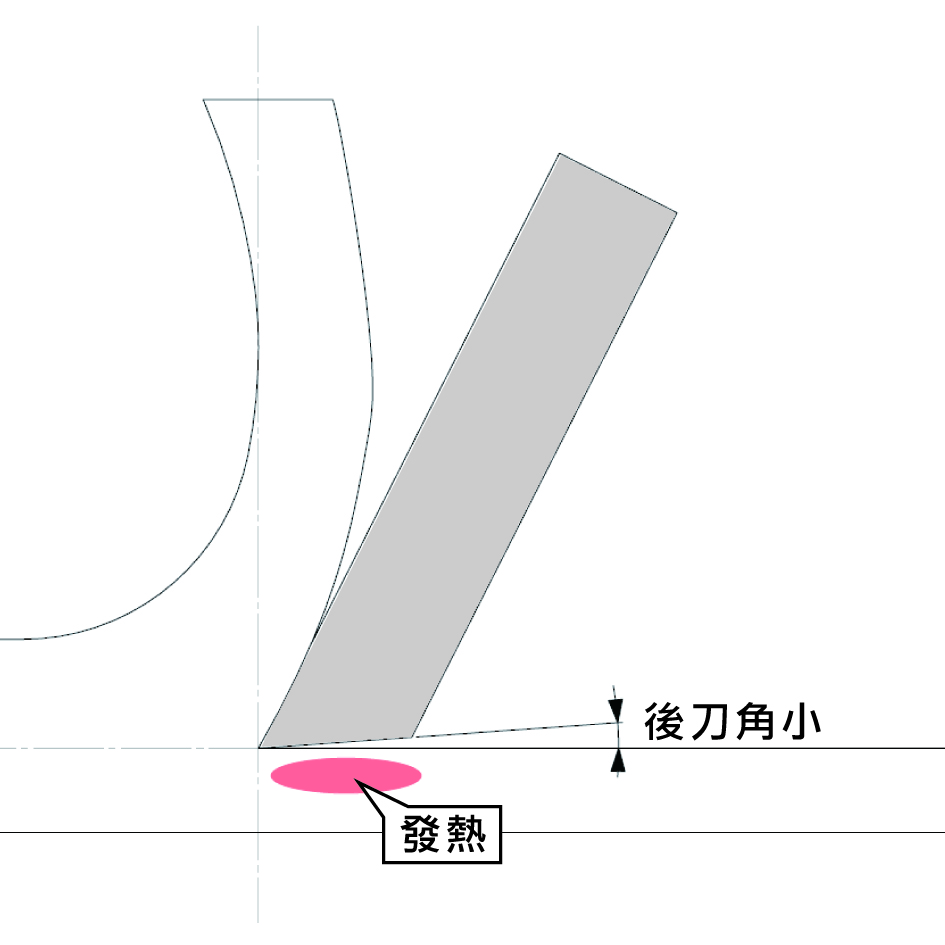
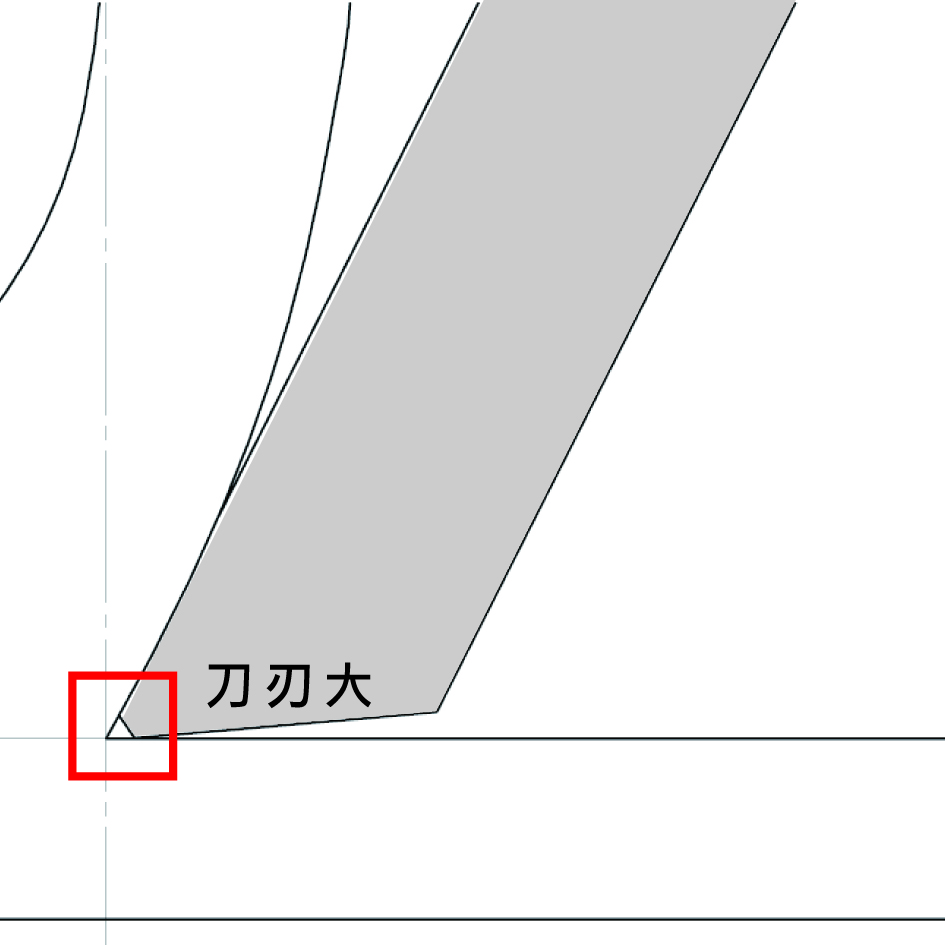
刀刃前端的銳利度
一般刀具刀尖處會有小R或C角稱作刀刃。
刀刃小:刀具狀況佳、但易崩口。
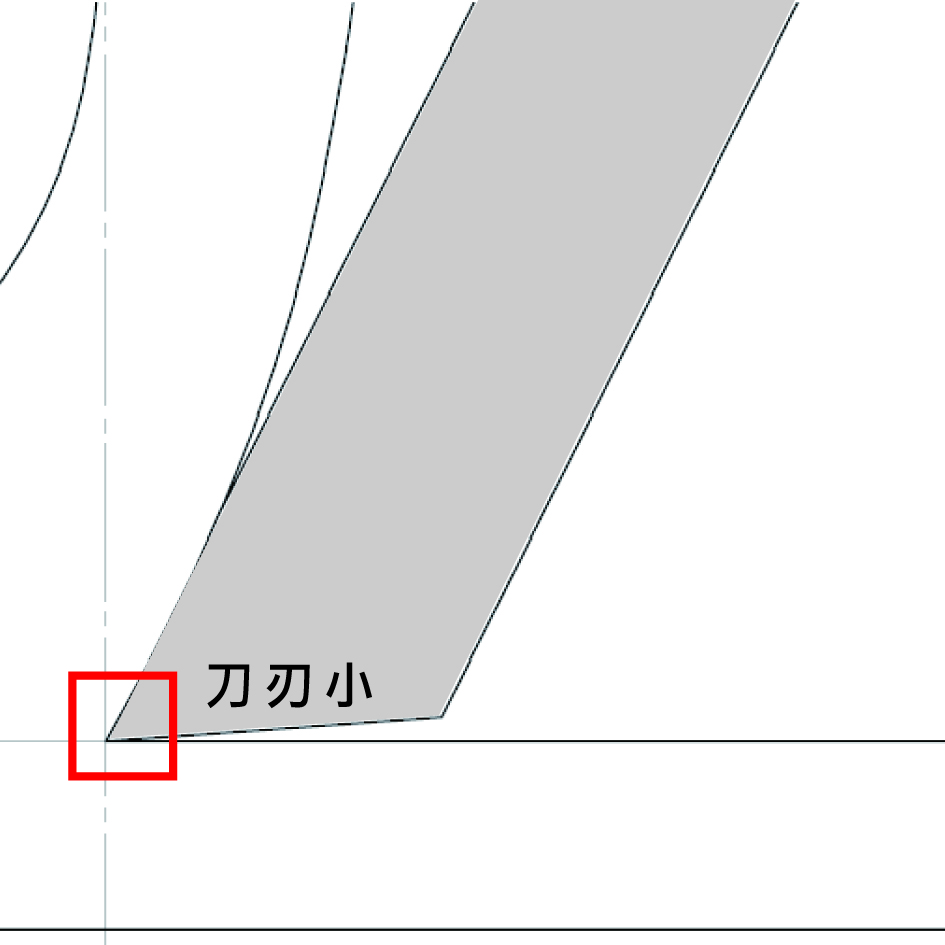
刀刃大:刀具狀況較差、但不易崩口。
刀片斷屑槽
各家廠商會有不同花紋,為了將切削後產生的切屑急速捲曲,讓其又捲又碎。
端銑刀的刃數
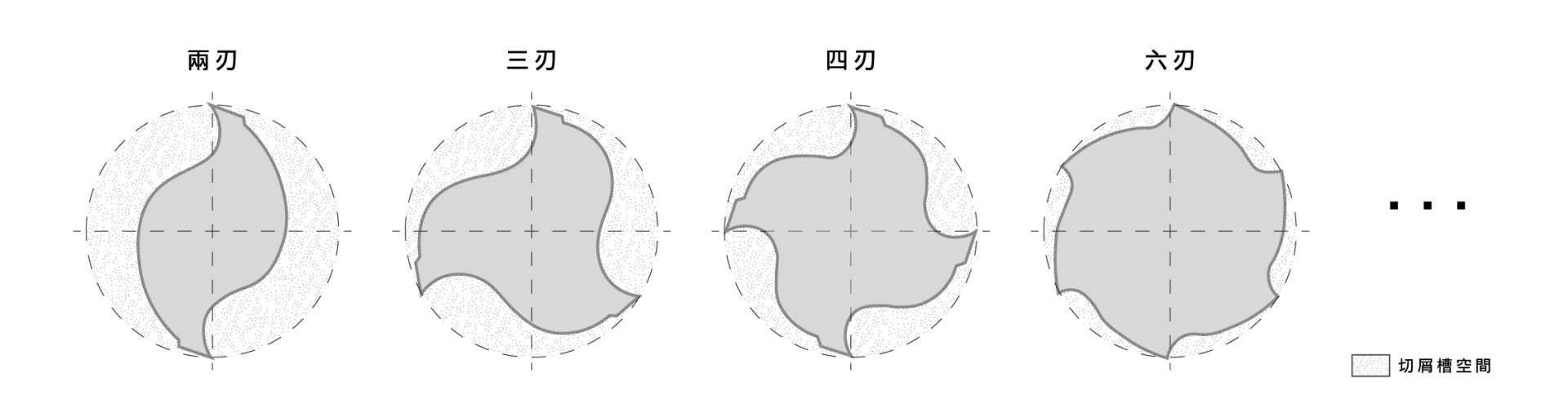
刃數多:剛性較好,但較小易阻塞、不適合溝槽加工。
刃數少:足夠的空間作為切屑槽。
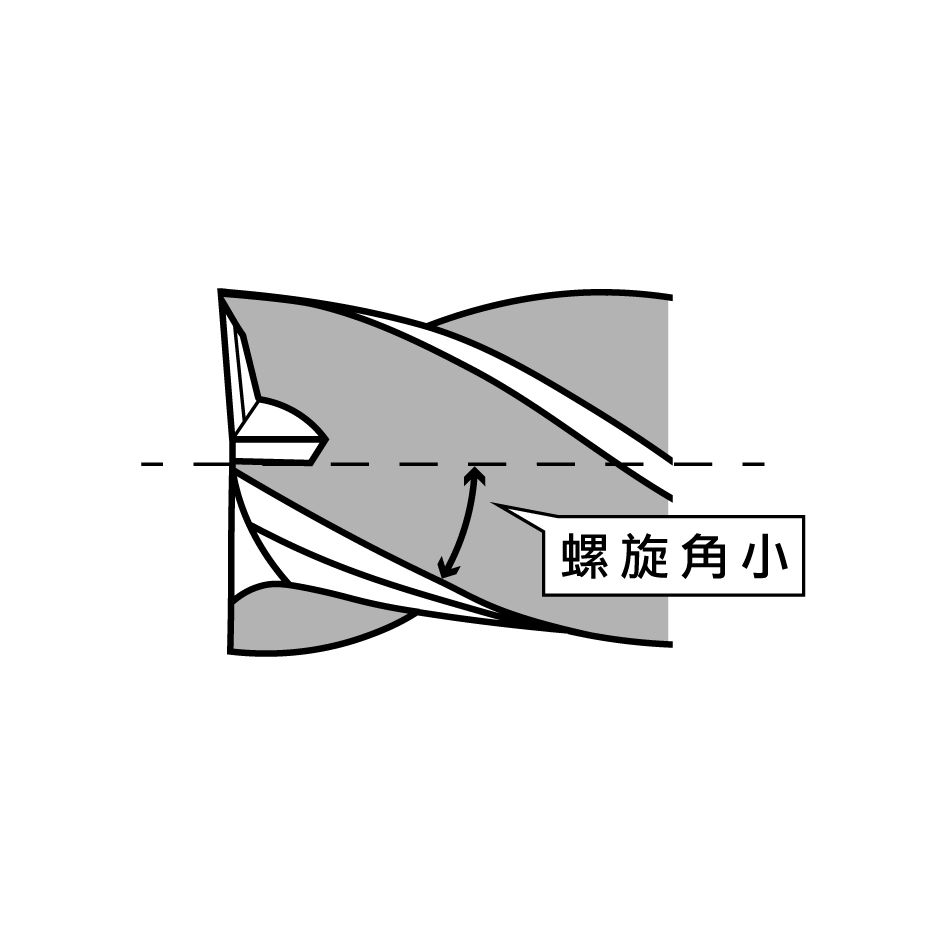
端洗刀的螺旋角度
螺旋角大:剛性較弱、適合側面精加工。
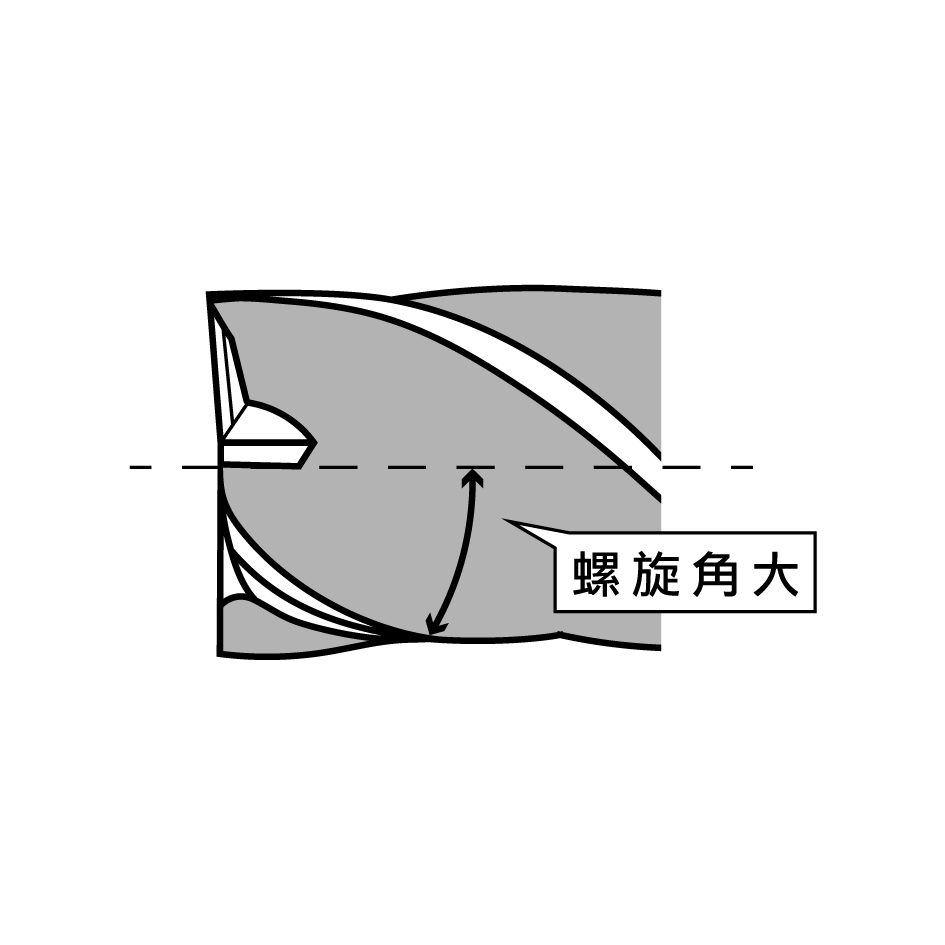
螺旋角小:剛性較佳、適合深溝加工。
刀具常見材質
1.鑽石燒結體
2.cBN燒結體
3.陶瓷
4.金屬陶瓷
5.硬質合金
6.高速度工具鋼(高速鋼)
會依照其硬度、韌性、耐熱、耐溶著性去以及配合切屑的素材來做挑選。(例如:鑽石雖硬,但不適合切削碳素鋼,其會與碳素鋼的碳反應而減短其壽命)
刀具的運作
切削速度就是刀具作用於工具的速度。一般來說單位以m/min表示。旋轉刀具切削時,刀具外徑旋轉一週的圓周速度即為切削速度,因為材料旋轉時會成為切削點的圓周速度,所以切削速度又稱為圓周速度。
切削又分成連續切削與斷續切削。連續切削衝擊力小但持續加工的過程中會積熱;斷續切削衝擊力大(因為過程多次進刀)但加工過程就不像連續切削磨耗產生那麼多熱。
刀具的強度
刀具的剛性如果過小,在加工過程會引起顫振,不僅會加快刀具磨耗且加工無法達到加工精度要求。
固定刀具的支撐座、機台本身與工件的剛性也很重要。如果工件剛性不足可藉由挾持方式來降低其影響,若是無法挾持的構造,就必須盡可能地選用銳利度好的工具來減輕切削負荷、抑制工件變形。